1
Известная поточная линия для изготовления пустотных бетонных и железобетонных изделий, содержащая стенд с термоактивными кассетными формами, бетоноукладчик, устройство для установки и извлечения пустотообразователей, приспособление для заглаживания и прикатки открытой поверхности и механизмы для открывания-закрывания бортов кассет.
Цель изобретения - повысить степень механизации и производительность линии и сократить производственную площадь.
Это достигается тем, что стенд выполнен с радиально расположенными по кольцу группами кассетных форм, а бетоноукладчик выполнен радиально подвижным к установлен на расположенной в кольце форм имеющей консоль полноноворотной раме, на которой смонтированы устройство для установки и извлечения пустотообразователей, прис1 ссобление для заглаживания и прикатки открытой поверхности и механизмы для открывания- закрывания бортов кассет.
Кассеты могут быть вынолнены четырехместными в виде жестко укрепленных на поддонах двух тепловых отсеков, у каждого из которых по обе стороны образованы формовочные полости продольными и поперечными шарнирно откидными бортами, причем в поперечных бортах образованы отверстия для
ввода пуансонов, а продольные борта в верхней части имеют скосы и нопарно связаны между собой тягами, взаимодействующими с приводом открывания и закрывания бортов форм.
Приспособление для заглаживания и прикатки может быть смонтировано на раздаточном лотке бетоноукладчика.
Приспособление для образования пустот может быть многорядным с пустотообразователями различных размеров и конфигурации.
Полноповоротная рама может быть установлена на кольцевом рельсовом пути с осью вращения в центре окружности, концентричной расположению форм-кассет.
Борта кассетных форм и пустотообразователи могут быть выполнены с вибраторами.
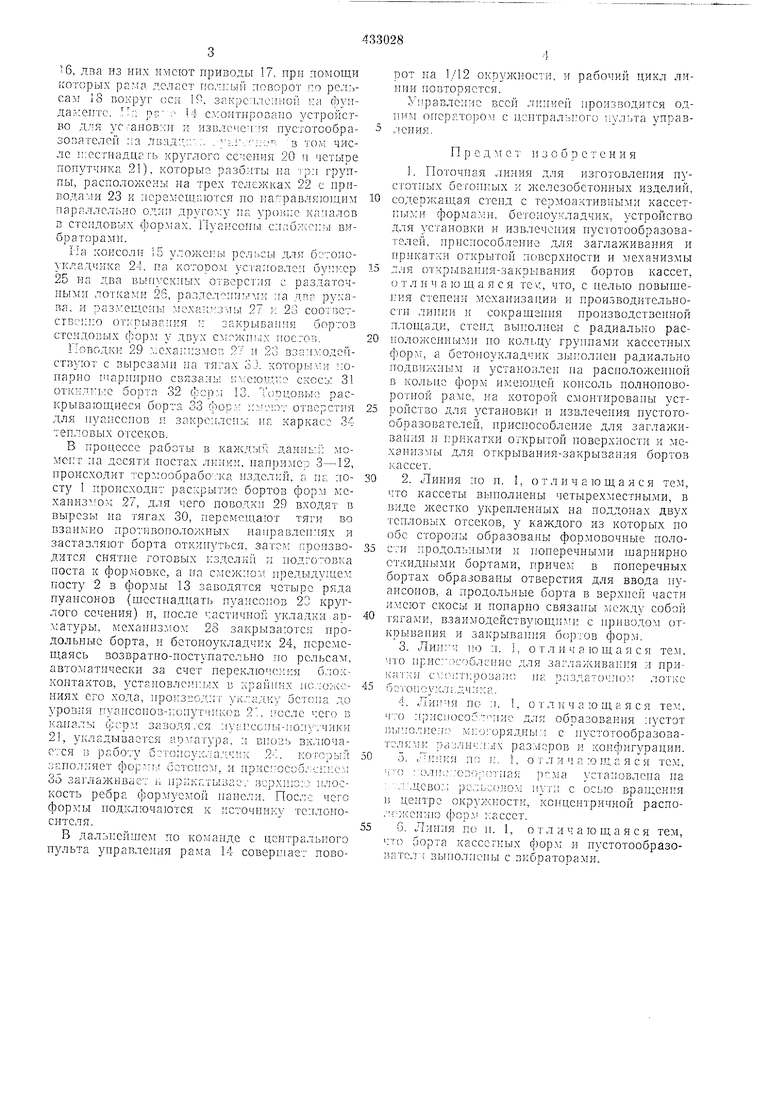
На фиг. 1 изображена предлагаемая поточная линия, план; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез но В-В на фиг. 1.
