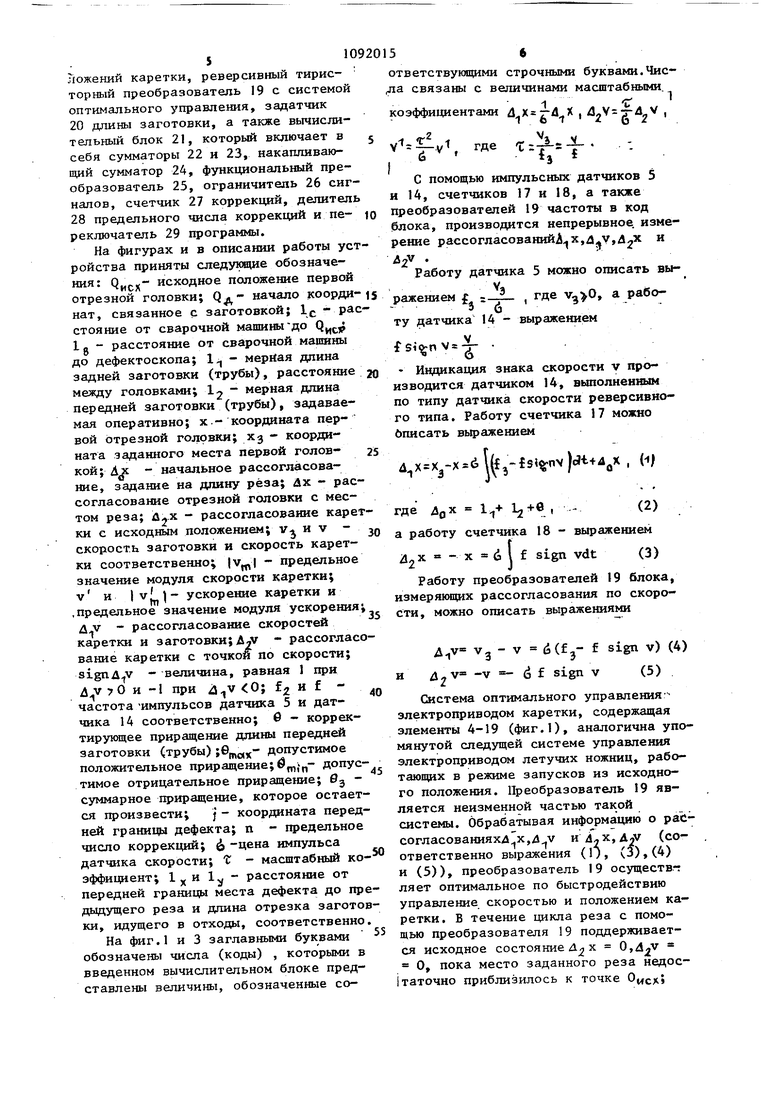
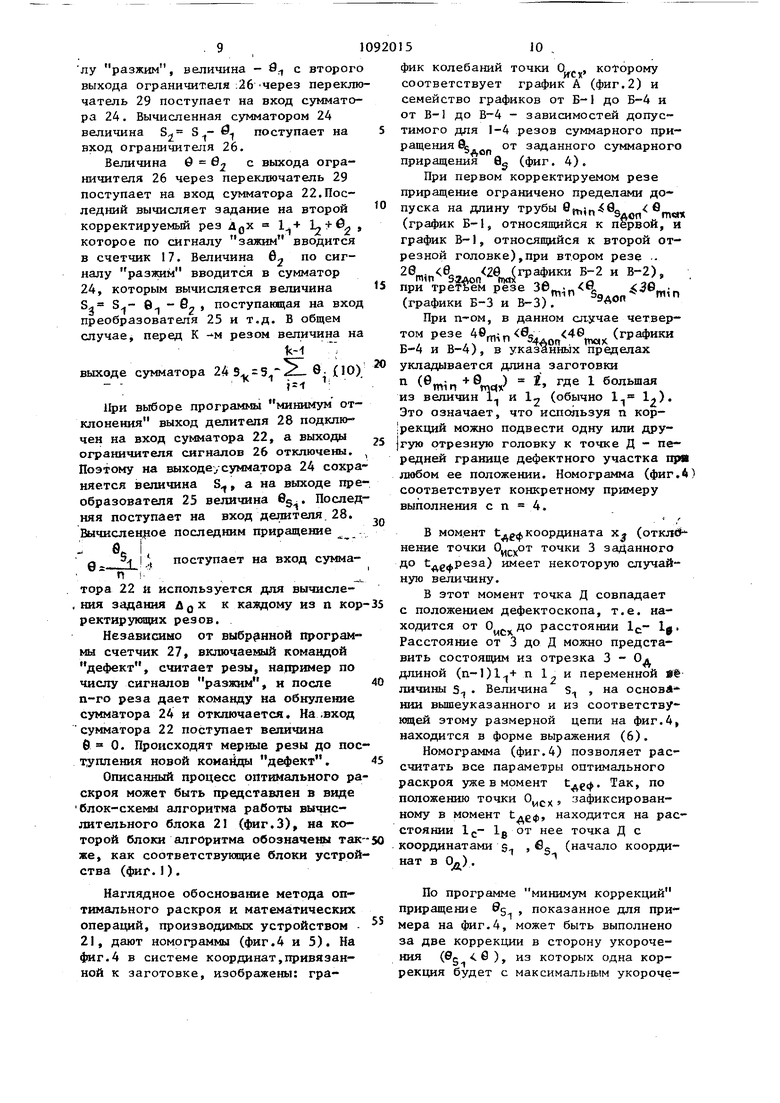
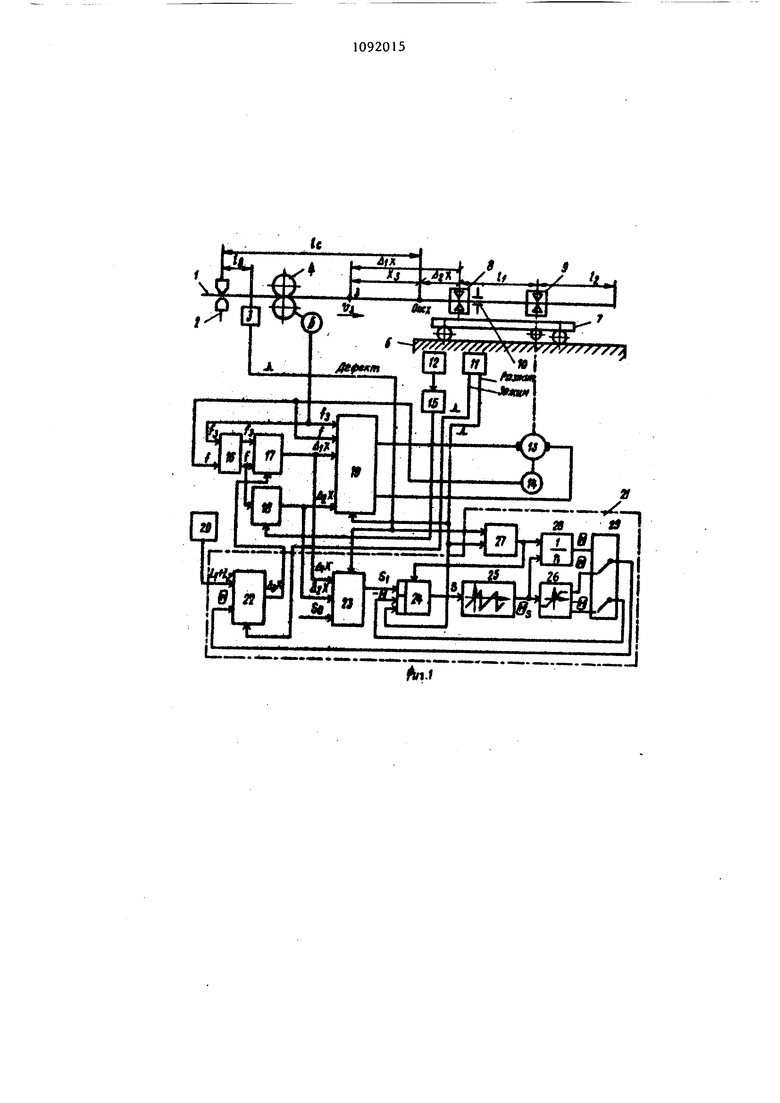
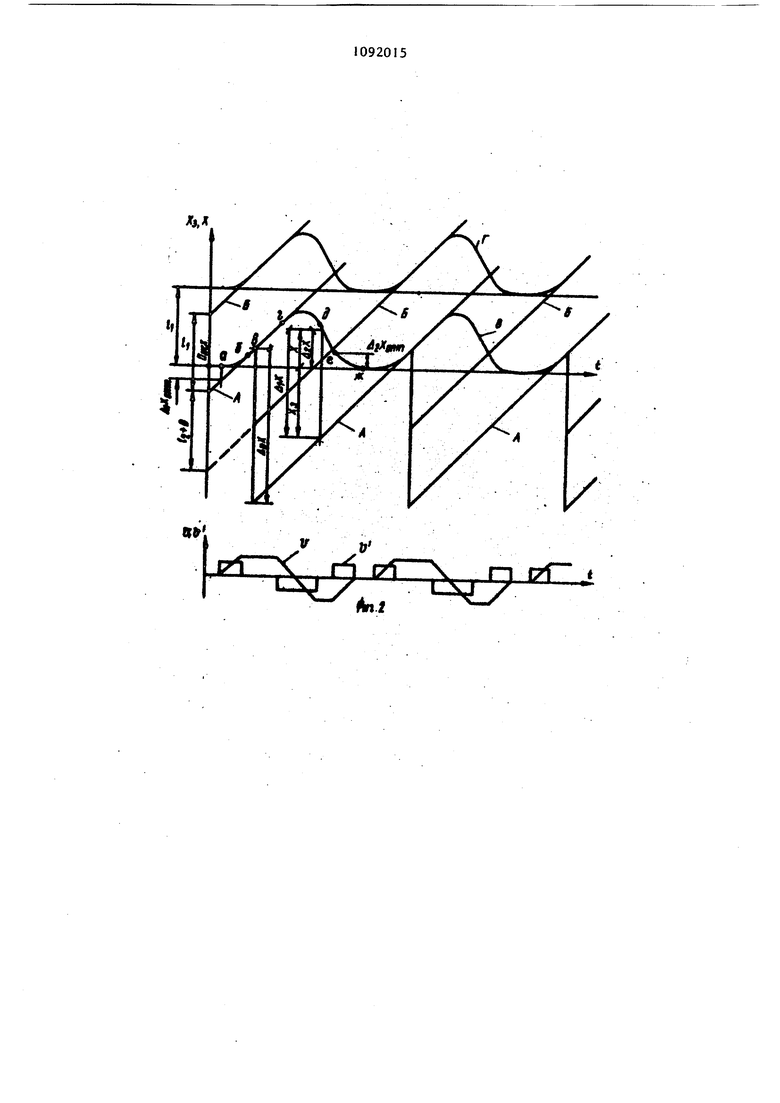
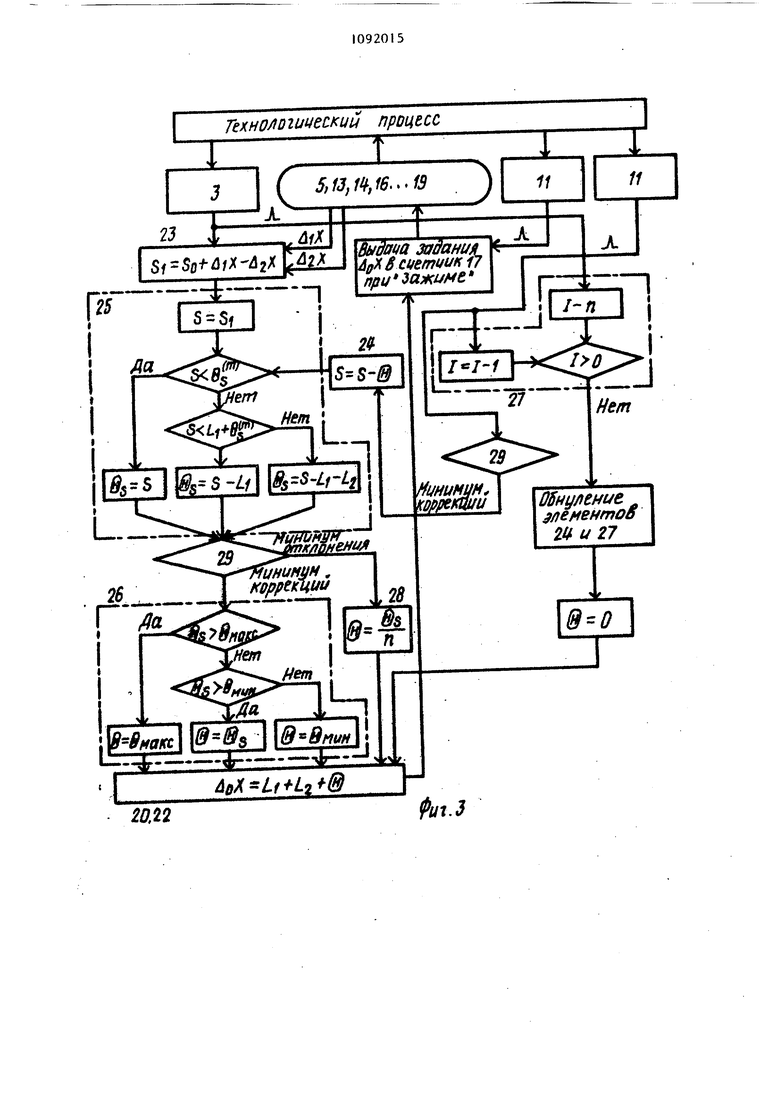
Изобретение относится к конструкlyni систем управления прокатным оборудованием, а именно к системе у равления главным приводом летучего резного станка, производящего раскр движущейся заготовки (преимущественно трубной). Известна оптимальная по быстродействию следящая система управления электроприводом летучих ножниц, содержащая импульсные датчики скорости заготовки и ножей и счетчик рассогласования их по положению. В момент реза в счетчик задается код числа, соответствующего начальному рассогласованию ножей с заданным местом реза или с местом остановки ножей, если ножницы работают в режиме запусков из исходного положения. Электродвигатель ножниц питается от реверсивного тиристорного преобразователя, оборудованного системой автоматического управления, содержащей подключенные к импульсным датчикам преобразователи частоты в код, смет му последовательно включенньос регуляторов в том числе нелинейный параболический регулятор положения, нелинейный (с ограничением по модулю) регулятор скорости и регулятор тока. Последний воздействует на систему фазового управления тиристорным преобразователем. Выход счетчика рассогласования подключен на вход регулятора положения, а импульсные датчики скорости через преобразователи частоты в код подключены к отдельным входам регулятора скорос ти 1. Аналогичная система или ее математическая модель, осуществляемая программным путем на ЦВМ, применима и для привода летучего отрезного станка. Недостатком известной системы является то, что она работает без учета дефектов заготовки, что приводит к частым поломкг1м режущих инструментов, которыми у летучих отрезных станков являются ролики с острыми ребрами, прорезающие заготовку обкаткой . Наиболее часто поломки происходят при встрече роликов с непроваром продольного стыка. Расстояния от дефекта до концов заготовки имеют случайные величины основном меньшие, чем допустимая длина заготовки, поэтому вместе с дефектными участками в отходы поступ ет значительное количество годной заготовки. