(5) МНОГОПОЗИ Щ6ННЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТЕЙМЫХ СТЕРШИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Установка для изготовления литейных стержней | 1980 |
|
SU939161A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1994 |
|
RU2090300C1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Пескодувная машина | 1977 |
|
SU944751A1 |
,1;
Изобретение относится к литейному производству, в частности к машинам для изготовления литейных стержней.
Известна конструкция трехпойииионной челночной пескодувной машины для изготовления пустотелых стержней а нагреваемых ящиках с горизонтальным разъемом. На правой и левой боковых позициях производят надув и отверждение стержня, на центральной позиции разборку стержневого ящика, выталкивание и удаление стержня, сборку ящика. На каждой из боковых позиций установлена горизонтальная неподвижная оправка-опустошитель. При переходе стержневого ящика на боковую позицию оправка входит в него по плоскости разъема. При переходе стериневого ящика на центральную позицию оправка-о.пустошитель (оставшаяся на. месте) извлекается из готового стержня ГП.
Недостатком указанной машины является то, что она не может изготавливать без длительного перемонтажа оснастки бЬлеё двух разнообразных по кон|| 1гурд14йи и габариту стержней. При изготовлении крупных стержней машина имеет низкую производигельнрсть за счет длительного цикла отверждения смеси в двух стержневых Я1циках.
Наиболее близка к предлагаемой установка карусельного типа для изготовления .штейных стержней, отверждаемых в нагреваемой оснастке. Установ10ка содержит поворотный стол с расположенными на нем стержневыми ящиками с горизонтальным разъемом, пескодувный резервуар с надувной плитой и самоустанавпивающими соплами, механизм
