(54) КАРУСЕЛЬНО-КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КОЛЕЦ
1
Изобретение относится к строительной индустрии, а именно к технологии изготовления железобетонных колец.
Известен круговой конвейер для изготовления плоских железобетонных изделий, содержащий накопительный бункер, устройство для разогрева бетонной смеси, поддон в виде грузовых тележек, поворотный круг с копиром, упорные ролики, виброплощадку и механизм поворотного круга 1.
Недостатком данного конвейера является сложность конструкции и технологии изготовления железобетонных изделий.
Наиболее близкой к предлагаемой является карусельно-конвейерная линия для изготовления объемных железобетонных блоков, содержащая приводную кольцевую поворотную платформу с технологическими постами сборки форм, формования и термообработки 2.
Недостатками указанной линии являются сложность технологии и значительные затраты ручного труда.
Цель изобретения - упрощение технологии изготовления и снижение затрат ручного труда.
Указанная цель достигается тем, что в карусельно-конвейерной установке для изготовления железобетонных колец, содержащей приводную, кольцевую платформу с устройствами для формования и термообработки изделий, установленными в технологической последовательности, платформа выполнена с равномерно расположенными по ее окружности отверстиями, устройство для формования - в виде челюстного захвата с электромагнитным зам10ком, каждая из челюстей которого является бортом формы, смонтированной над платформой с возможностью горизонтального перемещения в радиальном направлении относительно последней и контактирования