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для автоматического раскроя заготовки на летучем отрезном станке, содержащее механизм перемещения заготовки с импульсным датчиком скорости перемещения заготовки, подвижную каретку отрезного станка с отрезными голоэками и механизмом зажима заготовки с датчиком конечных положений этого механизма, а также электродвигатель привода каретки, соединенный с импульсным датчиком скорости перемещения каретки, задатчик дпины заготовки,два ревер- сивных счетчика сигналов положения каретки и рассогласования положений каретки и заготовки, реверсивный тиристорный преобразователь с системой оптимального управления, соединенный с электродвигателем привода каретки, и дефектоскоп, установленный на входе устройства, при этом выходы обоих реверсивных счетчиков и датчиков скорости перемещения заготовки и каретки соединены с реверсивным тиристорным преобразователем С 2 J. Недостатком известного устройства является работа привода режущего механизма без учета расположения дефекта, а мерные резы производятся по комавдам счетчика перемещения заготовки. Поэтому между передним концом дефектного участка и местом предыдущего реза остается отрезок случайной длины. Если эта длина меньше минимально выполнимого расстояния между резами, происходит рез по дефекту с значительной вероятностью поломки режущих инструментов. При резе заднего конца дефектного участка счетчик обнуляется, и возобновляется отсчет заданных длин, поэтому очередной рез и следующие за ним резы получаются мерными. Этим снижаются потери заготовки. Однако, так как предшествующий дефекту отрезок заготовки получается случайной длины, количество отходов значительно превышает потери на обрезь дефектных участков. Цель изобретения - снижение отходов при резке заготовок. Цель достигается тем, что устройство автоматического раскроя заготовки на летучем отрезном станке, содержащее механизм перемещения заготовки с импульсШ)1м датчиком скорости перемещения заготовки, подвижную каретку отрезного станка с отрезными голо вками и механизмом зажима заготовки датчиком конечных положений этого ме ханизма, а также электродвигатель привода каретки, соединенный с импульсным датчиком скорости перемещения каретки, задатчик длины заготов ки, два реверсивных счетчика сигнало положения каретки и рассогласования положений каретки и заготовки,ре версивный тиристорный преобразователь с системой оптимального управления, соединенный с электродвигателем привода