Однако эта машина не дает возможности изготавливать различные по кон20фигурации и габаритам стержни с максимальным опустошением внутренней части, например центровые стержни от:ливок блоков цилиндров, корпуса транс3910316
миссии, передач и др. без перемонтажа оснастки,
Цель изоб((пеиия - получе;ние в автоматическом режиме максимально опустошенных стержней различной конфигу- j рации.
Поставленная цель достигается тем, что автомат, содержащий поворотный стол с установленными на нем стержневыми ящиками с горизонтальным разъ- ю емом, пескодувный резервуар с надувной плитой и самоустанавливающимися соплами, механизм подъема стержневых ящиков и механизм съема стержней, 1снаб чен кинематически связанным с по-15 воротным столом механизмом опустошения стержней, выполненным в виде установленного на опорах станины цилиндрического барабана с встроенными по образующей цилиндра обоймакм с ёставка-20 ми-опустошителями различной конфигурации , снабженными выступами, взаимодействующими с захватом на штока пневмоцилиндра, а механизм съема стержней выполнен в виде ленточндгд конвейера 25 с устройством ДЛИ приема стё ржмей в виде перемещающейся вертикально опорной пластины с предохранительными штырями.
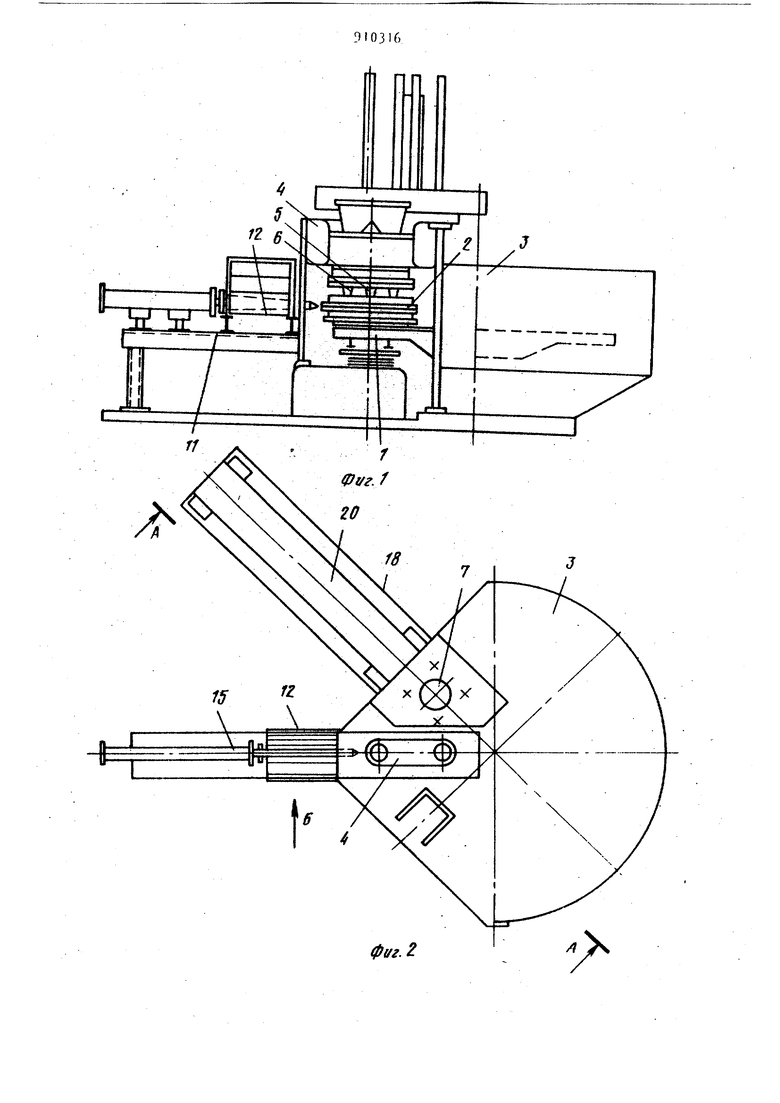
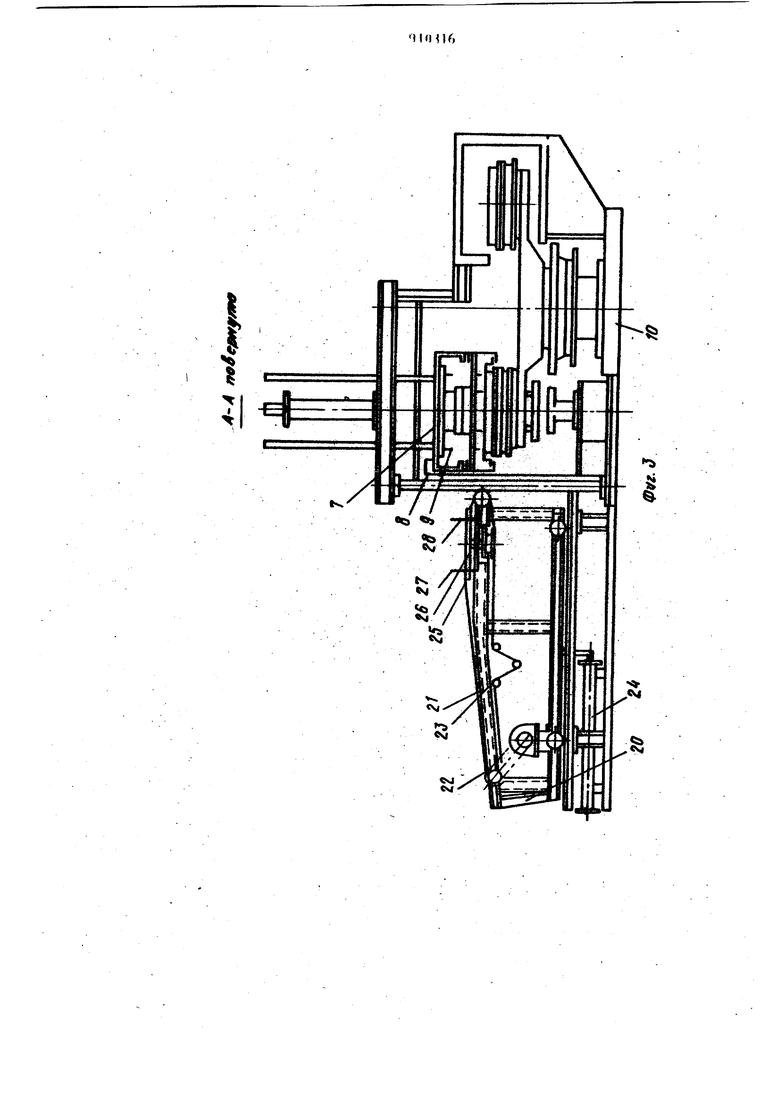
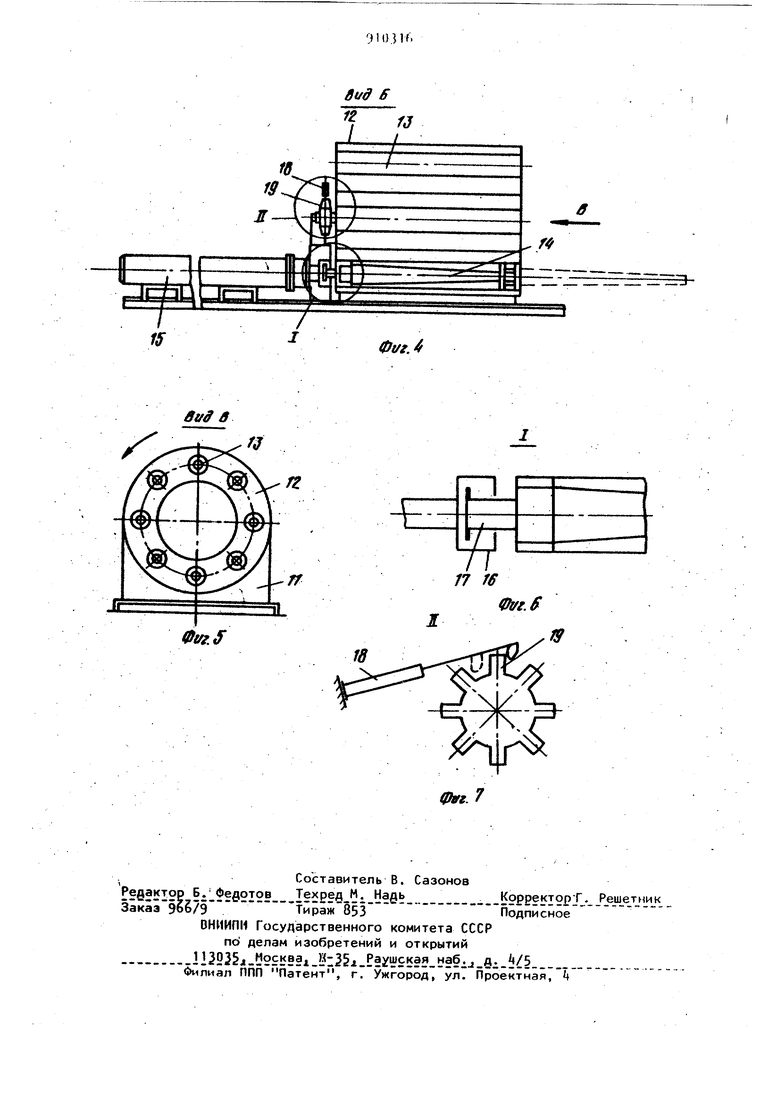
