Л
(Л
О
Од СдЭ
Фигг
Установка для термообработки железобетонных пустотных панелей, осуществляющая процесс по роторно-кон- вейерной схеме, содержит кольцевую камеру 1, зоны 2 загрузки-выгрузки и формования с поворотными бортами 3, пустотообразователями 4, бетоноукладчиком 5 и лебедкой 6. Внутри
камеры размещены в радиальном направлении группы нагревателей 7, которые с одной стороны опираются на поперечный борт 8 перемещающейся в радиальном направлении тележки 9 со съемным поддоном и изделием, а с другой жестко встроены во внутренюю подвижную кольцевую стенку 12. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления железобетонных пустотных панелей | 1988 |
|
SU1648774A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Установка (стенд) для изготовления железобетонных арок | 1960 |
|
SU135012A1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU433028A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1970 |
|
SU270557A1 |
| Карусельно-конвейерная установка для изготовления железобетонных колец | 1981 |
|
SU992190A1 |
| Устройство для образования пустот в изделиях бетонных смесей | 1977 |
|
SU733997A1 |
Изобретение относится к оборудованию для производства сборного железобетона и может быть использовано при изготовлении железобетонных пустотных панелей. Цель изобретения заключается в интенсификации и снижении энергоемкости термообработки железобетонных пустотных панелей.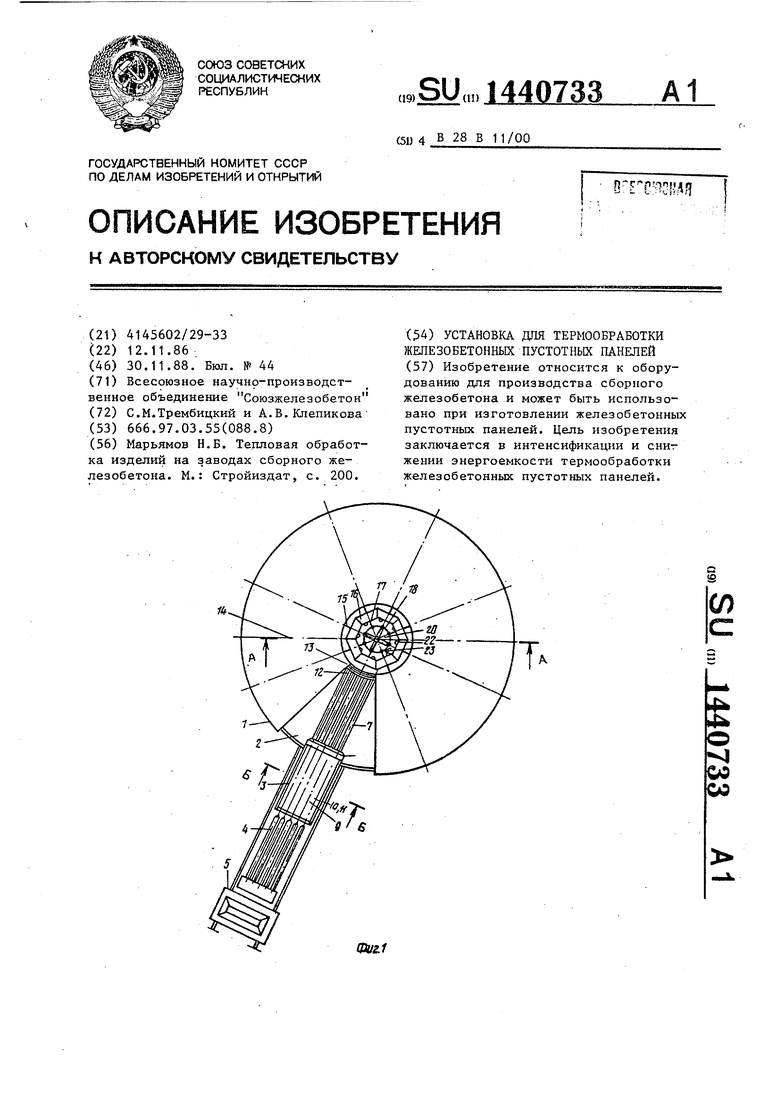
1
Изобретение относится к производству сборного железобетона и может быть использовано при изготовлении железобетонных пустотных панелей.
