Фиг. 1
Изобретение относится к технологии камня, декоративного бетона, огнеупоров и других хрупких материалов и можйт быть использовано в строи- телбстве и мшпиностроении для черно- вой и получистовой обработки деталей, в частности на операции фрезерования или Калибровки,
Целью изобретения является повыше- ние производительности.
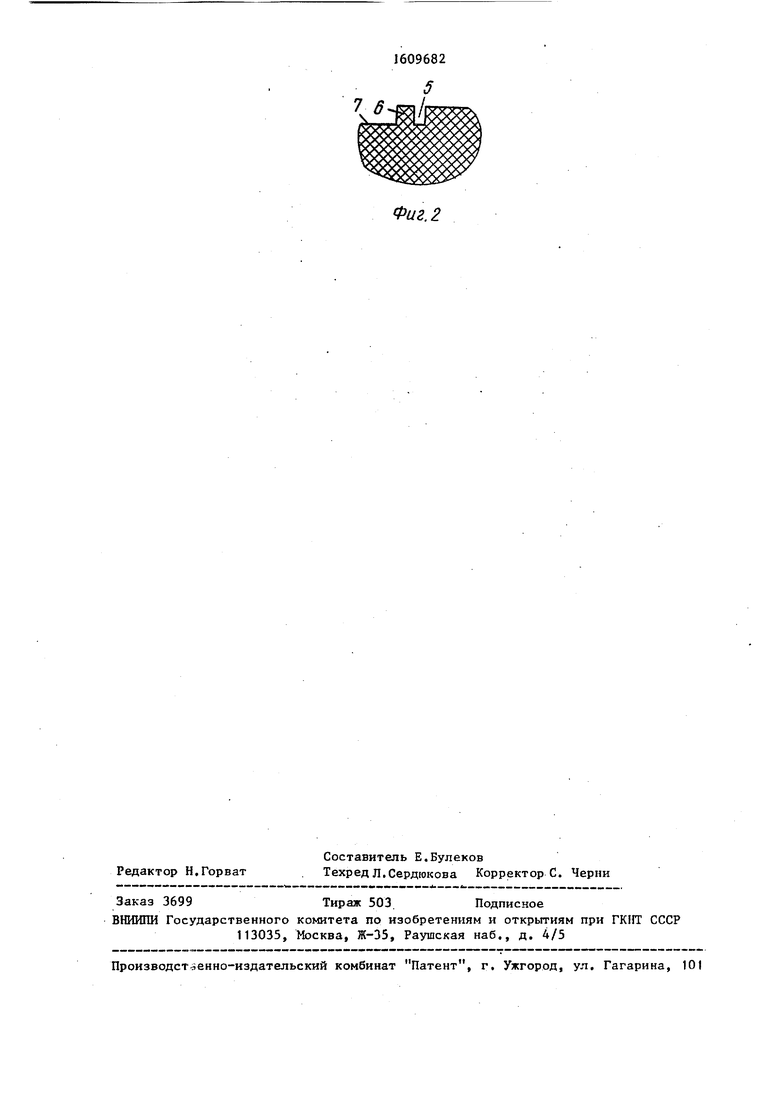
На фиг,1 изображена фреза, вид со стороны рабочего торца; на фиг,. - фрагмент профиля обрабатываемой заготовки ,
Фреза состоит из режущих зубьев 1, скалывающего зуба 2 и калибрующих 3, закрепленных любым известным способом, например припоем на торце корпуса 4 фрезы так, чтобы внешние кром- ки всех зубьев располагались по спирали Архимеда с указанным параметром, причем режущие зубья имеют увели ш- вающийся осевой вылет от периферии к центру спирали, а скалывающий и ка- либрующие зубья - одинаковый осевой вылет с режущим, зубом,.расположенным перед ними. При обработке образуется канавка 5, целик 6 на обрабатываемой поверхности 8,
Обработка торцовой фрезой производится следующим образом.