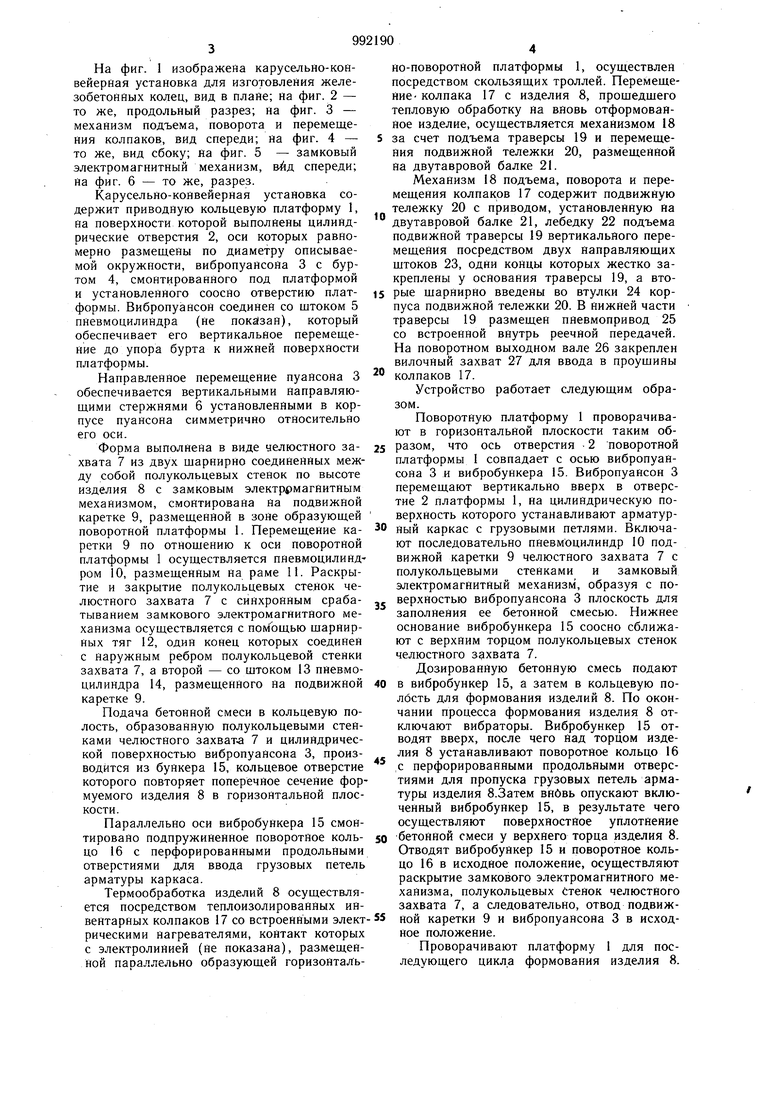
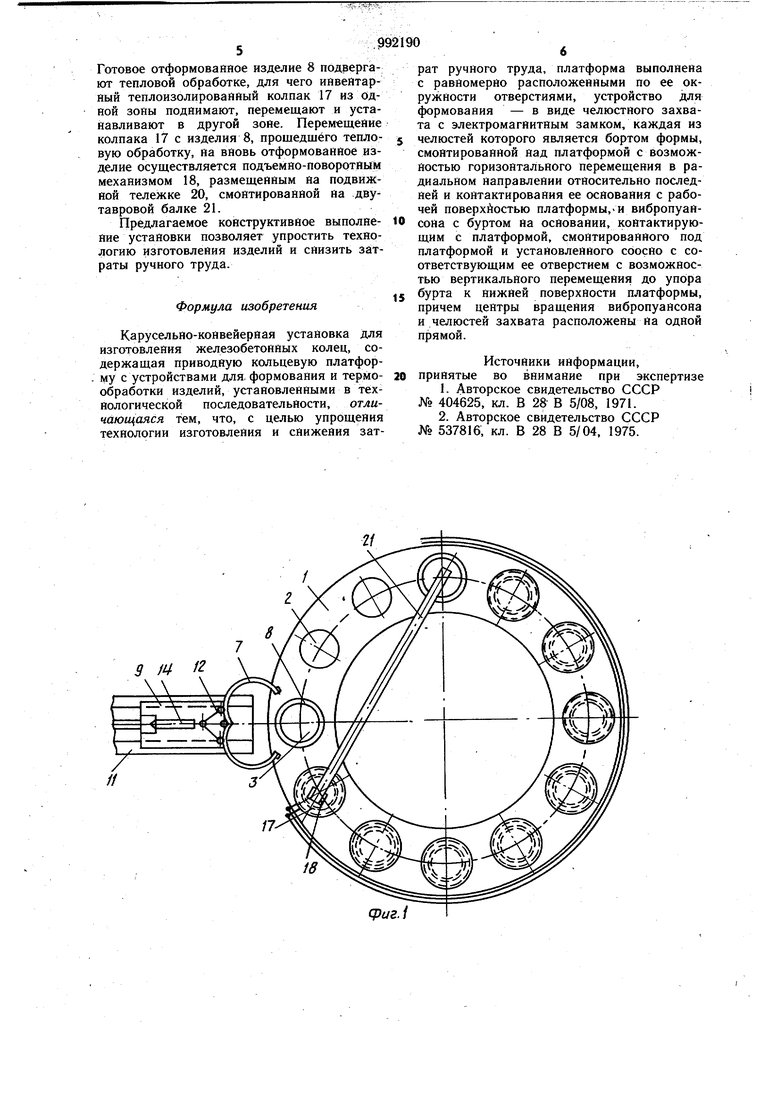
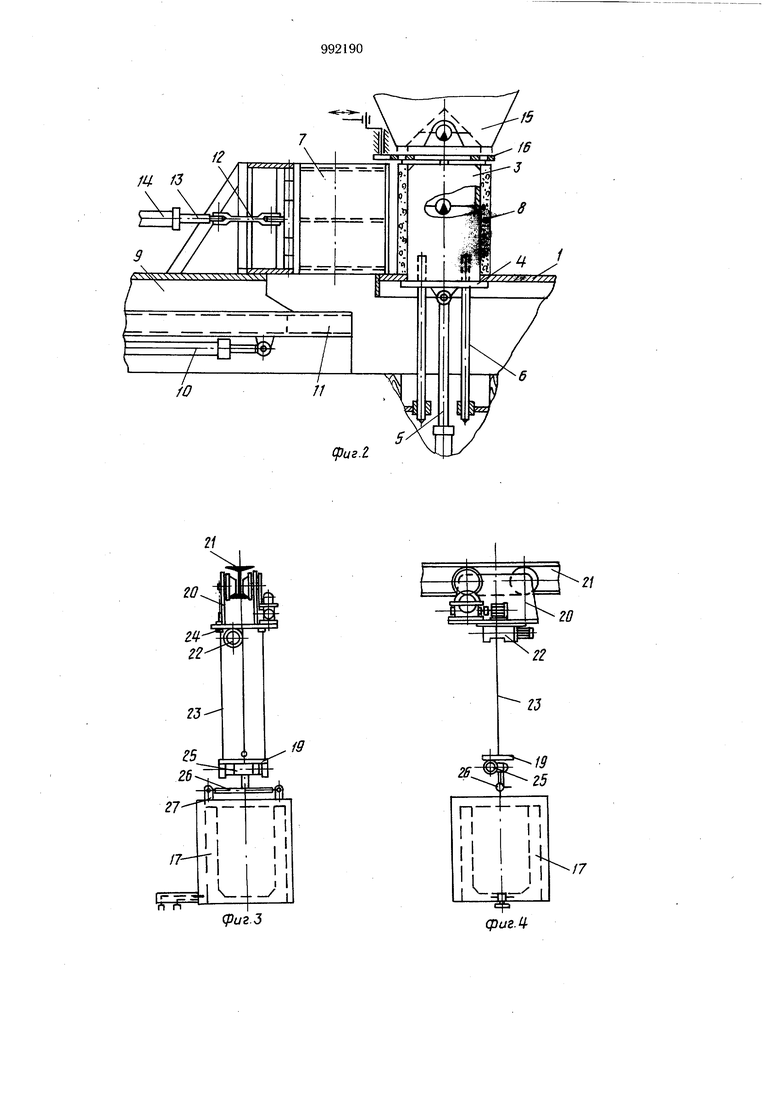
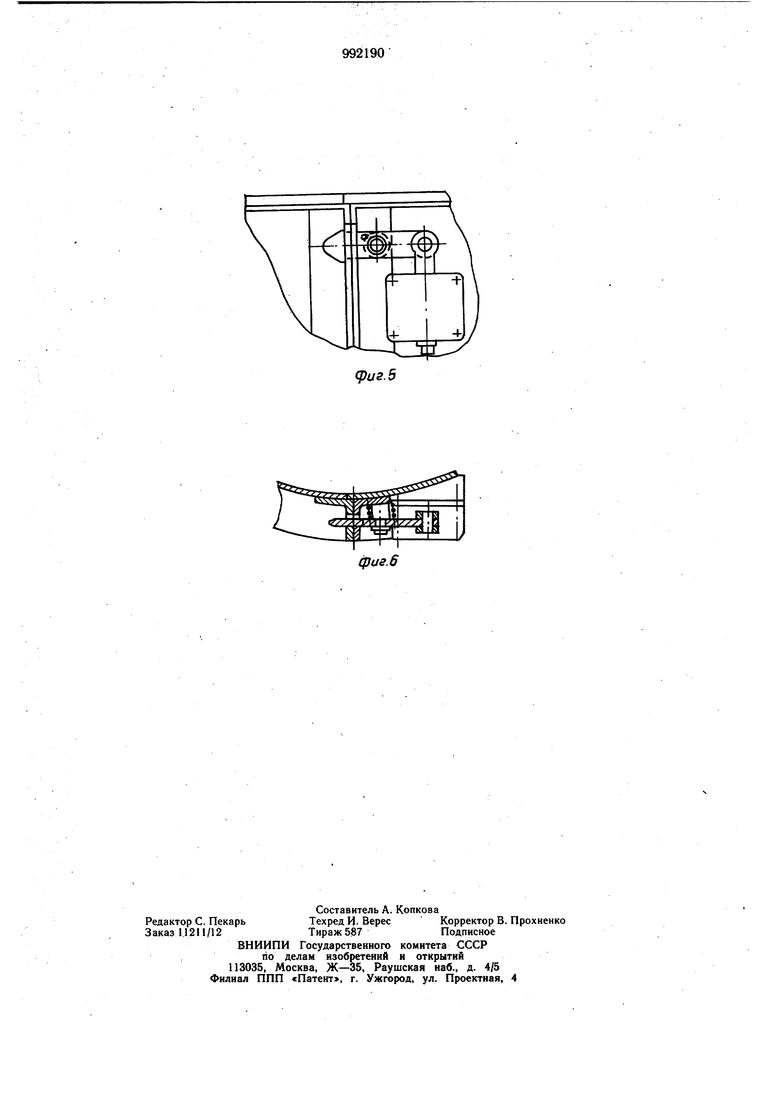
15 ее основания с рабочей поверхностью платформы, и вибропуансона с буртом на основании, контактирующим с платформой, смонтированного под платформой и установленного соосно с соответствующим ее отверсти20 ем с возможностью вертикального перемещения до упора бурта к нижней поверхности платформы, причем центры вращения вибропуансона и челюстей захвата расположены на одной прямой. На фиг. 1 изображейа карусельно-койвейерйая установка для изготовления железобетонных колец, вид в плане; на фиг. 2 - то же, продольный разрез; на фнг. 3 - механизм подъема, поворота и перемещения колпаков, вид спереди; на фиг. 4 - то же, вид сбоку; на фиг. 5 - замковый электромагнитный механизм, вид спереди; на фиг. 6 - то же, разрез. Карусельно-конвейерная установка содержит приводную кольцевую платформу 1, йа поверхности которой выполнены цилиндрические отверстия 2, оси которых равномерно размещены по диаметру описываемой окружности, вибропуансона 3 с буртом 4, смонтированного под платформой и установленного соосно отверстию платформы. Вибропуансон соединен со щтоком 5 пневмоцилиндра (не показан), который обеспечивает его вертикальное перемещение до упора бурта к нижней поверхности платформы. Направленное перемещение пуансона 3 обеспечивается вертикальными направляющими стержнями 6 установленными в корпусе пуансона симметрично относительно его оси. Форма выполнена в виде челюстного захвата 7 из двух щарнирно соединенных между собой полукольцевых стенок по