//
fO
Н Sortyy ffCh
о ел
11
Изобретение относится к литейному производству, в частности к изготовлению литейных стержней из термо реактивньпс смесей, отверждаемых в оснастке.
Целью изобретения является улучшение качества стержней за счет повышения их прочности, интенсификаци процесса, улучшения санитарно-гигиенических условий труда и экономии энергозатрат.
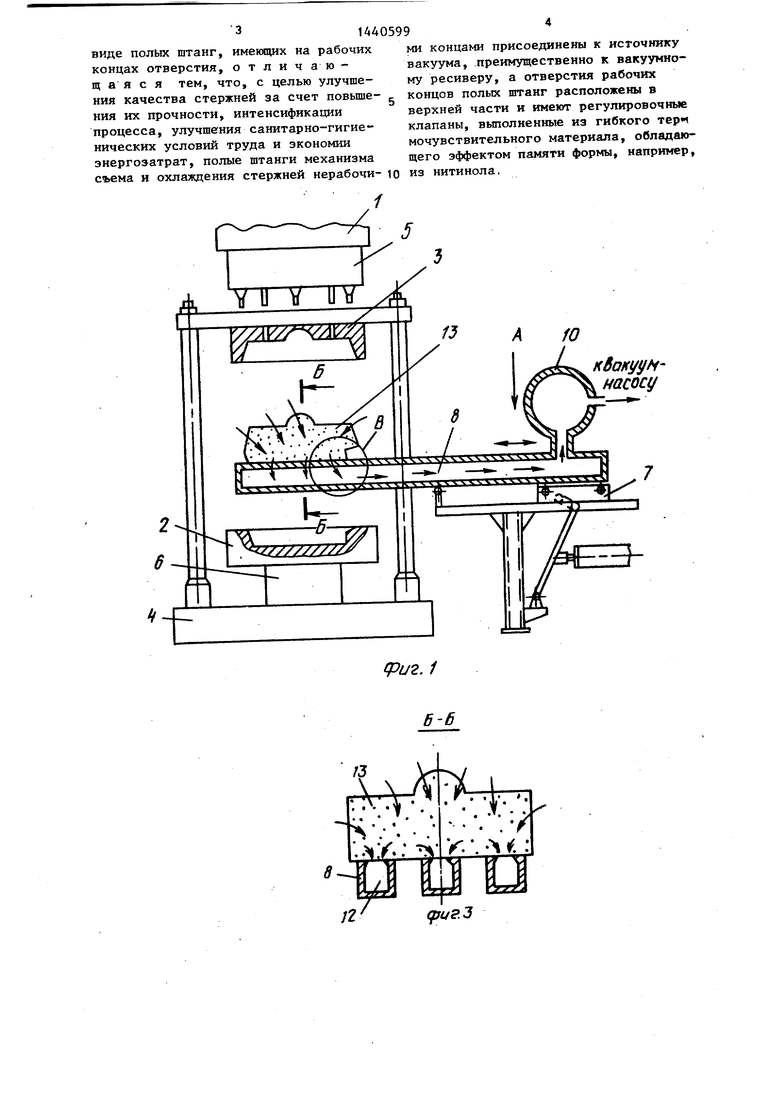
На фиг. 1 изображена установка для изготовления литейных стержней, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. Установка Гсодержит стержневые ящ
В зависимости от конфигурации стержня он может контактировать со всеми клапанами 14 или только с - частью их. Под воздействием темпера туры стержня (180-260 С в зависимости от состава смеси и др. технологических факторов) регулировочные клапаны 14, выполненные из термочувствительного материала, обладаю- 15 щего эффектом памяти формы, изменяю свою форму, изгибаясь свободным кон цом внутрь полости штанги, открыва- Ю.Т отверстие 12 и горячий воздух и газы из межзернового пространства
далее в вакуумньш ресивер 10, установку очистки (не показана) и вакуумным насосом (не показан) очищенный
ки, состоящие из двух половин: нижней 2 и верхней 3, которые установле-20 стержня устремляются под воздейст- ны на столе 4, пескодувньй резервуар вием разрежения в полость штанг 8 и с надувной плитой и самоустанавливающимися соплами 5, механизм разъема стержневых ящиков 6, механизм съема
и охлаждения стержней 7, вьтолненньй 25 воздух выбрасывается в атмосферу, в виде польк штанг 8, нерабочие кон- После снижения температуры стержня 9 которых присоединены к вакуумному ресиверу 10, который соединен с вакуум-насосом (не показан). Рабочие концы 11 штанг имеют в верхней 30 части отверстия 12, предназначенные для улавлива1шя газообразных вредных веществ, вьщеляюищхся из стерждо заданного значения (60-80 С), когда газовьщеление практически закончилось, регулировочные клапаны 1 возвращаются в исходное положение, перекрьшая отверстие 12, стержень 1 передают на участок формовки для установки в формы (не показаны). В вакуумном ресивере 10 создается раз режение порядка 10 ЮХа.. Установка готова к новому циклу.