Фреза диаметром D 500 мм уста- навлив.ается на щпиндель станка и приводится во вращение в направлении раскручивания спирали с угловой скоростью h 750 об/мин, что соответствует скорости резания. 20 м/с. Величина снимаемого за один проход припуска назначается не большей максимальной глубины резания t 5 мм и устанавливается в обычном порядке, Вра-. щающаяся фреза (путем подъема стола или опускания шпинделя) подводится к заготовке до касания с ней, затем заготовка выводится из зоны контакта с инструментом (путем горизонтального смещения стола или щпиндачя), После этого шпиндель опускают или стол поднимают на величину съема (глубины резания), и в течение обработки всей поверхности вертикальное положение стола и шпинделя не изменяется, За- кончив указанные подготовительные операции, включают охлаждение и продольную (горизонтальную) подачу стол или шпиндельной головки со скоростью S 6,75 м/мин, что обеспечивает требуемую величину подачи на оборот фре
о п
5
0
5
зы, равную шагу спирали Архимеда, Поперечная подача (или ширина фрезерования) устанавливается по окончании каждого продольного прохода.
При этом за каждый оборот фрезы режущие зубья 1 прорезают в обрабатываемом материале канавку 5, оставляя ° между ней и предьщущей канавкой целик 6, Одновременно с началом прорезки каждой последующей канавки клино-, видный зуб 2 заходит в предыдущую и i скалывает целик 6, а остакхцийся после скола гребешок зачищают калибрующие зубья 3, ширина которых постепенно перекрывает расстояние между канавками (шаг спирали) , поэтому обработанная поверхность 7 получается гладко- щлифованной без следов предыдущих канавок.
Формула изобретения
1,Торцовая фреза, включающая корпус и режущие зубья, установленные