высоте изделия 8 с замковым электромагнитным механизмом, смонтирована на подвижной каретке 9, размещенной в зоне образующей поворотной платформы 1. Перемещение каретки 9 по отношению к оси поворотной платформы 1 осуществляется пневмоцилиндром 10, размещенным на раме 11. Раскрытие и закрытие полукольцевых стенок челюстного захвата 7 с синхронным срабатыванием замкового электромагнитного механизма осуществляется с помощью щарнирных тяг 12, один конец которых соединен с наружным ребром полукольцевой стенки захвата 7, а второй - со щтоком 13 пневмоцилиндра 14, размещенного На подвижной каретке 9. Подача бетонной смеси в кольцевую полость, образованную полукольцевыми стенками челюстного захвати 7 и цилиндрической поверхностью вибропуансона 3, производится из бункера 15, кольцевое отверстие которого повторяет поперечное сечение формуемого изделия 8 в горизонтальной плоскости. Параллельно оси вибробункера 15 смонтировано подпружиненное поворотное кольцо 16 с перфорированными продольными отверстиями для ввода грузовых петель арматуры каркаса. Термообработка изделий 8 осуществляется посредством теплоизолированных инвентарных колпаков 17 со встроенными элект рическими нагревателями, контакт которых с электролинией (не показана), размещенной параллельно образующей горизонтально-поворотной платформы 1, осуществлен посредством скользящих троллей. Перемещение- колпака 17 с изделия 8, прощедщего тепловую обработку на вновь отформованное изделие, осуществляется механизмом 18 за счет подъема траверсы 19 и перемещения подвижной тележки 20, размещенной на двутавровой балке 21. Механизм 18 подъема, поворота