ня 13, а также для охлаждения стержня .
Отверстия 12 оснащены регулировочными клапанами 14, выполненными из гибкого термочувствительного материала, обладающего эффектом памяти формы, например из нитинола. Каждый из регулировочных клапанов одним концом жестко закреплен на штанге, а другим выполнен свободным с возможностью отклонения внутрь по- лости штанги.
Установка работает следующим образом.
После отверждения стержня 13 стержневой ящик раскрьшается при помощи механизма 6, при этом стержень выталкивается толкателями (не показаны) из нижней 2 половины стержневого ящика, срабатьша:ет механизм съема и охлаждения стёржИей 7, при этом пустотелые штанги 8 вводятся своими рабочими концами 11 в зазоры между толкателями, после чего толкатели опускак1тся и стержень остается на рабочих концах штанг, кон
тактируя с регулировочными клапанй- ми 14.
Механизм 7 возвращается в исходное положение.
В зависимости от конфигурации стержня он может контактировать со всеми клапанами 14 или только с - частью их. Под воздействием температуры стержня (180-260 С в зависимости от состава смеси и др. технологических факторов) регулировочные клапаны 14, выполненные из термочувствительного материала, обладаю- 5 щего эффектом памяти формы, изменяют свою форму, изгибаясь свободным концом внутрь полости штанги, открыва- Ю.Т отверстие 12 и горячий воздух и газы из межзернового пространства
0
0 стержня устремляются под воздейст- вием разрежения в полость штанг 8 и
далее в вакуумньш ресивер 10, установку очистки (не показана) и вакуумным насосом (не показан) очищенный
стержня устремляются под воздейст- вием разрежения в полость штанг 8 и
5 воздух выбрасывается в атмосферу, После снижения температуры стержня 0
5
0
с
.. 5
до заданного значения (60-80 С), когда газовьщеление практически закончилось, регулировочные клапаны 14 возвращаются в исходное положение, перекрьшая отверстие 12, стержень 13 передают на участок формовки для установки в формы (не показаны). В вакуумном ресивере 10 создается разрежение порядка 10 ЮХа.. Установка готова к новому циклу.
Реализация изобретения позволяет улучшить санитарно-гигиенические условия труда за счет сокращения газовьщеления из стержней в атмосферу цеха, повысить качество стержней вследствие повьштения прочности внутреннего их объема, который интенсивно отверждается под воздействием просасьшаемых газов и воздуха, а за счет оптимизации режима газовьщеления из стержней, которьй автоматически регулируется клапанами, экономятся энергозатраты.