Поточная линия содержит двенадцать, установленных радиально по окружности, четырехместных термоактивных стендовых кассетных постов 1 -12. Пост состоит из стационарно закрепленных форм 13, каждая на два изделия, откидные борта которых механически сблокированы между собой. В окружности находится полноповоротная рама 14 с консолью 15, снабженная радиальными катками
дал;е11тс. ::; ps ;- 4 огомтиропатю устройство для ус :-анов:-:11 и йзвлоче Гя пустотообразопателсп ::а лвад:;:., . ;.г:;;; s том числе кестнадцг- гь круглого сечения 20 и четыре гюпЗтчика 21), которые разб:- ты па трп группы, расположены на трех тележках 22 с нрииодами 23 и перемсщаютея по награвляющнм параллельно одлн друго ;у Tia y)oii;:e каналов в стендовых формах. Пуансоны сдабл;е1;,1 вибратор а и.
9 л
25 на два вынускных отверстня е раздаточными лотками 26, раздел инь.пт на два рукава, н размещены -леха;; сгвепко открызаиия Е
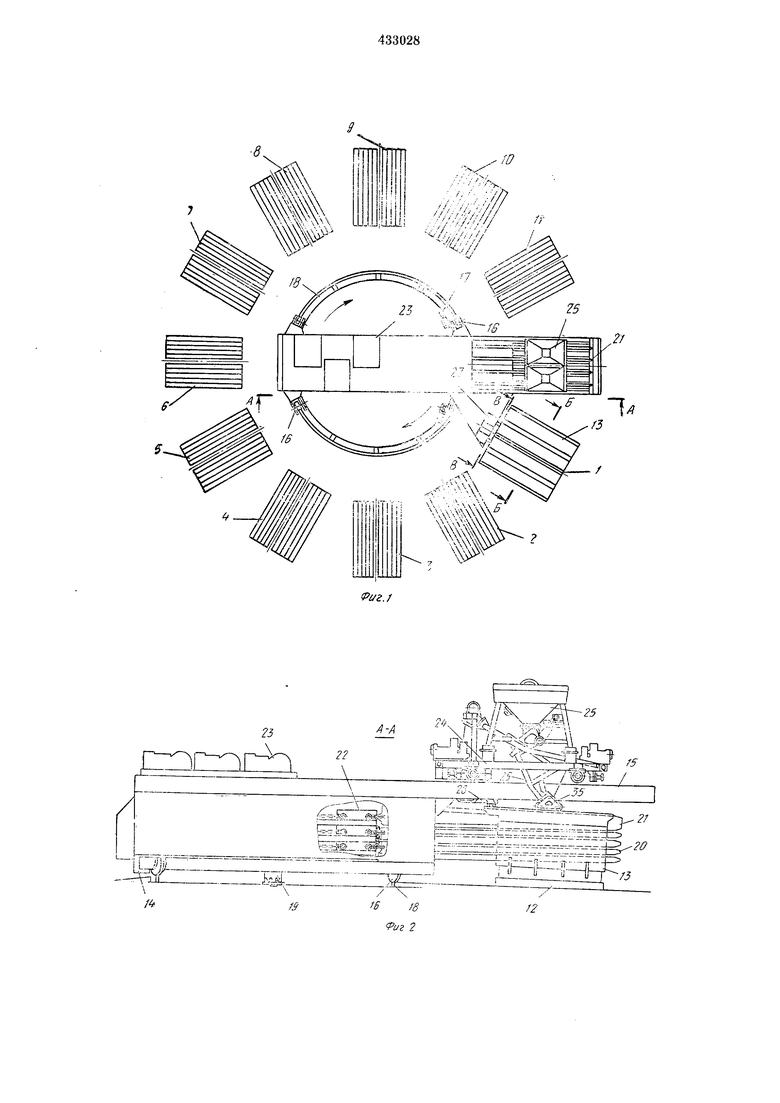
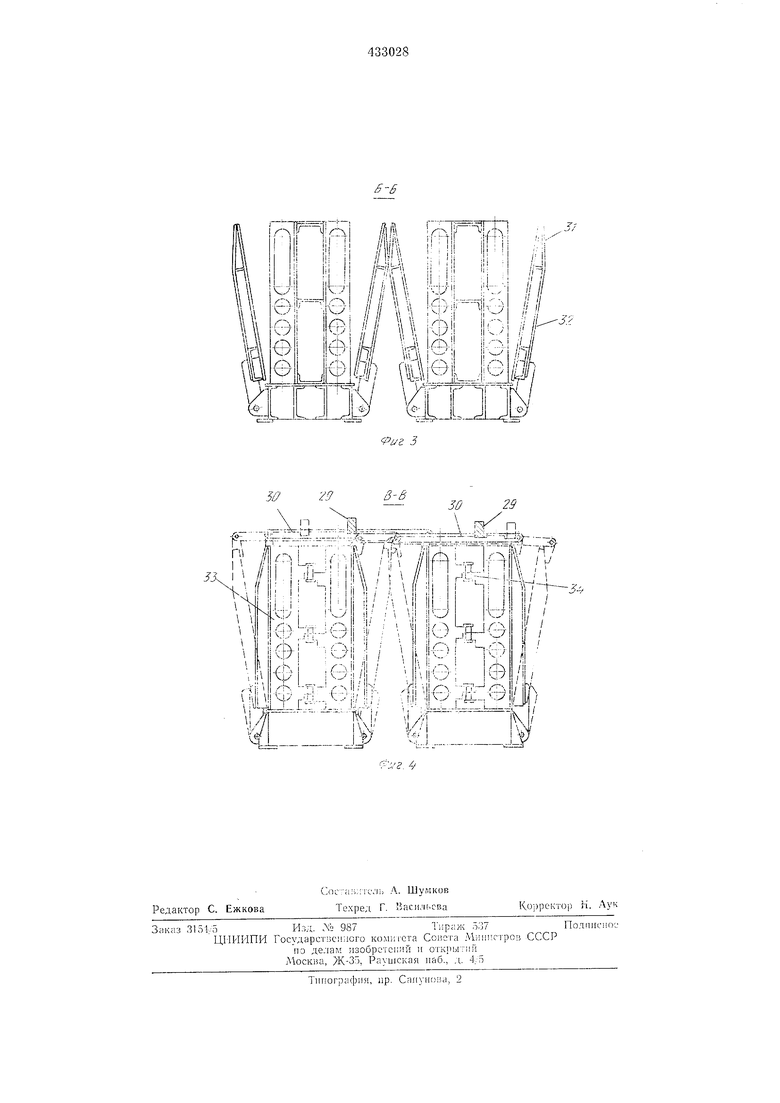
Поводкн 29 -,:exaii;:3MOB 7 и 23 ззанмодействуют с вырезамн на тягах SJ. которы п-т попарно П1арнпрно связаны имеющие скосъ: 31 отккдпые борта 32 ферм 13. Тс)Г)цовые раскрывающиеся борта 33 форм пмеюг отгзеретня для нуапеонов i закреплены па каркасе 34 тепловых отсеков.
