11
W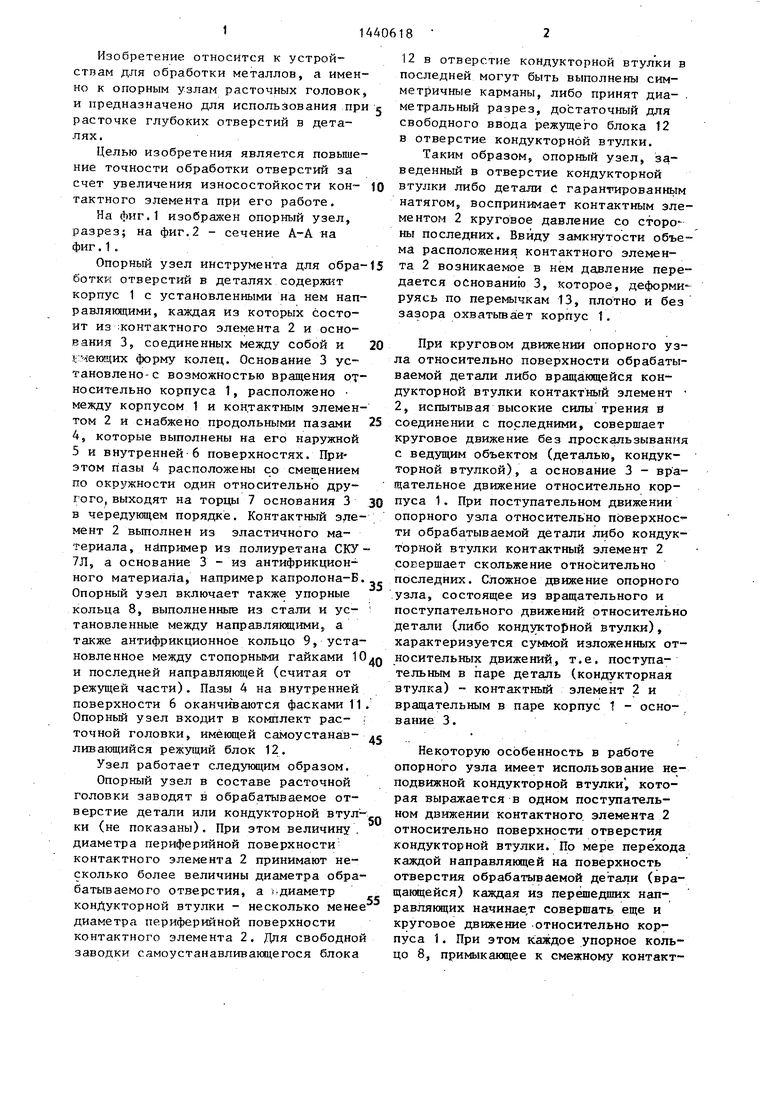
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга с расточными блоками | 1990 |
|
SU1813028A3 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| ЛЮНЕТНЫЙ УЗЕЛ ДЛЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ С НАРУЖНЫМ ОТВОДОМ СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1995 |
|
RU2088394C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| Расточная головка | 1983 |
|
SU1093410A1 |
| Расточная головка | 1989 |
|
SU1773574A1 |
Изобретение относится к устройствам для обработки металлов и предназначено для использования при расточке глубоких отверстий. Целью изобретения является повышение точности обработки отверстий за счет увеличения износостойкости контактного элемента. Основание 3 установлено с возможностью вращения на корпусе 1 и снабжено сквозными