и перемещения колпаков 17 содержит подвижную тележку 20 с приводом, установленную на двутавровой балке 21, лебедку 22 подъема подвижной траверсы 19 вертикального перемещения посредством двух направляющих щтоков 23, одни концы которых жестко закреплены у основания траверсы 19, а вторые щарнирно введены во втулки 24 корпуса подвижной тележки 20. В нижней части траверсы 19 размещен пневмопривод 25 со встроенной внутрь реечной передачей. На поворотном выходном вале 26 закреплен вилочный захват 27 для ввода в проушины колпаков 17. Устройство работает следующим образом. Поворотную платформу 1 проворачивают в горизонтальной плоскости таким образом, что ось отверстия 2 поворотной платформы 1 совпадает с осью вибропуансона 3 и вибробункера 15. Вибропуансон 3 перемещают вертикально вверх в отверстие 2 платформы 1, на цилиндрическую поверхность которого устанавливают арматурный каркас с грузовыми петлями. Включают последовательно пневмоцилиндр 10 подвижной каретки 9 челюстного захвата 7 с пол у кольцевыми стенками и замковый электромагнитный механизм, образуя с поверхностью вибропуансона 3 плоскость для заполнения ее бетонной смесью. Нижнее основание вибробункера 15 соосно сближают с верхним торцом полукольцевых стенок челюстного захвата 7. Дозированную бетонную смесь подают в вибробункер 15, а затем в кольцевую полбсть для формования изделий 8. По окончании процесса формования изделия 8 отключают вибраторы. Вибробункер 15 отводят вверх, после чего над торцом изделия 8 устанавливают поворотное кольцо 16 с перфорированными продольными отверстиями для пропуска грузовых петель арматуры изделия 