Формула изобретения
Установка для изготовления литейных стержней, отверждаемых в литей- ной оснастке, содержащая стол, пескодувный резервуар с надувной плитой и самоустанавливакяцимися соплами, механизм разъема стержневых ящиков и механизм съема и охлаждения стержней в
1440599
виде полых штанг, имекядих на рабочихми концами присоединены к источнику
концах отверстия, отличаю-вакуума, преимущественно к вакуумнощ а я с я тем, что, с целью улучше-му ресиверу, а отверстия рабочих
ния качества стержней за счет повьше- концов полых штанг расположены в
ния их прочности, интенсификацииверхней части и имеют регулировочные
процесса, улучшения санитарно-гигие-клапаны, вьтолненные из гибкого
нических условий труда и экономиимочувствительного материала, обладаюэнергоэатрат, полые штанги механизмащего эффектом памяти формы, например,
съема и охлаждения стержней нерабочи- юиз нитинола.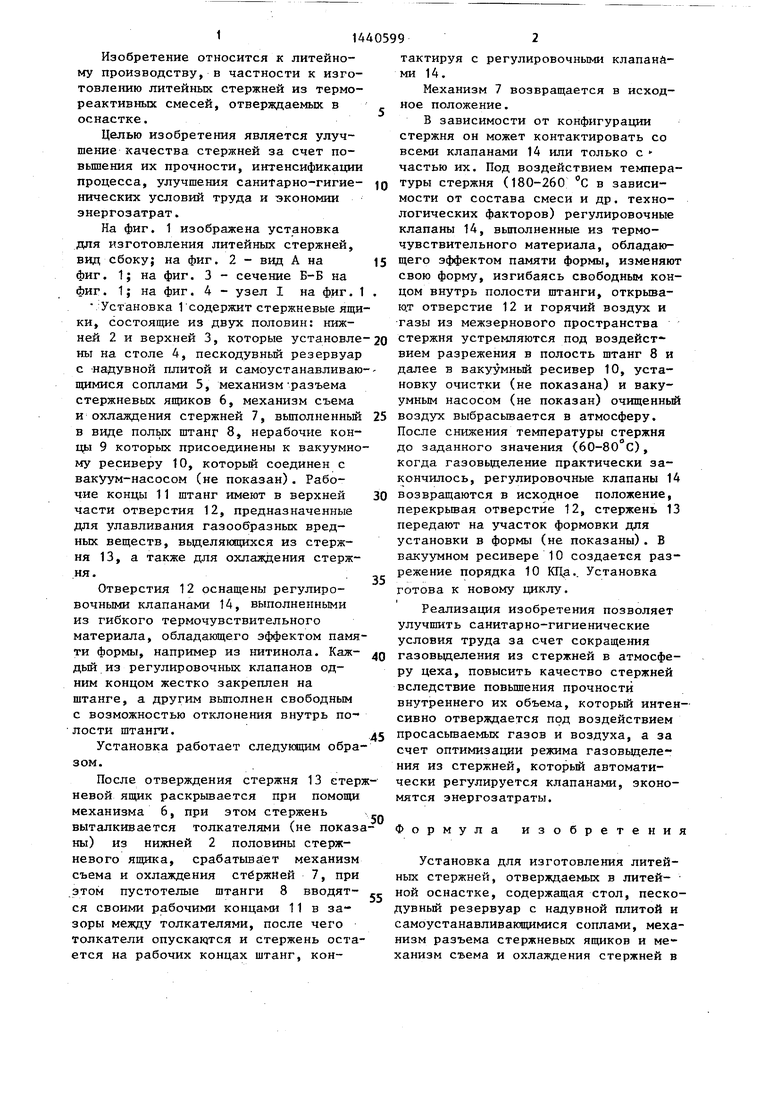
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления литейных стержней | 1984 |
|
SU1210961A1 |
| Установка для изготовления литейных стержней | 1980 |
|
SU939161A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
| Способ оценки санитарно-гигиенических свойств песчано-смоляных смесей для изготовления литейных стержней и форм | 1978 |
|
SU743770A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Оснастка для изготовления литейных стержней и форм | 1975 |
|
SU531628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ "ТЕРМО-ШОК-СО2-ПРОЦЕССОМ" | 2015 |
|
RU2630399C2 |

Изобретение относится к литейному производству, в частности к изготовлению литейных стержней из термореактивных смесей, отверждаемых в оснастке. Целью изобретения является улучшение качества стержней за счет повышения их прочности, интенсификация процесса, улучшение санитарно-гигиенических условий Труда и экономия энергозатрат. Полые штанги механизма съема и охлаждения стержней нерабочими концами 9 присоединены к вакуумному ресиверу 10, а их рабочие концы 11 имеют в верхней части отверстия 12, оснащенные регулировочными клапанами из гибкого термочувствительного материала, обладающего эффектом памяти формы. дый из регулировочных клапанов одним концом жестко закреплен на штанге, а другой выполнен свободным с возмож- ностьн) отклонения внутрь полости штанги. 4 ил. (Л
А V и V UV
8
J2
J
fO
кВокууН насосу
fpU2. 1
ivM
t . .
. . .
, .
. :
7
/
X.. .:
и
pi/.3
хх
Г4
L
Г2
| Установка для изготовления литейных стержней | 1984 |
|
SU1210961A1 |