на его торце по спирали Архимеда с. увеличением осевого вылета от периферии к центру спирали, отличающаяся тем, что, с Целью повышения производительности, она снабжена расположенными последовательно по спирали к ее центру скалывающими и калибрующими зубьями, при этом коэффициент спирали определяется соотношением
t + Ьэ
а ,
где t - разность максимального и минимального осевых вылетов режущих зубьев; Ь - ширина режущих зубьев,
2,Фреза non.l, отличающаяся тем, что скалывающий зуб выполнен клиновидным с шириной у основания больше ширины режущих зубьев и углом 10-30 при вершинах клиньев, обращенных к обрабатываемой поверхности и по направлению раскру; чивания спирали..
3,Фреза поп,1, отличающаяся тем, что калибрующие зубья выполнены в виде алмазно-абразивных брусков, ширина которых больше ширины режущих и увеличивается для каждого последующего зуба.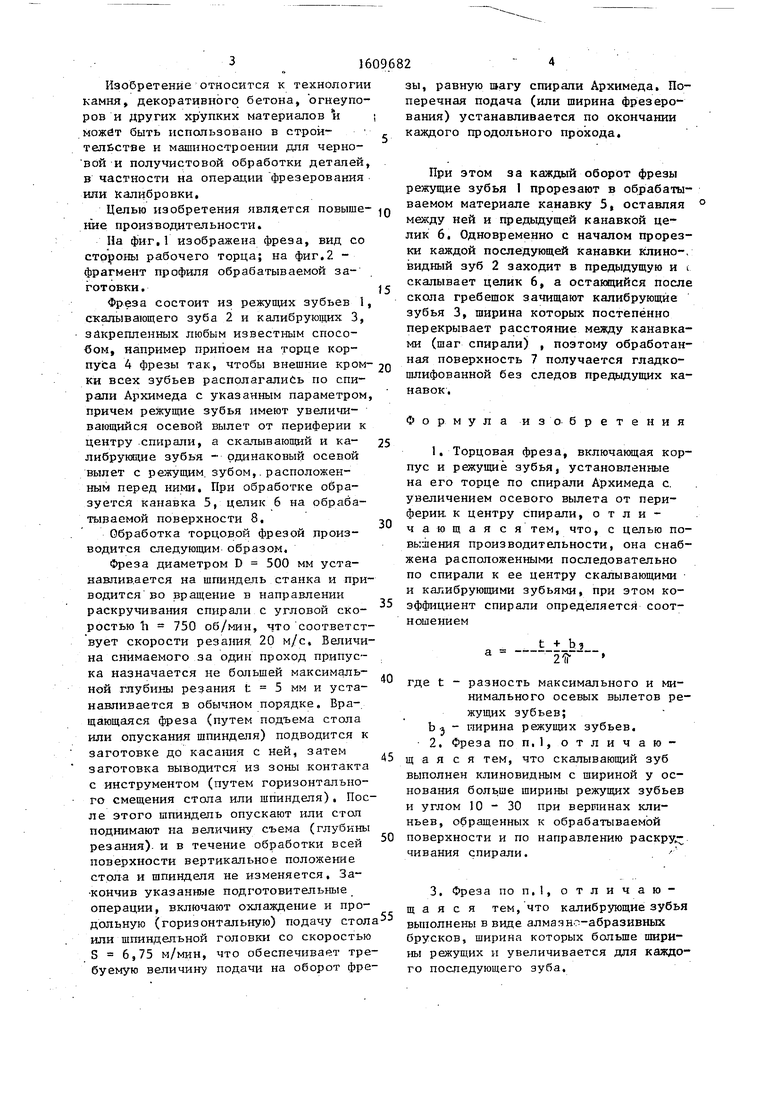
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1997 |
|
RU2130827C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| КОРПУС ФРЕЗЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2126736C1 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2011 |
|
RU2496629C2 |
| Инструмент для обработки бетона | 1986 |
|
SU1386473A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ | 2006 |
|
RU2319583C1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
Изобретение относится к технологии обработки камня, декоративного бетона и других хрупких материалов и может быть использовано в строительстве и машиностроении для черновой и получистовой обработки деталей, в частности на операции фрезерования или калибровки, и позволяет повысить производительность. Это достигается тем, что с началом прорези каждой последующей канавки клиновидный зуб 2 заходит в предыдущую и скалывает целик, а остающийся после скола гребешок зачищают калибрующие зубья 3. 2 з.п. ф-лы, 2 ил.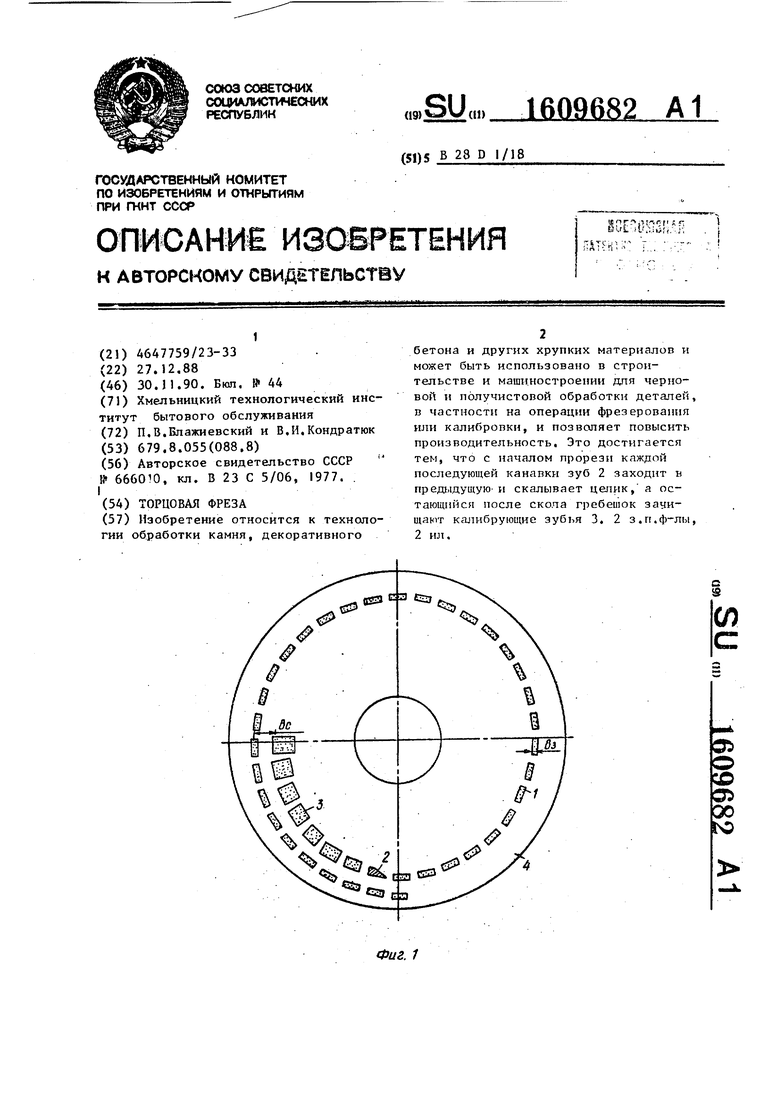
Фиг. 2
| Ступенчатая фреза | 1977 |
|
SU666010A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