8.3атем внйвь опускают включенный вибробункер 15, в результате чего осуществляют поверхностное уплотнение бетонной смеси у верхнего торца изделия 8. Отводят вибробункер 15 и поворотное кольцо 16 в исходное положение, осуществляют раскрытие замкового электромагнитного механизма, полукольцевых Стенок челюстного захвата 7, а следовательно, отвод подвижной каретки 9 и вибропуансона 3 в исходное положение. Проворачивают платформу 1 для последующего цикла формования изделия 8. Готовое отформованное изделие 8 подвергают тепловой обработке, для чего инвентарный теплоизолированный колпак 17 из одной зоны поднимают, перемещают и устанавливают в другой зоне. Перемещение колпака 17 с изделия 8, прошедщёго тепловую обработку, на вновь отформованное изделие осуществляется подъемно-поворотным механизмом 18, размещенным на подвижной тележке 20, смонтированной на двутавровой балке 21. Предлагаемое конструктивное выполнение установки позволяет упростить технологию изготовления изделий и снизить затраты ручного труда. Формула изобретения Карусельно-конвейерная установка для изготовления железобетонных колец, содержащая приводную кольцевую платформу с устройствами для, формования и термообработки изделий, установленными в технологической последовательности, отличающаяся тем, что, с целью упрощения технологии изготовления и снижения затрат ручного труда, платформа выполнена с равномерно расположенными по ее окружности отверстиями, устройство для формования - в виде челюстного захвата с электромагнитным замком, каждая из челюстей которого является бортом формы, смонтированной над платформой с возможностью