Изобретение относится к литейному производству, в частности к стержневой оснастке и оборудованию для изготовления стержней, отверждаемых в оснастке, и является усовершенствованием известных устройств по авт. св. № 1470420 и № 1577911.
Известен блок стержневой оснастки, содержащий корпус стержневых ящиков с вертикальным разъемом и отверстиями для толкателей и толкательные плиты с толкателями. Он снабжен цилиндрическими штырями, установленными на наружной
поверхности каждого корпуса стержневого ящика и размещенными в отверстиях для толкателей в смежном корпусе стержневого ящика, а топкательная плита с толкателями расположена вне корпуса стержневого ящи- ка, при этом на наружной поверхности корпуса выполнены отверстия для захватов.
Недостатком блока стержневой оснастки является отсутствие возможности надува смеси через отверстия, перпендикулярные плоскости разъема стержневого ящика, что ограничивает технологические возможности.
Известна установка для изготовления литейных стержней по горячим ящикам пре- имущественно с вертикальным разъемом, содержащая стержневую машину, проходную нагревательную печь, механизм для разъема стержневого ящика и выталкивания готового стержня, установленные в тех- нологической последовательности, транспортно-передающее устройство с толкателями. Она снабжена дополнительными стержневой машиной, проходной нагревательной печью и механизмом для разъема стержневого ящика и выталкивания готового стержня, двумя механизмами отрыва стержневого ящика от блока стержневых ящиков и двумя манипуляторами для перемещения стержневых ящиков, при этом стержневые машины, проходные нагревательные печи и механизмы отрыва стержневого ящика расположены двумя последовательно замкнутыми и параллельными между собой технологическими ветвя- ми, а механизмы для разъема стержневых
ящиков и манипуляторы попарно расположены на концах ветвей.
К недостатку установки относится небольшая номенклатура изготавливаемых стержней.
Цель изобретения - расширение технологических возможностей,
Указанная цель достигается тем, что блок стержневой оснастки по авт. св. № 1470420, он снабжен плитой, имеющей отверстие и штыри, идентичные штырям корпуса стержневого ящика и размещенные соосно отверстиям для толкателей, при этом на одной из половин корпуса стержне- вого ящика закреплен один штырь, а на другой выполнено вдувное отверстие, соосное с единичным штырем и отверстием плиты, отверстия для разъема половин стержневого ящика выполнены сквозными и размеще- ны на противоположных сторонах половин стержневого ящика.
Поставленная цель достигается еще тем, что установка для изготовления литейных стержней по авт. св. № 1577911, она
снабжена двумя механизмами транспортировки ящиков от стержневой машины к печи и четырьмя кантователями, два из которых совмещены с механизмами отрыва стержневого ящика от блока стержневых ящиков, а два других установлены под стержневой машиной.
Для упрощения конструкции манипуляторы имеют четыре захвата, расположенные под углом 90° относительно друг друга и выполненные в виде направляющих.