В процессе работы в каждый данпьп: момепт на десяти постах линии, Hanjji-i.viep 3-12, происходит тер:,;()обрабол :а пзделий, а на ноету 1 пропеходпт рас:-:рытие бортов форм меxaнпз гoм 27, для чего поводки 29 входят в вырезы па тягах 30, перемещают тягп во взапмпо противоположных панравлениях и заставляют борта откинуться, затем производится снятие готовых пздели; п нодго-;овка поста к формовке, а на смежном нредыдупцем посту 2 в формы 13 заводятея четыре ряда нуанеонов (щестнадцать пуапсонов 23 круглого сечения) н, после частичпой укладки арматуры, мехаппзмом 28 закрываются продольные борта, и бетоноукладчик 24, перемещаясь возвратпо-постунательно по рельсам, автоматически за счет переключения блох контактов, устаиовлен1плх в крапппх нсможскапалы tpcp,; заводя:ся пу;л:сопы-поп37чики 21, укладывается ар гатура, и впозь включается п работу бетопоукла.ччик 2-. когорый заполняет форм:;; сетопо:., н прие5особлеп :ем 35 заглаживае: п прпкатывае.- верхп;о:о плоскость ребра фор:.1уемой панели. Поелс чего формы нодключаются к :;еточнику тенлоносптсля.