каретки, и дефектоскоп, установленный на входе устройства, при этом выходы обоих реверсивных счетчиков и датчиков скорости перем щения заготовки и каретки соединены с реверсивным тиристорным преобразователем, снабжено блоком разделения импульсов и вычислительным блоком, выполненным в виде соединенных между собой трех сумматоров, один из которых - накапливающий, функцио нального преобразователя, ограни«штеля сигналов, счетчика короекций, делителя предельного числа коррекций, и переключателя программы, причем входы вычислительного блока сое динены с дефектоскопом, выходами обоих реверсивных счетчиков, задатчиком длины и датчиком конечных пол жений механизма зажима, задатчиком скорости каретки, а выход вычислительного блока подключен к счетчику сигналов рассогласования положений каретки и заготовки, при этом входы блока разделения импульсов соеди нены с датчиками скорости перемещения заготовки и каретки, а выходы с входами обоих реверсивных счетчиков. С помощью вычислительного блока, содержащего указанные элементы, шш его математической модели, осуществляется оптимальный, в а-ысле минимизащ1и отходов, раскрой загото ки в одном из двух вариантов: при первом положении переключателя прог раммы обеспечивается минимум корре ции, т.е. наименьщее число заготовок скорректированной длины и, след вательно, наибольшее число мерных изделий, а при втором положении обеспечивается минимум отклонения т.е. минимальные равные корректиру ющиё приращения соответствующего зн ка получают все заготовки, которые гут быть скорректированы за время дннжения дефекта от дефектоскрпа к станку. В обоихвариантах обеспечивается выполнение реза по передней границе дефектного участка, получение изделий мерной длины или длины, скорректированной в большую или меньшую сторону в пределах допуска, а при последующих резах - снова изделий мерной длины. В результате такого раскроя дефектный участок оказывается на конце заготовки, поэтому при удалении его, например с помощью трубоподрезного станка, в отходы идет только дефектный участок. Исключаются встречи режущих роликов с дефектом и связанные с этим поломки и простои. Использование оптимальной следящей системы повьппает точность резов и производительность отрезного станка. На фиг.1 показана блок-схема предлагаемого устройства; на фиг.2 гра4я1ки, поясняюпще процесс работы устройства (А- графики движения точек реза первой отрезной головкой, 8- то же,второй головкой, В - график движения первой головки, Г - то же, второй головки, и соответственно графики скорости и ускорения каретки) ; на фиг.