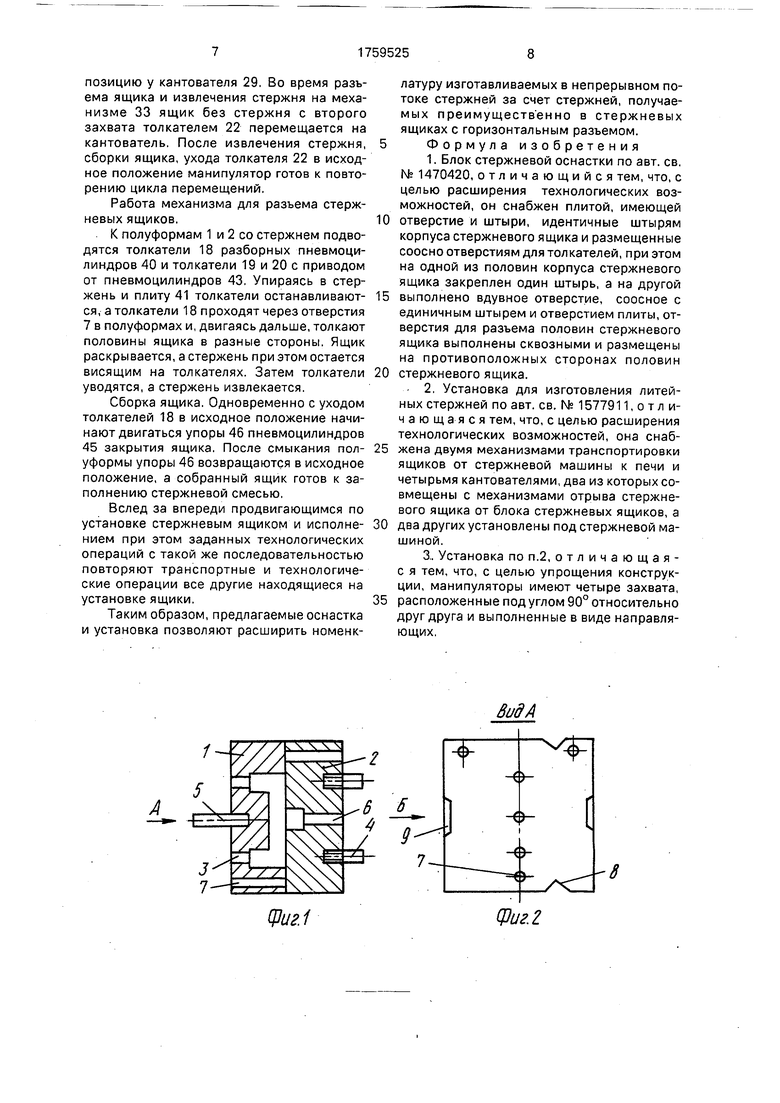
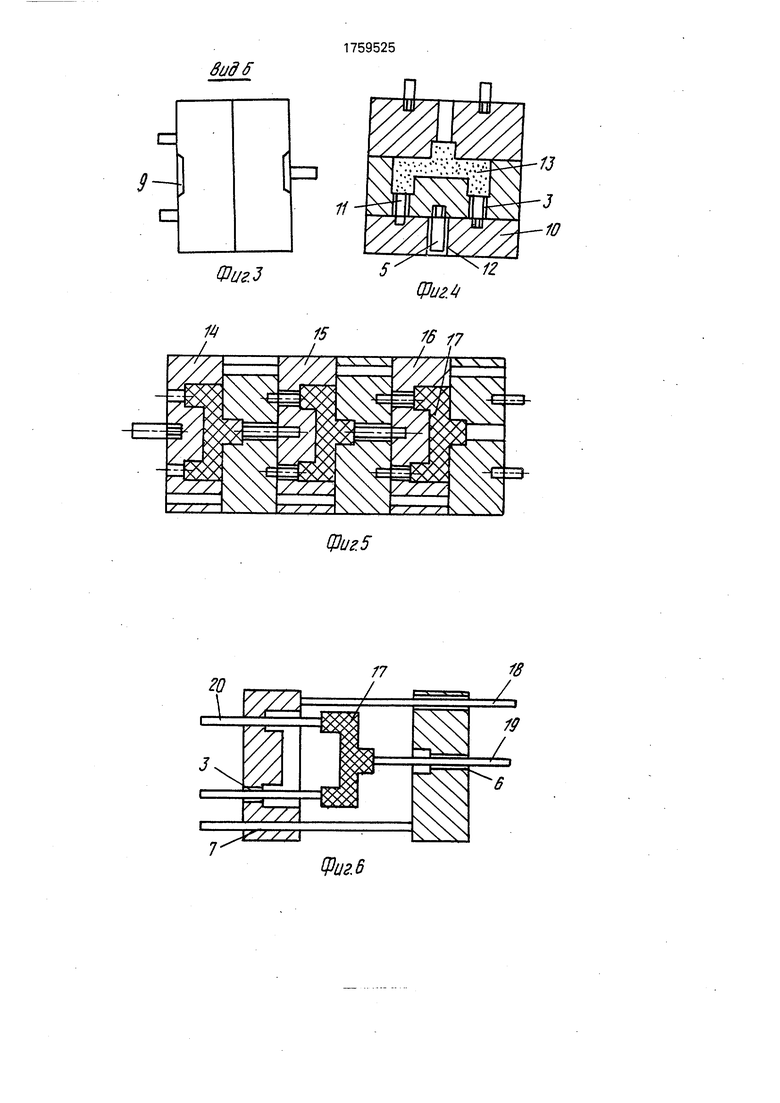
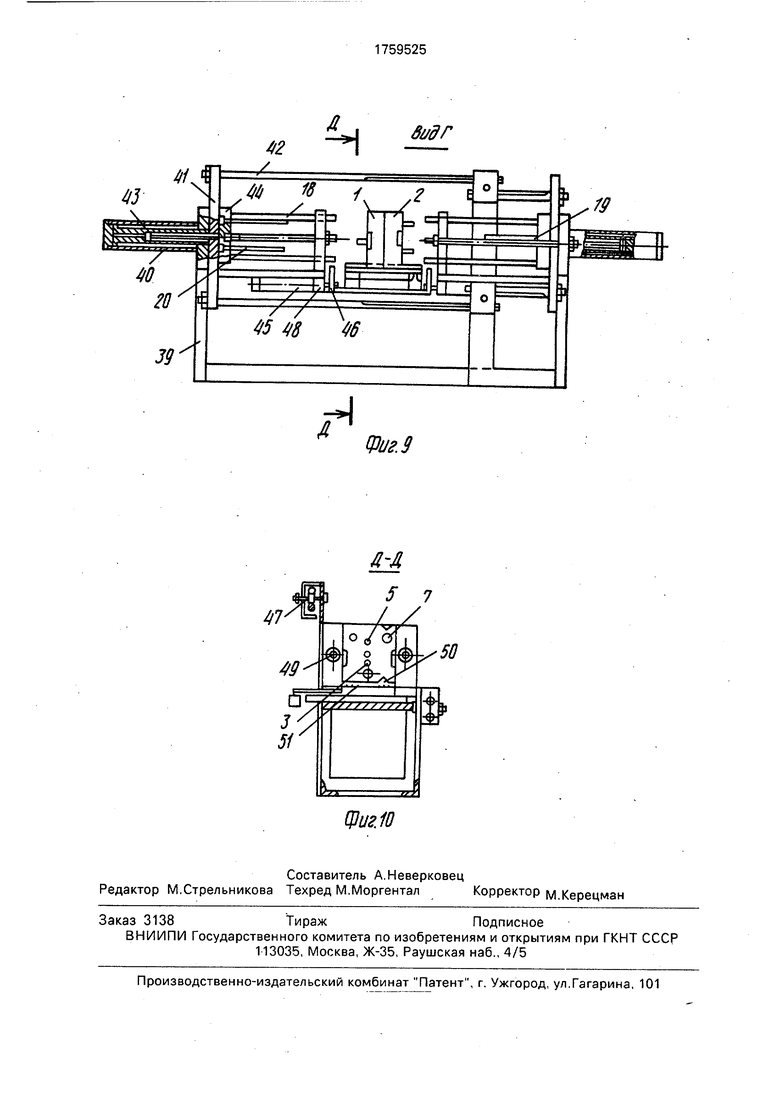
На фиг.1 изображен стержневой ящик; на фиг.2 - вид А на фиг,1; на фиг.З - вид Б на фиг.2; на фиг.4 - стержневой ящик на позиции надува смеси; на фиг.5 - собранный блок из трех ящиков; на фиг.6 - разобранный ящик со стержнем; на фиг.7 - предлагаемая установка; на фиг.8 - разрез В-В на фиг.7; на фиг.9 - вид Г на фиг.7; на фиг.10 - разрез Д-Д на фиг.9.