На фиг. 1 изображен общий вид зо предлагаемого автомата; на фиг. 2 то же; вид сверху; на фиг. 3 - механизм съема стержней (разрез А-А фиг.2); на фиг. механизм опустошения стержней (вид по стрелке Б на фиг.2);jj на фиг. 5 - вид механизма опустошения с торца (вид nd стрелке В на фиг. 4); на фиг. $ - узел контакта захвата пневмоцилиндра с выступами вставок-опустошителей (узел 1 фиг. на фиг. 7 привод поворота барабана вставок-опустошителей (узел 11 фиг.). На поворотном столе 1 карусельного типа установлены стержневые ящики 2 с горизонтальным разъемом, нагревае- j мые в проходной печи 3- На стойках стастанины автомата установлены пескодувный резервуар с надувной плитой 5 и самоустанавливающимися соплами 6, механизм 7 разъема стержневых ящиков с подъемной траверсой 8 и системой толкателей 9. На станине 10 автомата установлен механизм опустошения стержней.
Механизм опусто1иения стержней со- SS держит установленный на конструкции 11 цилиндрический барабан 12 с встроенными на образующей цилиндра
обоймами 13, внутри (змоитированы вставки-опустошителя И( р- злииной конфигурации, приводимые н во.звратно-посгупательное дпижение пмевмоцилиндром 15, на штоке которого закреплен захват 16, взаимодействующий с выступами 17 на вставках-опустошителях 1. Вращение цилиндрического барабана осуществляется при помощи поршневого привода 18 и храпового механизма 19.
Против механизма 7 разъема стержневых ящиков на станине 10 установлен механизм съема стержней, содержащий каркас 20, на котором установлен конвейерная лента 21, приводимая в движение электроприводом 22. Механизм съема оснащен устройством для натяжения ленты 23 пневмоцилиндром для го.ризонтальногО перемещения механизма съема, пневмоцилиндром 25 с укрепленной на его штоке 26 опорирй пластиной 27 для приема стержней. Пластина 27 снабжена регулируемыми по высоте предохранительными штырями 28.