горизонтального перемещения в радиальном направлении относительно последней и контактирования ее основания с рабочей поверхйостью платформы,- и вибропуансона с буртом на основании, контактирующим с платформой, смонтированного под платформой и установленного соосно с соответствующим ее отверстием с возможностью вертикального перемещения до упора бурта к нижней поверхности платформы, причем центры вращения вибропуансона и челюстей захвата расположены на одной прямой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 404625, кл. В 28 В 5/08, 1971. 2.Авторское свидетельство СССР № 537816, кл. В 28 В 5/04, 1975.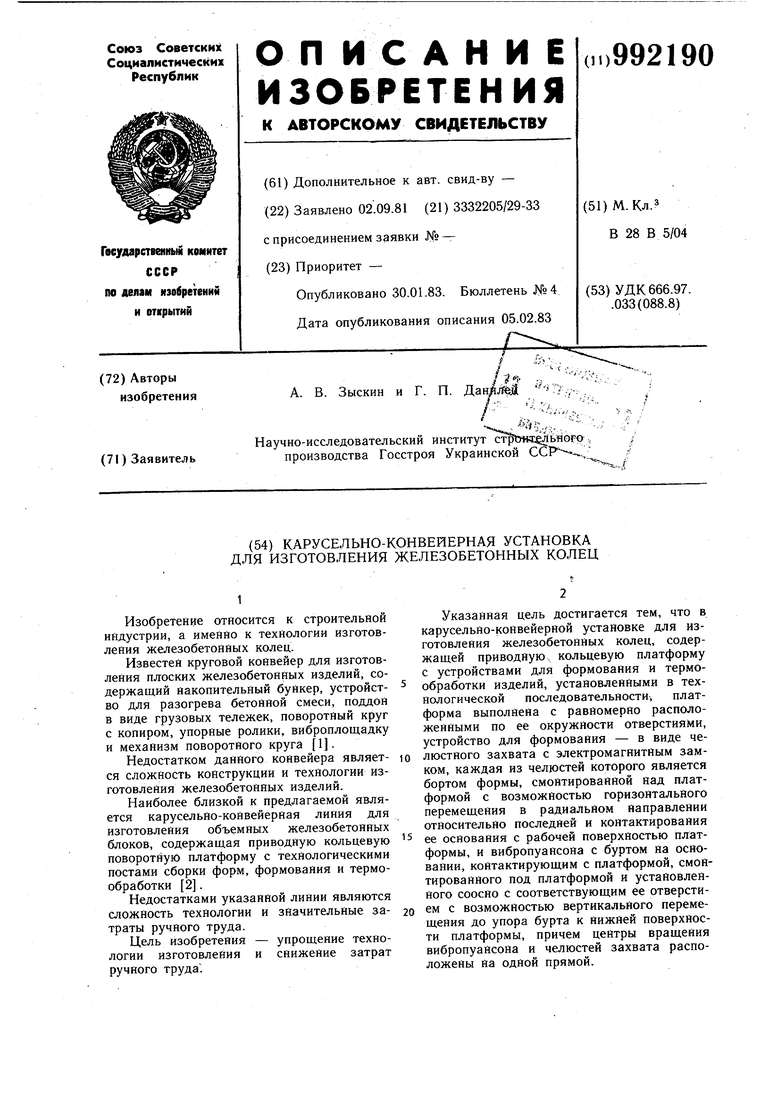
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельно-конвейерная установка для изготовления объемных железобетонных блоков типа "колпак | 1989 |
|
SU1671453A2 |
| Карусельно-конвейерная установка для изготовления объемных железобетонных блоков типа "колпак | 1982 |
|
SU1092040A1 |
| Карусельно-конвеерная линия для изготовления объемных железобетонных блоков типа "колпак | 1975 |
|
SU537816A1 |
| Технологический комплекс для изготовления бетонных и железобетонных изделий | 1991 |
|
SU1838106A3 |
| Карусельная формовочная установка | 1982 |
|
SU1084136A1 |
| Карусельно-конвейерная установка для изготовления объемных элементов | 1977 |
|
SU716824A1 |
| Установка для формования объемных элементов | 1976 |
|
SU636088A1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2045397C1 |
| Замковое устройство преимущественно подъемника форм установки для наклонного формования железобетонных изделий | 1983 |
|
SU1159785A1 |
9 / / фг/г./
(риг.З
сриг.Ц