продольными пазами 4, причем на кромках пазов, обращенных к поверхности корпуса, снячы фаски 11. В процессе работы СОЖ проникает в зазор между корпусом 1 и основанием 3, чем достигается образование масляного клина, исключающего трение скольжения в этой паре. Эффeкт образования масляного клина повьшает- . ся благодаря работе фасок 11. 2 ил, . .5S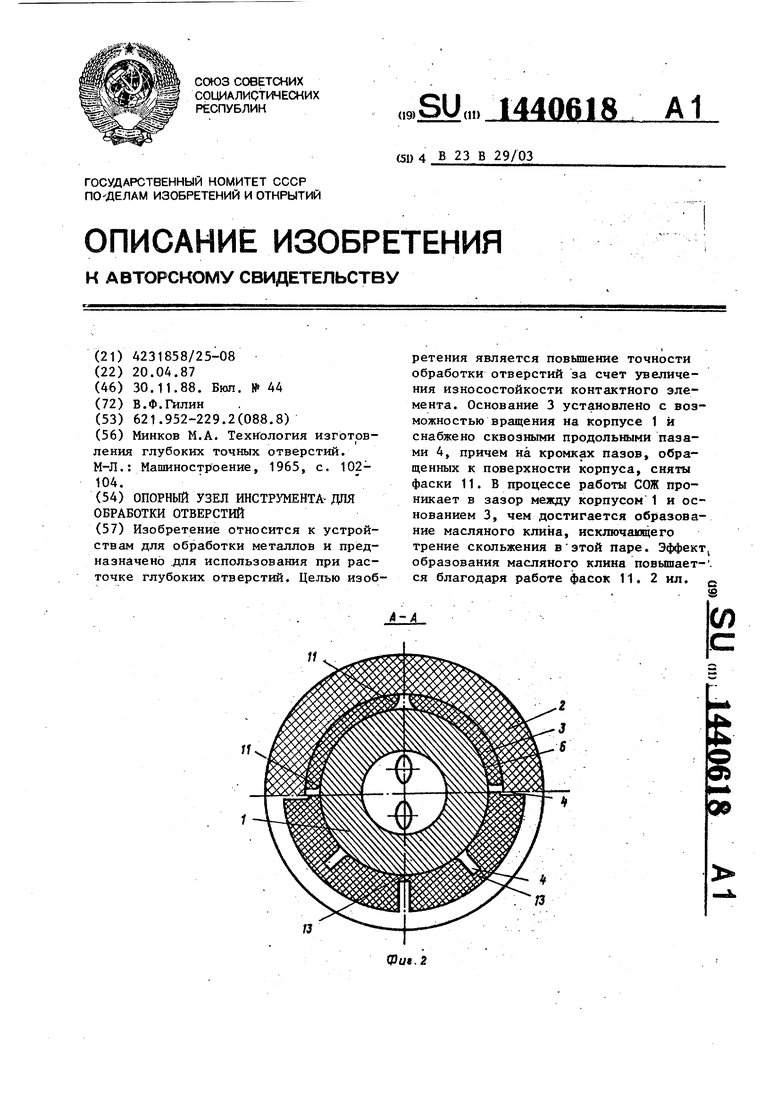
Фил. 2
Изобретение относится к устройствам для обработки металлов, а именно к опорным узлам расточных головок, и предназначено для использования при расточке глубоких отверстий в деталях.
Целью изобретения является повышение точности обработки отверстий за счет увеличения износостойкости кон- тактного элемента при его работе.
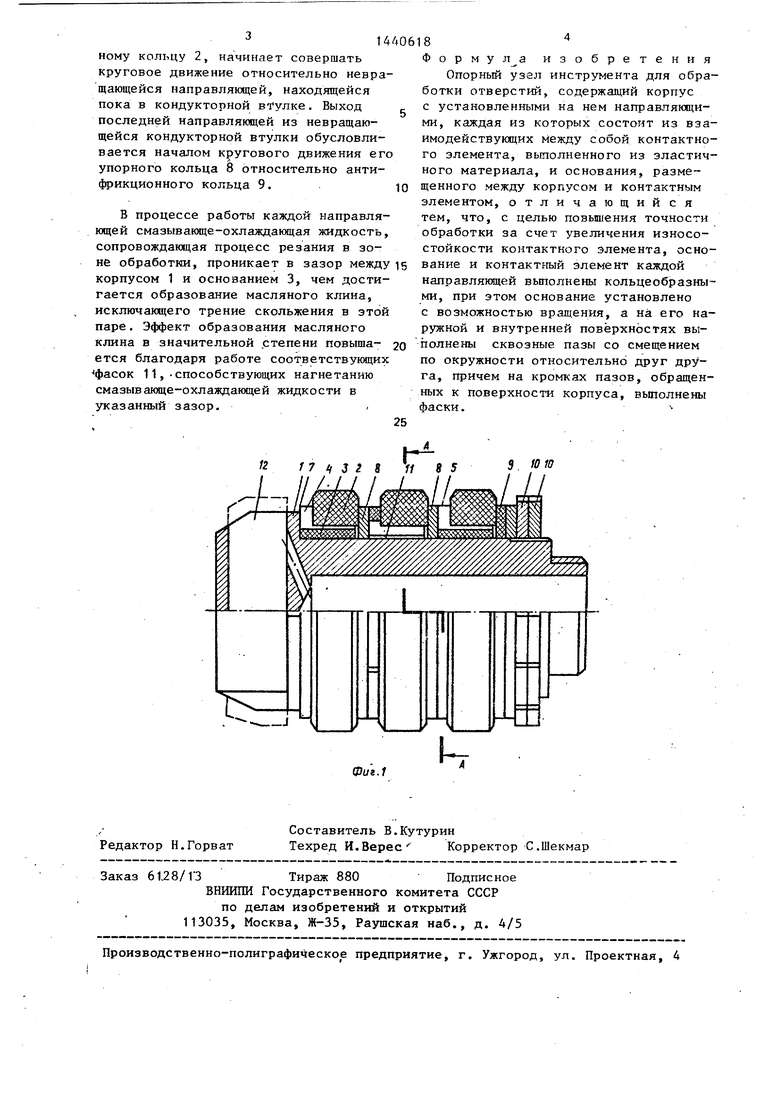
На фиг.1 изображен опорный узел, разрез; на фиг.2 - сечение А-А на фиг.1 .