Цель изобретения - интенсификация и снижение энергоемкости термообработки железобетонных пустотных панелей.
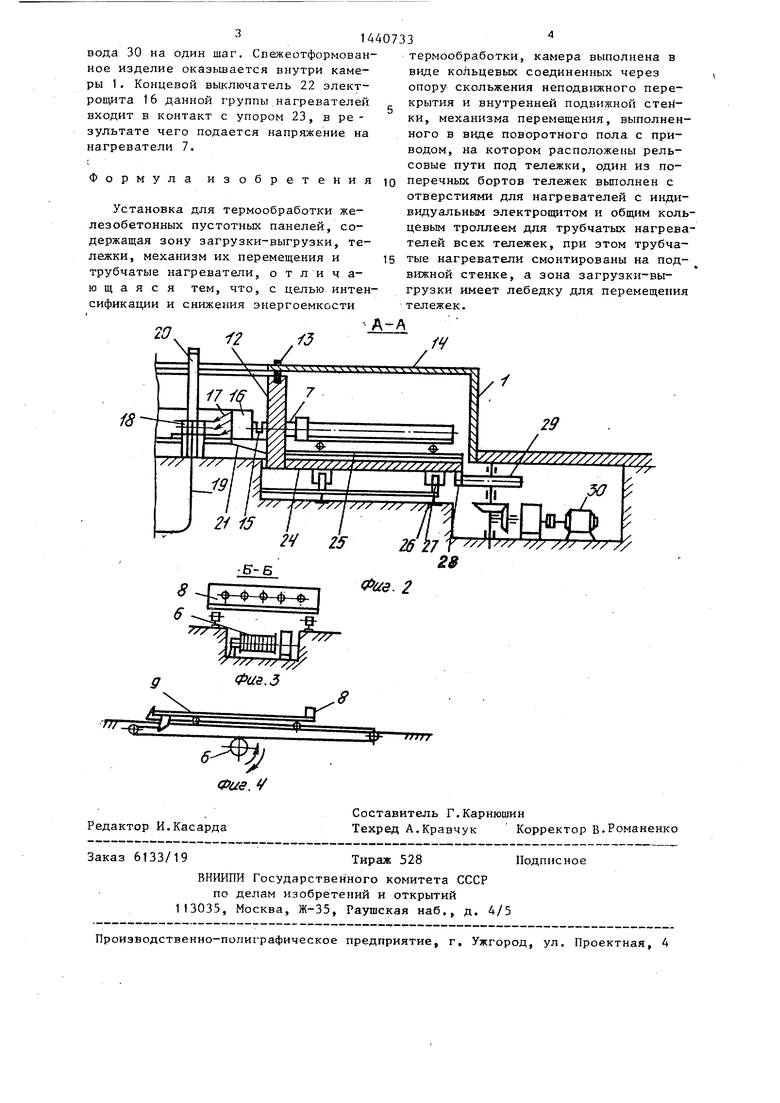
На фиг. 1 показана установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (зоны загрузки-выгрузки); на фиг. 4 - схема лебедки зоны загрузки-выгрузки.
