Известное устройство для обработки заготовок для деревянных каблуков, имеющее вращающуюся планшайбу с рядом закрепленных на ней зажимов для обрабатываемых каблуков, фрезу и копир, смонтированные на станине, в случаях изменения фасонов и размеров каблуков требует сложной переналадки.
Предложенное устройство для обработки заготовок для деревянных каблуков имеет фрезу, смонтированную на шпинделе, перемещаемом в направляющих и установленном в корпусе с помощью эксцентриковой втулки, которая позволяет регулировать величину выхода фрезы над столом, что дает возможность обработки каблуков различных фасонов и размеров.
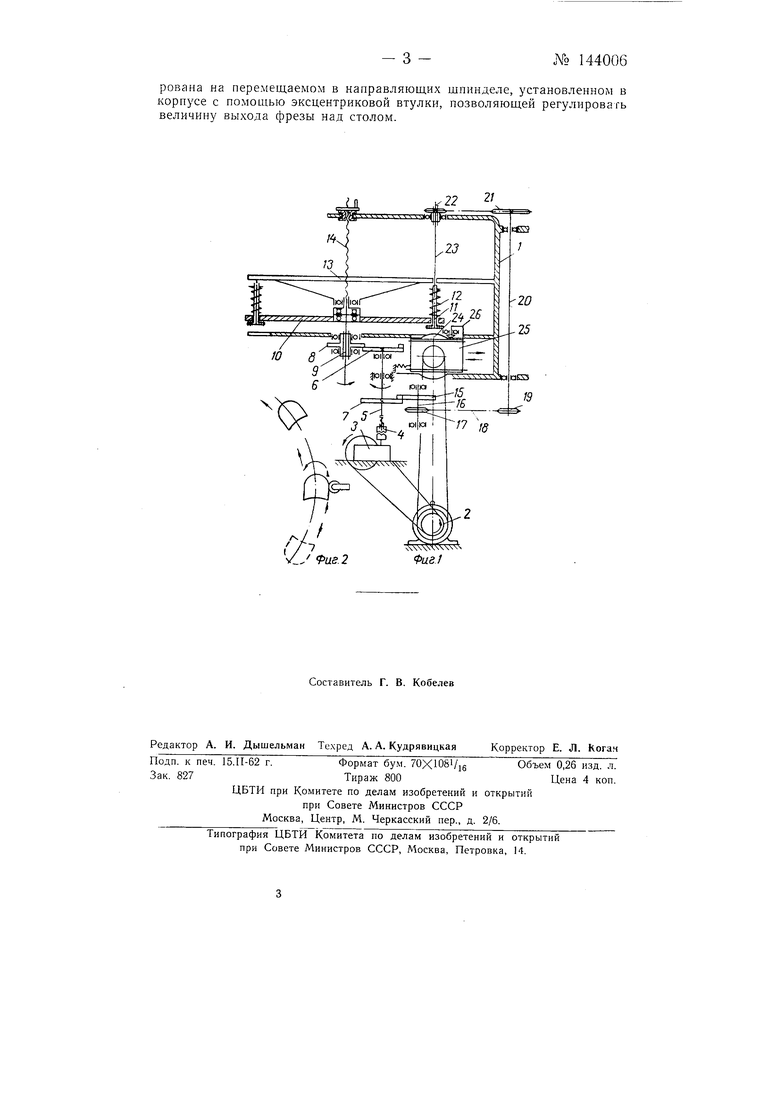
На фиг. 1 изображена схема предложенного устройства для обработки заготовок для деревянных каблуков; на фиг. 2 - схема фрезерования каблука.
Все узлы и детали устройства крепятся на станине /.