З - блок-схема алгоритма оптимального раскроя; на фиг.4 номограмма, поясиякщая метод раскроя; на фиг.5 - номограмма, поясняющая работу функционального преобразователя и блока ограничения. Устройство автоматического раскроя исходной заготовки 1 на летучем отрезном станке (фиг.1) со сварочной маш1ной 2 содержит дефектоскоп 3, механизм 4 перемещения заготовки, импульсный датчик 5 скорости заготовки, станину 6 отрезного станка, на подвижной каретке 7 которого смонтированы первая 8 и вторая 9отрезные головки, а также.механизм 10зажима заготовки с датчиком П его конечных положений, датчик I2 предысходного положения каретки, электродвигатель I3 привода каретки, импульсный датчик 14 скорости каретки, задатчик 15 исходного положения каретки, блок 16 разделения импульсов, реверсивный счетчик 17 рассогласования положений каретки и трубы, реверсивный счетчик 18 рассогласования текущего и исходного по510ложений каретки, реверсивный тиристорный преобразователь 19 с системой оптимального управления, задатчик 20 длины заготовки, а также вычислительный блок 21, котор1дй включает в себя сумматоры 22 и 23, накапливающий сумматор 24, функциональный преобразователь 25, ограничитель 26 сигналов, счетчик 27 коррекций, делитель 28 предельного числа коррекций и переключатель 29 программы. На фигурах и в описании работы уст ройства приняты следующие обозначения: РИЛ-Х исходное положение первой ГиП1 V 4J/ WJfl4 VV JLA. Vi i X 4i IVVil3Lr ii i W- rfu fiVA отрезной головки; начало координат, связанное с заготовкой; 1 - рас стояние от сварочной машиныдо 1 о - расстояние от сварочной машины до дефектоскопа; 1-, - мерная длина задней заготовки (трубы), расстояние между головками; Л. мерная длина передней заготовки (трубы), задаваемая оперативно; х - координата первой отрезной головки; хз - координата заданного места первой голов- кой; Д - начальное рассогласование, задание на длину реза; Лх - рассогласование отрезной головки с местом реза; -.х - рассогласование карет ки с исходным положением; v и v скорость заготовки и скорость каретки соответственно; - предельное значение модуля скорости каретки; v и I vL) ускорение каретки и .