Опорный узел инструмента для обработкк отверстий в деталях содерж15т корпус 1 с установленными на нем нап- равлякяцими, каждая из которых состо ит из ;контактного элемента 2 и основания 3, соединенных между собой и :;меющих форму колец. Основание 3 установлено-с возможностью вращения относительно корпуса 1, расположено между корпусом 1 и контактным элементом 2 и снабжено продольными пазами 4, которые выполнены на его наружной 5 и внутренней 6 поверхностях. При- этом пазы 4 расположены со смещением по окружности один относительно другого, выходят на торцы 7 основания 3 в чередующем порядке. Контактный элемент 2 выполнен из эластичного материала, например из полиуретана СКУ 7Л, а основание 3 - из антифрикционного материала, например капролона-Б Опорный узел включает также упорные кольца 8, выполненные из стали и ус- тановленные между направлякщлми а также антифрикционное кольцо 9, установленное между стопорными гайками Ю и последней направляющей (считая от режущей части). Пазы 4 на внутренней поверхности 6 оканчиваются фасками 11 Опорньй узел входит в комплект рас- точной головки, имеющей самоустана в- ливающийся режущий блок 12,
Узел работает следующим образом. Опорный узел в составе расточной головки заводят в обрабатываемое отверстие детали или кондукторной втулки (не показаны). При этом величину . диаметра периферийной поверхности контактного элемента 2 принимают несколько более величины диаметра обрабатываемого отверстия, а (.диаметр кондукторной втулки - несколько мене диаметра периферийной поверхности контактного элемента 2. Для свободно заводки самоустанавливагацегося блока
О д в
0
5
12 в отверстие кондукторной втулки в последней могут быть выполнены симметричные карманы, либо принят диа- . метральный разрез, достаточный для свободного ввода режущего блока 12 в отверстие кондукторной втулки.
Таким образом, опорный узел, заведенный в отверстие кондукторной втулки либо детали С гарантированньш натягом, воспринимает контактным элементом 2 круговое давление со сторо вы последних. Ввиду замкнутости объема расположения контактного элемента 2 возникаемое в нем дазление передается основанию 3, которое, деформи- руясь по перемычкам 13, плотно и без зазора охватьтает корпус 1.
При круговом движении опорного узла относительно поверхности обрабатываемой детали либо вращающейся кондукторной втулки контактный элемент 2, испытывая высокие силы трения в соединении с последними, совершает круговое движение без лроскальзывания с ведущим объектом (деталью, кондукторной втулкой), а основание 3 - вращательное движение относительно корпуса 1. При поступательном движении опорного узла относительно поверхнос- ти обрабатываемой детали либо кондукторной втулки контактный элемент 2 совершает скольжение отноЬительно последних. Сложное движение опорного узла, состоящее из вращательного и поступательного движений относительно детали (либо кондзгкторной втулки), характеризуется суммой изложенных относительных движений, т,е, поступательным в паре деталь (кондукторная втулка) - контактный элемент 2 и вращательным в паре корпус 1 - осно- вание 3.
Некоторую особенность в работе опорного узла имеет использование неподвижной кондукторной втулки , которая выражается в одном поступательном движении контактного, элемента 2 относительно поверхностя отверстия кондукторной втулки. По мере перехода каждой направляющей на поверхность отверстия обрабатываемой детали (вращающейся) каждая из перешедших нап- равлякяцих начинае,т совершать еще и круговое движение относительно корпуса 1. При этом каждое упорное кольцо 8, примыкающее к смежному контактъ
S. 1010
Фиг.1
| Минков М.А | |||
| Технология изготовления глубоких точных отверстий | |||
| М-Л.: Машиностроение, 1965, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