Автомат для изготовления стержней работает следующим образом. Поворотный стол 1 перемещает стержневой ящик 2 на позицию надува смесью. ОднЬвременно система автоматики подает сигнал на поршневой привод 18 поворота цилиндрического барабана 12 на заданный угол при помощи храпового механизма 19 для подачи нужной вставкиопустошителя k в исходное положение для ввода в полость стержневого ящика Одновременно с завершением поворота захват 16 на штоке пневмоцилиндра 15 входит в зацепление с выступом 17 на вставке-опустошителе.
Пневмоцилиндром 15 вставка-опустошитель из обоймы 13 вводится в рабочую полость стержневого ящика, затем опускается пескодувный резервуар 4 с надувной плитой 5, самоустанавливающиеся сопла 6 входят в надувные отверстия стержневого ящика 2,и происходит надув стержневой смеси в полость ящика.
По завершению надува пневмоцилиндр 15 выводит вставку-опустошитель 14 из стержневого ящика 2. Поворотный стол 1 перемещает стержневой ящик 2 в проходную печь 3 для отверждения стержня. Одновременно поворотный стол подает следующий стержневой ящик на позицию надува. В то же 5 ,91 время происходит поворот цилиндримеского барабана 12 при помощи вышеописанных привода 18 и механизма 19 для подачи следующей вставки-опустошителя в исходное положение. При необходимости поворот барабана может осуществляться по заданной программе в зависимости от количества одноименных стерухневых ящиков, установленных на восьми позициях поворотного стола. Из нагревательной печи 3 стержневой ящик 2 поступает на позицию разборки. Подъемная траверса 8 механизма 7 разъема поднимает оерхнюю половину стержневого . При этом срабатывает система толкателей в нижней половине ящика, и стержень, оставаясь ь верхней половине, перемещается вмес те с ней в верхнее положение. 8 это время пнеомоцилиндр 24 перемещает механизм съёма стержней, который своей съемной частью входит в образовавшееся пространство мекду верхней и ниж-. половинами стержневого жцика. Шток 26 пневмоцилинДра 25 поднимает опорную пластину 27 которая в свою очередь поднимает часть конвейерной ленты, перемещая ее в непосредственную близость к поверхности стержня. . Установленные на пластине 27 предохр а нительные штыри 28 этом входят в соприкосновение с гюверхйостыо разъ ема верхней половины стержневого ящика, ориентируя поверхность приемной ленты параллельно поверхности разъема ящика и предохраняя стержень от разрушения. С гюмощью толкателей 9 происходит выталкивание стержня из верхней половины ящика, после чего пневмоцилиндр 25 опускает опорную пластину 27 с регулирующими штыря- ми 28, включаются пневмоцилиндр 24 и электропривод 22, и конаейер выво 6 дит стержень из рабоче оны автомата. Формула изобретения 1. Многопозиционный автомат для изготовления литейных стержней, отверждаемых в нагреваемой оснастке, содержащий поворотный стол с установленными на нем стержневыми ящиками с горизонтальным разъемом, пескодувный резервуар с надувной плитой и самоустанавливающиг 1ися соплами, .механизм разъема стержневых ящиков и механизм съема стержней, отличающийся тем, что, с целью получения в автоматическом режиме максимально опустошенных стержней различной конфигурации , автомат снабжен кинематически связанным с noBOpoTHbiM столом мехаии змом опустошения стержней, выполненным в В14де установленного на опорах станины цилиндрического барабана с встроенны «4 по образующей цилиндра обоймами с вставками-опустошителями различной конфигурации, снабженными выступами, взаимодействующими с захватом на штоке пневмоцилиндра. 2. Автомат по п. Т, о т л и ч а ю щ и и с я тем, что механизм съема стержней выполнен в виде ленточного конвейера, сиабкенного устройством для приема стермней в виде опорной пластины с предохраните1П|Ными штырями, установленной с возжияностью вертикального перемещения. Источники информации, принятые во в «4мание при экспертизе 1.Заявка Японии Н 53-142320, кл. Л 232 5, опублик, 1975. 2.Авторское свидетельство СССР 351632, кл. 8 22 С 15/24, 1970.
0fff.
Л re
0fft.f
фаг. 7