предельное значение модуля ускорения; д V - рассогласование скоростей каретки и заготовки; - рассогласо вание каретки с точкой по скорости; signA v - величина, равная при v 70 и -1 при 0; f и частота -импульсов датчика 5 и датчика 14 соответственно; в - корректирующее приращение длины передней заготовки (трубы) ;вд, допустимое положительное приращение; пип Допустимое отрицательное приращение; в суммарное приращение, которое остается произвести; j- координата передней границы дефекта; п - предельное число коррекций; -цена импульса датчика скорости; t - масштабный козффициент; 1 и 1 расстояние от передней границы места дефекта до пре дыдущего реза и длина отрезка заготов ки, идущего в отходы, соответственно. На фиг.1 и 3 заглавными буквами обозначены числа (коды) , которыми в введенном вычислительном блоке представлены величины, обозначенные со5ответетвуюпщми строчными буквами. связаны с величинами масштабными . 1 коэффициентами , , где t-..f-- : С помощью импульсных датчиков 5 и 14, счетчиков 17 и 18, а также преобразователей 19 частоты в код блока, производится непрерывное, измерение рассогласований21 х,д,у,Д2Х и 2 Работу датчика 5 можно описать выг II--.р . 0 з ту датчика 14 - выражением V ... 6 Индикация знака скорости v производится датчиком 14, выполненным по типу датчика скорости реверсивного типа. Работу счетчика 17 можно бписать вьфажением (f, dtf4 к , (1) х Х где ДдХ 1,,,-4-в , а работу счетчика 18 - выражением ЛоХ - X « 6 f sign vdt Работу преобразователей 19 блока, измеряющих рассогласования по скорости, можно описать выражениями (fj- f sign v) (4) Vg- V и f sign V (5) v -V Система оптимального управления-электроприводом каретки, содержащая элементы 4-19 (4иг.1), аналогична упомянутой следущей системе управления электроприводом летучих ножниц, работающих в режиме запусков из исходного положения. Преобразователь 19 является неизменной частью такой системы. Обрабатывая информацию о рассогласованияхл х, и/Г, (соответственно выражения (О, (3),(4) и (5)), преобразователь 19 осуществи ляет оптимальное по быстродействию управление скоростью и положением каретки. В течение цикла реза с помошью преобразователя 19 поддерживается исходное состояние Д, х 0,SjV О, пока место заданного реза недостаточно приблизилось к точке производится запуск двигателя 13 в момент, когда упреждение имеет оптимальную величинуд х (4-,v )2 ГиТТ g - -,. Vj, так как -v т.