В дальиейщем по команде с центрального пульта управления рама 14 еоверп1ает поворот яа 1/12 окружпости, и рабочий цикл лиини повторяется.
Управлепие всей линией производится одним операто)ОД е цептральпого пульта управлепия.
П р е д м е т изобретения
1. Поточная линия для изготовления пуетотпых бетоппых и железобетонных изделий,
содержащая стенд с термоактпвпыми кассетными формами, бе1оноукладчик. устройство для установки п извлечения пустотообразователей, прпепоеоб.ление для заглаживания и прпкатхи открытой пспзерхпости и механизмы
для открываипя-закрывания бортов кассет, отличающаяся тем, что, с целью повыщепия степени механизации и производительностп липни к сокрашеппя производственной площади, степд выполпен е радиа.тьпо расположеппымп по кольцу группами каесетных {jjopM, а бетоноукладчик зыполиеп радиальпо подвижным н установлен па раеподоженной в кольце форм имеющей копсоль полпоповоротпой раме, на которой смонтированы устройство для зстановкн н извлечения пустотообразователей. приспособление для заглаживания и прикатки открытой поверхности и механнзмы для открывания-закрывания бортов каесет.
2. Лнпня по п. 1, отличающаяся тем, что кассеты выполпепы четырехместными, в виде жестко укрепленных на поддонах двух тепловых отсеков, у каждого из которых но обе стороны образованы формовочные полости продольными и поперечными щарнирно ОТКИДНЫЛ1И бортами, гфнчем в поперечных бортах образованы отверстия для ввода пуапсонов, а продольные борта в верхней чаети пмеют екосы и попарно связаны между
тягами, взаимодсйствующнм с нрпводом открывання н закрываппя фор.1.
3.Лин,. по п. I, отлн чающаяся тем, что нрнемособленне для заглаживания н прн катки c п гrпpoвaгlo на разда очпом лотке
бетопсукл;.дчн:-:а.
4. по л. 1, отличающаяся тем, что приспособГпп- е для образования пустот ыполпеп;) м :огорядпым е нустотообразовател5п;к разлнч; :лх раз::1сров н конфнгурапин.
5. Jnnnni но п, 1, отличающаяся тем, чО ;)лп::::озо;М)тная f) устаповлепа па : .i.ucBOM (}:юм HVTH с осью вращения в центре окружпоети, концептричной распол(мкенпк) фор:. 1-:ассет.
(3. Линия по п. 1, отлнчающаяея тем, что борта кассетных форм и пустотообразонателп вынолпепы с вибраторами. Ш Р
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| Установка (стенд) для изготовления железобетонных арок | 1960 |
|
SU135012A1 |
| Карусельная формовочная установка | 1982 |
|
SU1084136A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления строительных изделий | 1984 |
|
SU1232480A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2080988C1 |
1L Jji -A Siьд п IfW/ s -А - Г ;-Х L /, ,
I/ U
n ;m ,-:
11 т
II
...l .-.-.. Л r П
..----::--v;.i,,5%- -j7-:- -;; ;-{ ; --
Гг, la;:-:-- i / /-.iy- п -: - 7-- -г- Л1-; -.:,-:
tJ ilPi i lUn/ lfiyni /
ffll; / . ТГГ -1 - Й;ГГ--кГ Г
л f( M hiii ; i t Hj ,
л
mi
I .L j
.. ( i; ,i
/1
i /
WJ
П)
.
i
1
feijl.JJy
iJ-Д
/ /
j /
J3F
T; (ii|;§:ria №
I .1 Л.-: КЧ
: 1
