4 i4 О О 1С
IN;
Изобретение относится к обработке металлов резанием и может быть ис-- пользовано при обработке пазов и фре зеррвании профиля турбинных лопаток.
Цель изобретения повьппение надежности за счет предотвращения поломок фрезы в ycv oвияx высокой податливости системы СПИД.
На чертеже представлена схема фре зерова1шя.
Обработку заготовки 1 ведут фасонной фрезой 2. Глубину фрезерова- ния t выбирают из условия t i; , t кр - глубина фрезерования, при ко- торой в момент выхода предыдущего зуба с 1из зоны резания .последующий зуб Ь входит в зону резания.
t р 0,5D - 0,5D-cosv,
2f
где у --- - угловой шаг зубьев фрезы;
Отсюда
Z - число зубьев фрезы.
t 0,5D (1 - Cos |-) (1)
Z
30
При лопутном фрезеровании фасоч ной фрезой 2 с глубиной резания t, выбранной по зависимости (1), предыдущий зуб о выбирает зазор и, в со- рряжении винт-маточная гайка, а фреза В результате упругой деформации оп- jj равки перемещается в направлении, противоположном подаче на величину
J. Последующий зуб фрезы b входит в зону резания после выхода предыдущего зуба «.из нее, когда зазор /з, и деформация л7 уже уменьшились, благодаря чему происходит срезание слоя, заданного режимом резания.
При выборе глубины резания t, пре- вьппающей значение, рассчитанное по зависимости (1), происходит увеличение фактической подачи на зуб на величину л, и jj , что может приве- сти к поломке зуба.
Выбор глубины резания из условия (1) предотвращает поломку фрезы.
Формула изобретения
Способ обработки деталей, при котором фрезерование ведут фасонной фрезой, причем в зоне резания подача и вращение фрезы направлены в одну сторону, отличающийся тем, что, с целью повьппения надежности за счет предотвращения поломок фрезы в условиях высокой податливо- с ти системы СПИД, каждый последующий зуб вводят в зону резания после вывода из нее предьщущего зуба, а глубину фрезерования выбирают из условия
t 0,5D (1 - Cos 2ip Z), где t - глубина фрезерования; D - диаметр фрезы;
Z - число зубьев фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ определения характеристик податливости технологической системы спид фрезерного станка | 1978 |
|
SU764852A1 |
| Способ фрезерования деталей с переменным по глубине припуском | 1986 |
|
SU1424988A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ контроля режущей способности фрезы | 1984 |
|
SU1254352A1 |
| Фреза | 1986 |
|
SU1333478A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Торцовая фреза | 1988 |
|
SU1609682A1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ КОНЦЕВОЙ ФРЕЗЫ | 1988 |
|
SU1649905A1 |
| Фреза | 1982 |
|
SU1050814A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при попутном фрезеровании в условиях высокой податливости системы СПИД. Цель изобретения - повышение надежности за счет предотвращения поломок фрезы. При фрезеровании заготовки 1 фасонной фрезой 2 глубину резания выбирают из условия t -. 0,5D (1 - Cos ),где t - глу-. . бина резания;D - диаметр фрезы; Z - число зубьев фрезы. При выполнении зтого условия каждый последующий зуб входит в зону резания пос- -. ле выхода лз нее предьдущего зуба у, когда зазор й и деформация оправки 4 г успели уменьшиться. Зуб Ь срезает заданную режимом величину слоя. При превьш1ении глубины резания величины, рассчитанной по зависимости, фактическая подача на зуб возрастает и увеличивается риск поломки § инструмента. 1 ил,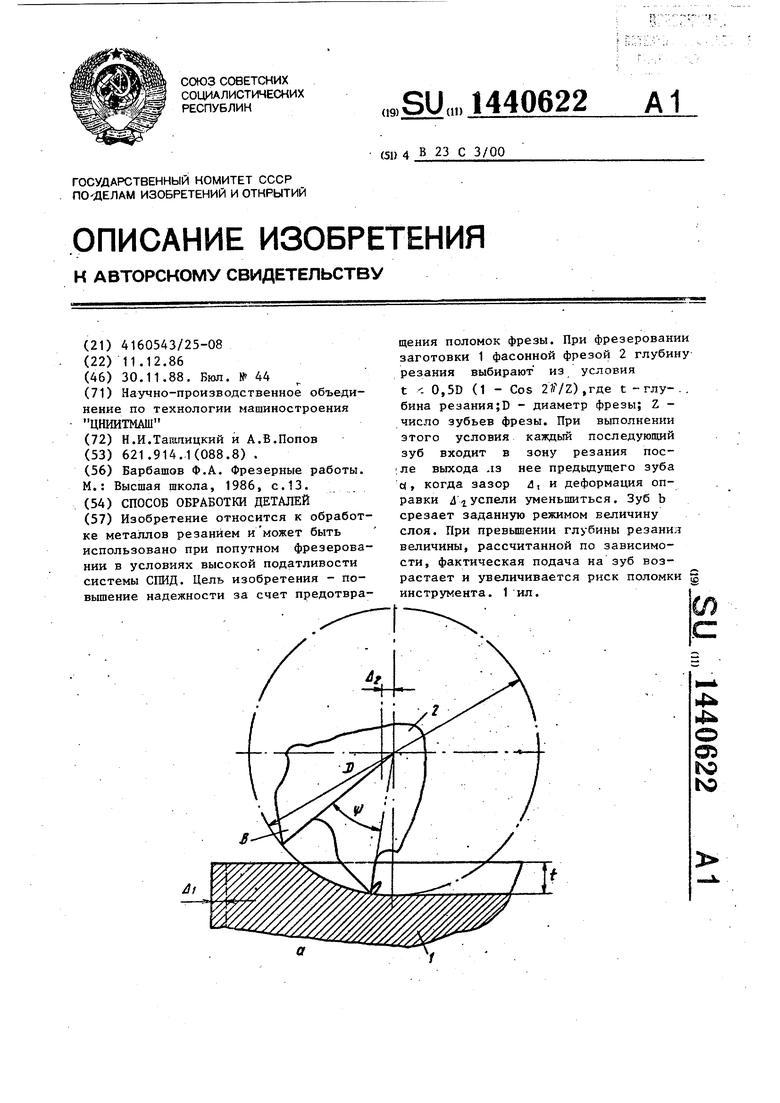
| Барбашов Ф,А, Фрезерные работы, М.: Высшая школа, 1986, с | |||
| Насос | 1917 |
|
SU13A1 |