е. в момент, когда от места з заданного реза до точки схостается отрезок пути, равный по величине пути, проходимому кареткой при Синхронизации с заготовкой (точка а на графике А фиг.2); в ходе ра гона поддерживается условие . при котором уск -7j;r|-. рение остается заданным v lvj|; в момент синхронизации, когда 0 и .jV О, производится отключение ускорения (точка б фиг.2), и вьщает команда на рез; по которой вспомога тельными приводами станка отрабатыв ется ряд следукщих друг за другом о раций; механизм 10 производит зажим заготовки, и датчик 1I выдает коман ду зажим, по которой из сумматора 22 в счетчик 17 поступает задание АдХ (точка на фиг.2); производится отрезание двух заготовок отрезш 1ми головками 8 и 9; механизм iO разжи ется, и датчик 11 выдает команду разжим ; по команде разжим начин ется реверс привода каретки с подде нием постоянного ускорения v (vL (точка г фиг.2); скорость обратиого хода каретки ограничивается предель i ной величиной v -jv, {(точка д на фиг.2); при подходе каретки к исходному положению на расстояние M-VI -;j;T|- Vi где/12У - V I v I , равное пути, проходимому кареткой при торможеНИИ с ускорением (, включается торможение (точка е фиг.2); в ходе которого поддерживается условие , ... - 510гПЛ,У , при котором 2|v;i ускорение сохраняется заданным v по сигналу датчика 12 из задатчика 15 в счетчик I8 параллельным кодом вводится число, соответств ющее расстоянию от датчика 12 до исходного положения, чем устраняется возможность накопления в счетчике 18 погрешности интегрирования; с моменiTa выполнения условия Л х Oj/loV 0 (точка ж на фиг.-2) поддерживается исходное состояние привода. На этом цикл реза заканчивается. Начинается новый цикл и т.д. С момента t..g nocTymieHHH команды дефект от дефектоскопа 3 в блок 21, производится отработка оптимального раскроя. При этом продолжают совершаться циклы реза, не отличающиеся от указанного, и только изменяются задания АдХ. Элементами блока 21 в 1полняются математические операции, в результате которых вычисАяются величины корректнруихцнх приращений 6 к каждому измененному заданию (2). Сумматор 23 по команде дефект производит вычисление величины I ,X So4X3 , (М e So Lg-Cn-Dl - l, (7) Код величины S с выхода сумматора 23 поступает на вход сумматора 24. Последний запоминает ее и вцдает на вход функционального преобразовате ля 25, который выполнен, например, на основе регистра-с числом разря- . дов на два меньшим, чем у сумматора 24. . .