Установка для термооб1 аботки железобетонных пустотных панелей, осуществляющая процесс по роторно-кон- вейерной схеме, содержит кольцевую .камеру 1 и зону 2 загрузки-выгрузки. Пост формования содержит поворотные борта 3, пустотообразователи 4 и бетоноукладчик 5. Зона загрузки-выгрузки снабжена лебедкой 6. Внутри камеры размещены в радиальном направлении группы нагревателей 7, которые с одной стороны опираются на поперечный борт 8 тележки 9 со съемньш поддоном 10 и изделием 11, ас другой - жестко встроены во внутреннюю подвижную кольцевую стенку 12. На эту стенку с помощью кольцевой опоры 13 скольжения опирается кольцевое перекрытие 14. Перемычки 15 соединяют нагреватели с электрощитами 16, которые с помощью скользящих токосъемников 17 соединены с общим кольцевьш троллеем 18 и питающим кабелем 1C, проложенным к цент- ральной опоре 20. Электрощиты смонтированы на кронщтейнах 21 и снабжены концевыми выключателями 22 схемы автоматического включения нагревателей, в которую входит также упор 23. Пово
ротный пол 24, насущий радиальные участки рельсовых путей 25, опирается роликами 26 на круговые рельсы 27 и снабжен ободом 28 с передачей, например, цепной 29, и электроприводом 30.
Для устранения электрического контакта нагревателей с бетоном в случае возможного их прогиба при введении в пустоты изделий концы нагревателей могут быть снабжены диэлектрическими наконечниками.
Устройство для термообработки железобетонных пустотных панелей работает следующим образом.
Из камеры 1 в зону 2 загрузки- выгрузки перемещают тележку 9 со съемным поддоном 10 и термообработан- ным изделием 11. С помощью лебедки 6 тележку 9 перемещают в радиальном направлении По рельсам 25 в зону формования. При этом нагреватели 7 опираются на борт 8 тележки 9. С последней краном снимают поддон 10 с изделием 11 и отправляют на распалубку. На тележку 9 ставят новый поддон 10 с арматурой.
УcтaнaвливaJoт поворотные борта 3 в вертикальное положение и надвигают на тележку 9 пустотообразователи 4. Бетоноукладчиком 5 подают бетон- .ную смесь и формуют изделие с помо- щью, например поверхностного вибратора, установленного на бетоноукладчике 5. После формования извлекают пустотообразователи 4, отводят борта 3, а тележку 9 накатывают с помощью лебедки 6 на нагреватели 7.
Поворотный пол 24, опирающийся с помощью роликов 26 на круговые рельсы 27, поворачивают с помощью обода 28 с передней 29 и электропривода 30 на один шаг. Свежеотформованное изделие оказывается внутри камеры 1. Концевой выключатель 22 электрощита 16 данной группы нагревателей входит в контакт с упором 23, в ре- зультате чего подается напряжение на нагреватели 7.
Формула изобретения
Установка для термообработки железобетонных пустотных панелей, содержащая зону загрузки-выгрузки, тележки, механизм их перемещения и трубчатые нагреватели, отличающаяся тем, что, с целью интенсификации и снижения энергоемкости
t j
, ;,,....
-7 Т - I g V .
- ifi /
/ 1Ш /1ШН--ц
///// /
X/ ///1/хх /// //лХ
2i fJ
2 25
Физ. /
Редактор И.Касарда
термообработки, камера выполнена в виде кольцевых соединенных через опору скольжения неподв1ганого перекрытия и внутренней подвижной стенки, механизма перемещения, выполненного в виде поворотного пола с приводом, на котором расположены рельсовые пути под тележки, один из поперечных бортов тележек выполнен с отверстиями для нагревателей с индивидуальным электрощитом и общим кольцевым троллеем для трубчатых нагревателей всех тележек, при этом трубчатые нагреватели смонтированы на подвижной стенке, а зона загрузки-выгрузки имеет лебедку для перемещения тележек.
/
/У
/
.
/
29
;,,....
.
ifi /
-ц
///// //////7////У7/
77Л 71
// /// /// х:/
. 2
Составитель Г.Карнюшин
Техред А.Кравчук Корректор В.Романенко
| Марьямов Н.Б | |||
| Тепловая обработка изделий на заводах сборного железобетона | |||
| М.: Стройиздат, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