Привод устройства осуществляется электродвигателем 2, который клиноременной передачей связан с червячным редуктором 3. Выходной вал редуктора через предохранительную кулачковую муфту 4 соединен с распределительным валом 5, на котором жестко насажены две цевки 6 ц 7 мальтийского зацепления. Цевки насажены на распределительный вал с соосным расположением пальцев. Цевка 6 слулсит для передачи вращающего момента через мальтийский крест 8 с внутренними пазами ка шлицевой вал 9, жестко связанный с поворотной траверсой 10, на которой расположены четыре захвата // каблуков, укрепленных по краям траверсы под углом 90° друг к другу. Захваты // пружиной J2 поджимаются к направляющей траверсе 13, которая свободно связана через систему щарикоподщипников с поворотной траверсой 10. Направляющая траверса 13 одновременно с поворотной
№ 144006 2 -
траверсой 10 могут перемещаться в вертикальном направлении посредством винта 14 для захватов // по высоте каблука. Цевка 7 передает вращающий момент через мальтийский крест 15, жестко связанный вало(м М со звездочкой /7. Звездочка/7 через цепную передачу/S, звездочку У5 и вал 20 связана со звездочкой 2/. В свою очередь, звездочка 2/через цепную передачу и звездочку 22 с внутренними щлицевыми пазами связана шлицевым валом 25, который входит в зацепление с захватами 11 в момент фрезерования каблука. От электродвигателя 2 через клиноременную передачу получает врапдение шпинделей фрезы 24, вращающийся в корпусе 25, который может передвигаться возвратно-поступательно по направляющим, укрепленным на станине устройства. Жестко с корпусом щпинделя фрезы 24 закреплен копирующий шарикоподщипник 26, который, обкатываясь по поверхности каблука , копирует его поверхность, чем создает постоянную щирину кранца на каблуке.
Работа устройства осуществляется в следующем порядке.
От электродвигателя через одну клиноременную передачу получает вращение фреза, а через другую - начинает вращаться вал 5, цевки 7 и 5, входящие в зацепление с мальтийскими крестами 15 и 8. В момент зацепления цевки 5 с мальтийским крестом 5 вращается шлицевой вал 9 вместе с поворотной траверсой 10 и захватами 11. Захват //, неся с собой каблук, надвигает его на фрезу передней частью, фрезерует каблук и входит в зацепление ,со щлицевьш валом 23. В тот момент, когда каблук надвигается на фрезу, цевка 6 выходит из зацепления с мальтийским крестом 8, а цевка 7 входит в зацепление с мальтийским крестом 15, который через цепную передачу приводит во вращение щлицевой вал 23, а вместе с ним и захват // с каблуком. Поворачиваясь вместе с захватом, каблук своей лекальной поверхностью обкатывается по копирующему щариконодщиинику 26. Захват // вместе с каблуком Поворачивается на 180° с помощью цепной передачи с передаточным числом 2. В момент, когда захват с каблуком повернется на 180°, цевка 7 выходит из зацепления с мальтийским крестом 15, а цевка 6 вновь входит в зацепление с мальтийским крестом 8. Происходит поворот траверсы и фрезерование остальной части каблука. Захват с каблуком, находившимся над фрезой, выводится и на его место подается другой захват с очередным каблуком. В момент фрезерования (поворота захвата с каблуком над фрезой) происходит сброс обработанного каблука на конвейер цри помощи кулачков на направляющей траверсе и насадка заготовки каблука на захват. Насадка каблука производится ударом по захвату механизмом насадки типа электромеханического или механического молотка.
Предложенная конструкция устройства может быть использована на каблучных фабриках, вырабатывающих деревянные каблуки для обуви. Установка предназначена для обработки каблуков всех номеров и фасонов.
Центральный научно-исследовательский институт кожевенно-обувной промышленности дал предложению положительную оценку.
Пред мет изобретения
Устройство для обработки заготовок для деревянных каблуков, включающее монтированные на станине вращающуюся планщайбу, несущую ряд закрепленных на ней зажимов для обрабатываемых каблуков, фрезу и копир, .от л ич а ю щ е е с я тем, что, с целью возможности обработки каблуков различных фасонов и размеров, его фреза монтирована на перемещаемом в направляющих шпинделе, установленном в корпусе с помощью эксцентриковой втулки, позволяющей регулировать величину выхода фрезы над столом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования порошковых материалов | 1991 |
|
SU1834811A3 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| Двухвальцовый станок | 2019 |
|
RU2714245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| ФРЕЗЕРНЫЙ КАРУСЕЛЬНЫЙ СТАНОК | 1969 |
|
SU245323A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
,/. Рае.2
22 2/
Фиг