Ящик (фиг.1) содержит полуформы 1 и 2, имеющие отверстия 3 под толкатели, цилиндрические штыри 4 и 5, отверстие 6 для надува смеси и отверстия 7 для разъема. В нижней и верхней частях ящика расположены направляющие пазы 8 (фиг.2), пазы 9 для захватов размещены на боковых поверхностях полуформ. На позиции надува смеси (фиг,4) ящик установлен на плите 10, отверстия 3 под толкатели перекрыты штырями 11, штырь 5 входит в отверстие 12. Рабочая полость ящика заполнена смесью 13. Несколько ящиков 14-16 собираются в блок, при этом штыри ящиков 14 и 16 входят и перекрывают отверстия под толкатели и отверстие для надува смеси в ящике 15. В блоке происходит отверждение смеси и получение стержня 17. При разборке ящика толкатели 18-20 входят в отверстия 3,6 и 7 и извлекают стержень 17 (фиг.6).
Порядок работы на ящике следующий.
Заполнение горячего ящика стержневой смесью производят на отдельной позиции вне блока, В это время отверстия под толкатели перекрыты штырями плиты 10. Замену ящиков производят при необходимости после отрыва ящика от блока.
Установка для изготовления литейных стержней состоит (фиг.7) из толкателей 21 и 22 для-перемещения стержневых ящиков к машинам, стержневых машин 23 и 24, проходных нагревательных печей 25 и 26 для нагрева стержневых ящиков, механизмов 27 и 28 отрыва ящика от блока ящиков на выходе из печей, конструктивно совмещенных с кантователями 29 и 30, манипуляторов 21 и 32, предназначенных для изменения направления движения стержневых ящиков под углом 90°, механизмов 33 и 34 разъема стержневого ящика и выталкивания стержня. Под стержневыми машинами расположены кантователи 35 и 36, а также механизмы 37 и 38 транспортировки ящиков от стержневой машины к печи.
Механизм 33 разъема стержневого ящика и выталкивания стержня (фиг.9 и 10) состоит из станины 39, пневмоцилиндров 40, на подвижной плите 41 которых закреплены толкатели 18 для разъема ящика и штанги 42 синхронизаторов, пневмоцилин- дров 43, привода 44 плит с толкателями 20 для удержания стержня, пневмоцилиндров 45 с упорами 46 для сборки ящика. Синхронизатор движения плит 41 пневмоцилиндров 43 состоит из штанг 42 с зубчатыми рейками и шестерен 47. Стойки 48 служат для направления толкателей 18 и 20 и в них крепятся направляющие колонки 49.
Стержневой ящик из двух полуформ 1 и 2 (фиг. 1) установлен в механизм разъема на направляющих 50 и 51 захватов манипулятора 31.
Комплект оснастки состоит из одинаковых по габаритным размерам стержневых ящиков и плит.
Установка работает следующим образом.
Стержневой ящик находится на исходной позиции на направляющих манипулятора 32. Толкателем 21 ящик продвигается на кантователь 35, где соединяется с плитой 10. После поворота на 90° к ящику поджимается надувная головка стержневой машины и производится заполнение полости нагретого ящика смесью. После некоторой выдержки надувная головка поднимается и ящик кантуется еще на 90°. Механизмом 37 ящик отрывается от плиты 10. транспортируется по направляющим проходной нагревательной печи 25 и поджимается к блоку впереди находящихся ящиков. Продвигаясь совместно с блоком по печи 25, ящик на выходе отрывается от блока механизмом 27 и поступает на кантователь 29. Кантователем 29 и механизмом 27 ящик перемещает- ся на направляющие захваты манипулятора 31, а затем поступает на разборку в механизм 33 разъема. После разъема ящика, удаления стержня и сборки ящика манипулятор 31 передает пустой ящик на возвратную ветвь установки, на которой синхронно выполняются те же операции. Операция по нагреву ящиков и отверждению смеси производится в электрических проходных нагревательных печах.
