Известны способы авто1матического регулирования натяжения полосового металла при прокатке на многоклетьевых станах и устройства для осуществления этих способов.
Известные способы автоматического регулирования натяжения не обеспечивают выполнения требования получения максимально возможной скорости при регулировании наиболее опасных рассогласований натяжения.
Предлагаемый способ устраняет этот недостаток. Это достигнуто тем, что, с целью обеспечения быстрейшей отработки наиболее опасных рассогласований натяжения, применена схема, при которой производят автоматический выбор сигнала управления каждой клети на основании сравнения модулей рассогласования натяжения с помощью вычислительного устройства и управляемой этим устройством коммутационной схемы.
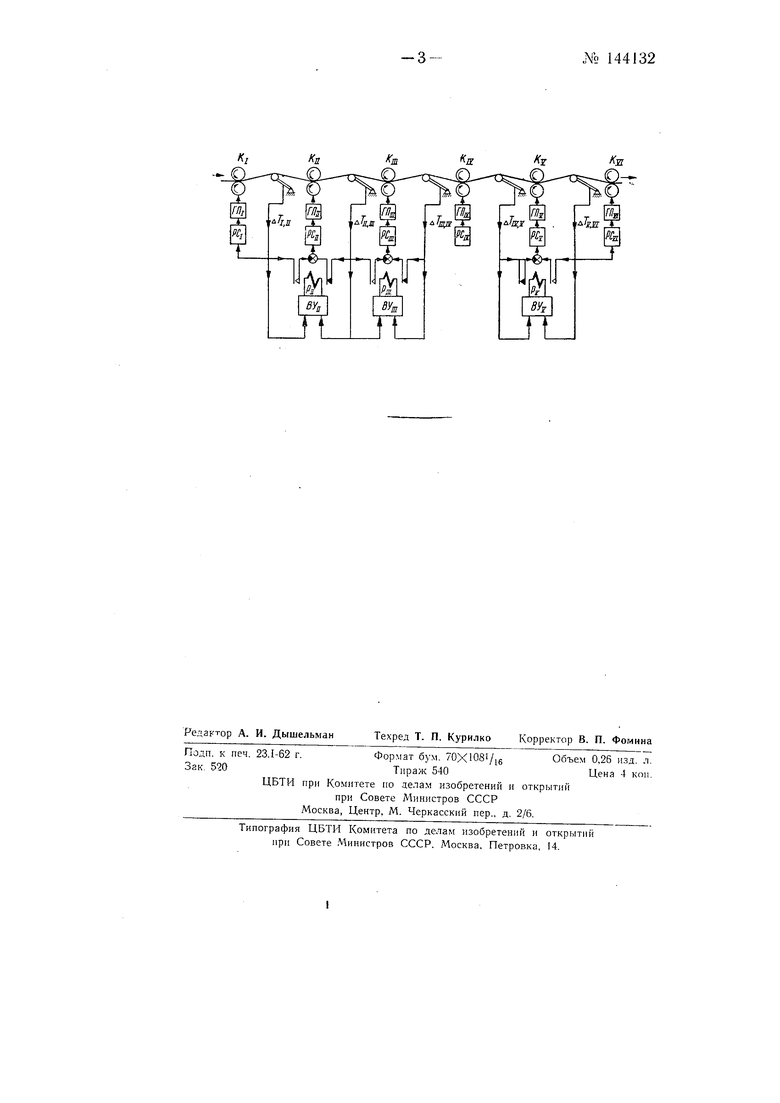
На чертел е дана схема применительно к управлению щестиклетьевой непрерывной группой, в которой в качестве ведущей выбрана четвертая клеть.
На чертеже обозначены: Ki-Kvi - клети, ГП;-ГП -главные приводы, PCi-PC-VI - регуляторыскорости, ВУц-ВУ - вычислительные устройства, Р/7-Ру - реле. Т/, //-TV-, vi - модули сигнал эв рассогласования.
Сигналы величин натяжения полосы на входы регуляторов скоростей II, III и V клетей (РСц, РСщ и РСу подаются через контакты реле PII, PIII и PV соответственно. Через н. з. контакты этих реле на входы РСи, PCjji и PCv подаются сигналы, пропорциональные величинам + ATjj, III, -.- Ыщ. IV и -ДГл-, v соответственно, а через н. о. контакты - сигналы пропорциональные величинам - ДГ/, // - АГ//, /// и + A7V, VI соответственно.
№144132 2Питание обмоток реле Р//, Рщ и PV производится от выходов специальных вычислительных устройств ВУ//, ВУщ, ВУу соответственно. Каждое из этихВУ производит непрерывное сравнение модулей рассогласований натяжений полосы перед и за клетью, соответствующей данному ВУ, и вырабатывает на основании этого сравнения выходной сигнал, который, воздействуя на соответствующее реле, осуществляет выбор цепи управления регулятора скорости данной клети таким образом, чтобы обеспечить максимально возможную скорость отработки наибольшего (по модулю) из двух сравниваемых рассогласований натяжения.
Например: ВУи производит сравнение модулей сигналов рассогласований А 7j, л и Д 7//, JJJ и обеспечивает включение и отпускание реле PII при выполнении условий:
(, л)(А7гг, 7/г) + Ио(I)
(где Яо - заданная положительная величина) и
(АТ, )(Д7, ы)(2)
Сработав при соотношении модулей рассогласований, удовлетворяющик условию (1), реле Рц будет находиться в возбужденном состоянии, до тех пор пока не будет выполнено условие (2), после чего реле Рц бу дет отпущено до нового выполнения условий (1) и т. д.
В случае выполнения в некоторый момент времени неравенства (1) схема обеспечивает управление скоростью II клети в функции сигнала А Тп, III (скорость II клети будет увеличиваться при АГ//, и уменьшаться при А Г//, ). Если по какой-либо причине возникнет значительное отклонение натяжения TI, ц, так что станет справедливым условие (1), клеть II начнет управляться сигналом -АГ/,//, стремясь ликвидировать это рассогласование. Благодаря этому, натяжение TI, , будет в данном случае регулироваться сразу двумя клетями - I и II, что увеличит скорость регулировки. После того как величина рассогласования А 7j, ir вновь сравняется но модулю с величиной А , щ, управление II клетью вновь станет производиться в функции сигнала А Тц, JJI.
Аналогичным образом производятся переключения управлений и в остальных клетях.
Всесоюзный научно-исследовательский институт электромеханики в своем заключении отметил новизну предложенного способа автоматического регулирования натяжения полосы.
Предметизобретения
Способ автоматического регулирования натяжения полосы в непрерывной группе листопрокатного стана, отличаю шийся тем, что, с целью обеспечения быстрейшей отработки наиболее опасных рассогласований натяжения, применена схема, при которой производят автоматический выбор сигнала управления каждой клети на основании сравнения модулей рассогласования натяжения с помощью вычислительного устройства и управляемой этим устройством коммутационной схемы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| Прибор для автоматического определения коэффициентов a и b линейной регрессии M(у/х) = a+bх | 1959 |
|
SU129353A1 |
| Устройство автоматического регулирования толщины полосового проката | 1982 |
|
SU1068193A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1971 |
|
SU307845A1 |
| Способ автоматического регулирования толщины проката | 1977 |
|
SU710707A1 |
| Устройство для регулирования скорости | 1982 |
|
SU1035561A1 |
| Способ возбуждения крутильных колебаний и устройство для его осуществления | 1982 |
|
SU1043526A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления | 1987 |
|
SU1503917A1 |
| Ветронасосная установка | 1954 |
|
SU101578A2 |