Кантователь 35, смонтированный под стержневой машиной 23, четырехпозицион- ный (фиг.8). Первая позиция примыкает к направляющим захвата манипулятора 32, вторая располагается горизонтально, параллельно плите надува стержневой машины, третья - у направляющих проходной печи, а четвертая - под второй.
Кантователь имеет возможность производить поворот на угол 90° в сторону печи. На каждой позиции закреплены дополнительные плиты 10 (фиг.4).
Работа кантователя. На первую позицию кантователя толкателем 21 передвигается стержневой ящик и спаривается с дополнительной плитой. Толкатель возвращается в исходное положение. На второй позиции в ранее установленный ящик производится надув смеси. Одновременно с третьей позиции механизмом 37 отрывается заполненный ящик, он перемещается на направляющие печи и присоединяется к. блоку ящиков. Продвигается также и блок по печи. По окончании надува смеси и возврата механизма 37 в первоначальное положение кантователь готов к новому циклу работы.
Механизм 27 отрыва ящика совместно с однопозиционным кантователем 29 работает следующим образом.
Захваты механизма 27 выдвигаются в сторону печи, входят в зацепление с пазами 9 (фиг.З) ящика и, возвращаясь в первоначальное положение, отрывают ящик от блока, перемещают его на кантователь 29 и прижимают к упорам. Далее ящик вместе с механизмом 27 кантуется на 180°. Захваты механизма 27 выдвигаются и передвигают ящик на направляющие манипулятора 31, после чего они освобождают ящик и возвращаются. Затем кантователь вместе с механизмом 27 возвращается в исходное положение и готов к следующему циклу.
Манипулятор 31 (фиг.7) имеет четыре захвата. Исходные положения первого - у кантователя 29, второго - в механизме 33 разъема ящиков, третьего - у кантователя 36, четвертого - на столе манипулятора. Захваты имеют возможность производить синхронно два движения: выдвижение и возврат по направляющим стола манипулятора и перемещение против часовой стрелки на угол 90° вместе со столом.
Работа манипулятора. На направляющие первого захвата с кантователя 29 механизмом 27 сдвигается ящик со стержнем. Захваты механизма 27 возвращаются в исходное положение, ящик поступает на стол манипулятора. Такое же движение выполняют как захват, находившийся в механизме 33, так и захват у кантователя 36. Далее производится поворот стола на 90°, ящик со стержнем выдвигается и попадает в механизм 33 разъема, а пустой ящик на втором захвате перемещается к кантователю 36. Четвертый захват выдвигается и занимает
позицию у кантователя 29. Во время разъема ящика и извлечения стержня на механизме 33 ящик без стержня с второго захвата толкателем 22 перемещается на кантователь. После извлечения стержня, сборки ящика, ухода толкателя 22 в исходное положение манипулятор готов к повторению цикла перемещений.
Работа механизма для разъема стержневых ящиков.
К полуформам 1 и 2 со стержнем подводятся толкатели 18 разборных пневмоци- линдров 40 и толкатели 19 и 20 с приводом от пневмоцилиндров 43. Упираясь в стержень и плиту 41 толкатели останавливают- ся, а толкатели 18 проходят через отверстия 7 в полуформах и, двигаясь дальше, толкают половины ящика в разные стороны. Ящик раскрывается, а стержень при этом остается висящим на толкателях. Затем толкатели уводятся, а стержень извлекается.
Сборка ящика. Одновременно с уходом толкателей 18 в исходное положение начинают двигаться упоры 46 пневмоцилиндров 45 закрытия ящика. После смыкания пол- уформы упоры 46 возвращаются в исходное положение, а собранный ящик готов к заполнению стержневой смесью.
Вслед за впереди продвигающимся по установке стержневым ящиком и исполне- нием при этом заданных технологических операций с такой же последовательностью повторяют транспортные и технологические операции все другие находящиеся на установке ящики.
Таким образом, предлагаемые оснастка и установка позволяют расширить номенклатуру изготавливаемых в непрерывном потоке стержней за счет стержней, получаемых преимущественно в стержневых ящиках с горизонтальным разъемом. Формула изобретения
1.Блок стержневой оснастки по авт. св. Мг 1470420, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен плитой, имеющей отверстие и штыри, идентичные штырям корпуса стержневого ящика и размещенные соосно отверстиям для толкателей, при этом на одной из половин корпуса стержневого ящика закреплен один штырь, а на другой выполнено вдувное отверстие, соосное с единичным штырем и отверстием плиты, отверстия для разъема половин стержневого ящика выполнены сквозными и размещены на противоположных сторонах половин стержневого ящика.
2.Установка для изготовления литейных стержней по авт. св. № 1577911, о т л и- чающаяся тем, что, с целью расширения технологических возможностей, она снабжена двумя механизмами транспортировки ящиков от стержневой машины к печи и четырьмя кантователями, два из которых совмещены с механизмами отрыва стержневого ящика от блока стержневых ящиков, а два других установлены под стержневой машиной.
3.Установка по п.2, отличающая- с я тем, что, с целью упрощения конструкции, манипуляторы имеют четыре захвата, расположенные под углом 90° относительно друг друга и выполненные в виде направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Блок стержневой оснастки | 1986 |
|
SU1470420A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Установка для изготовления стержней | 1984 |
|
SU1199433A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |

Использование в литейном производстве, в частности в стержневой оснастке и оборудовании для изготовления стержней, отверждаемых в оснастке. Сущность изобретения: стержневой ящик (СЯ) состоит из двух полуформ с отверстиями под толкатели и для надува. Надув смесью производится через отверстие после соединения СЯ с плитой, штыри которой перекрывают отверстия под толкатели. Толкательная плита с толкателями отделена от СЯ. Отверстия под толкатели после заполнения СЯ смесью закрывают цилиндрическими штырями смежных СЯ, при этом несколько СЯ собираются в блок. СЯ имеет в верхней и нижней частях пазы под направляющие, а также отверстия под захваты и для разъема. Разъем СЯ и выталкивание стержня производится на отдельной позиции установки после отрыва СЯ от блока. Установка содержит два технологических потока изготовления стержней, последовательно замкнутых между собой, расположенными параллельно друг другу и связанных между собой на противоположных концах двумя манипуляторами для перестановки стержневых ящиков с одного технологического потока на другой. Каждый поток содержит установленные в технологической последовательности толкатель для перемещения ящиков к машине, стержневую пескодувную машину с расположенным под ней четырехлозиционным кантователем, механизм транспортировки ящиков от стержневой машины к проходной нагревательной печи, печь, механизм отрыва ящика от блока ящиков на выходе из печи, совмещенный с кантователем, и механизм разъема стержневого ящика и выталкивания готового стержня. Для упрощения установки захваты манипуляторов выполнены в виде направляющих и могут присоединяться к направляющим кантователей и механизмам разъема стержневого ящика и выталкивания стержня. 2 с.п.ф-лы, 1 з.п.ф- лы, 10 ил. сл с СЛ SO сп to iOl ; Ю
А
5
Фиг.1
П
8
(Риг. Z
вид
Фиг.З
фиг.5
20
т
УТЪ
,
Фиг. 6
Фиг.4
Я /7
л
/
18
/
Я
/
f
ъ,
I
4 J-.
«3
iJi
N Ul
J
42 П
A
A
47
44 Я
5Г
di/дг
Фиг. 9
/Hi
f 7 / /
о/З
-/
50
| Блок стержневой оснастки | 1986 |
|
SU1470420A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