Характеристику преобразователя 25 можно описать выражением S s при е(гп) s в71 1 8-1,-. - Величина ®5 Si - выхода блока 25 поступает на вход блока 26 огра(ичения,характеристику которого описывает выражение На второй выход ограничителя 26 выдается величина - б . По программе минимум коррекций величина б в через переключатель 29 поступает на вход сумматора 22, на другой вход которого с выхода задатчика 20 поступает задание мерного реза. Задание на первый корректируемый Ц 12 в. рез ЛоХ по сигналу зажим выдается параллельным кодом в счетчик 17. Затем,например по сигналу разжим, величина - fl с второг выхода ограничителя ;26Через переклю чатель 29 поступает на вход сумматора 24. Вычисленная сумматором 24 поступает на величина вход ограничителя 26. Величина 0 02 выхода ограничителя 26 через переключатель 29 поступает на вход сумматора 22.Последний вычисляет задание на второй корректируемый рез 1.+ которое по сигналу зажим вводится в счетчик 17. Величина &2 ° сигналу разжим вводится в сумматор которым вычисляется величина S e ®7 поступающая на вход преобразователя 25 и т.д. В общем случае, перед К резом величина на k-1 6. (10) 245 5,выходе сумматора 1 При выборе программы минимум отклонения выход делителя 28 подключен на вход сумматора 22, а выходы ограничителя сигналов 26 отключены. Поэтому на выходеусумматора 24 сохра няется величина S, а на выходе пре образователя 25 величина в. Послед няя поступает на вход делителя, 28. Вычисленное последним приращение поступает на вход суммаИ используется для вычисления задания ДдХ к каждому из п кор ректирующих резов. Независимо от выбр|1нной программы счетчик 27, включаемый командой дефект, считает резы, напрш ер по числу сигналов разжим, и после п-го реза дает команду на обнуление сумматора 24 и отключается. На .вход сумматора 22 поступает величина . Происходят мерные резы до пос тупления новой команды дефект. Описанный процесс оптимального ра скроя может быть представлен в виде блок-схемы алгоритма работы вычислительного блока 21 (фиг.З), на которой блоки алгоритма обозначеш 1 так же, как соответствукицие блоки устрой ства (фиг.1).
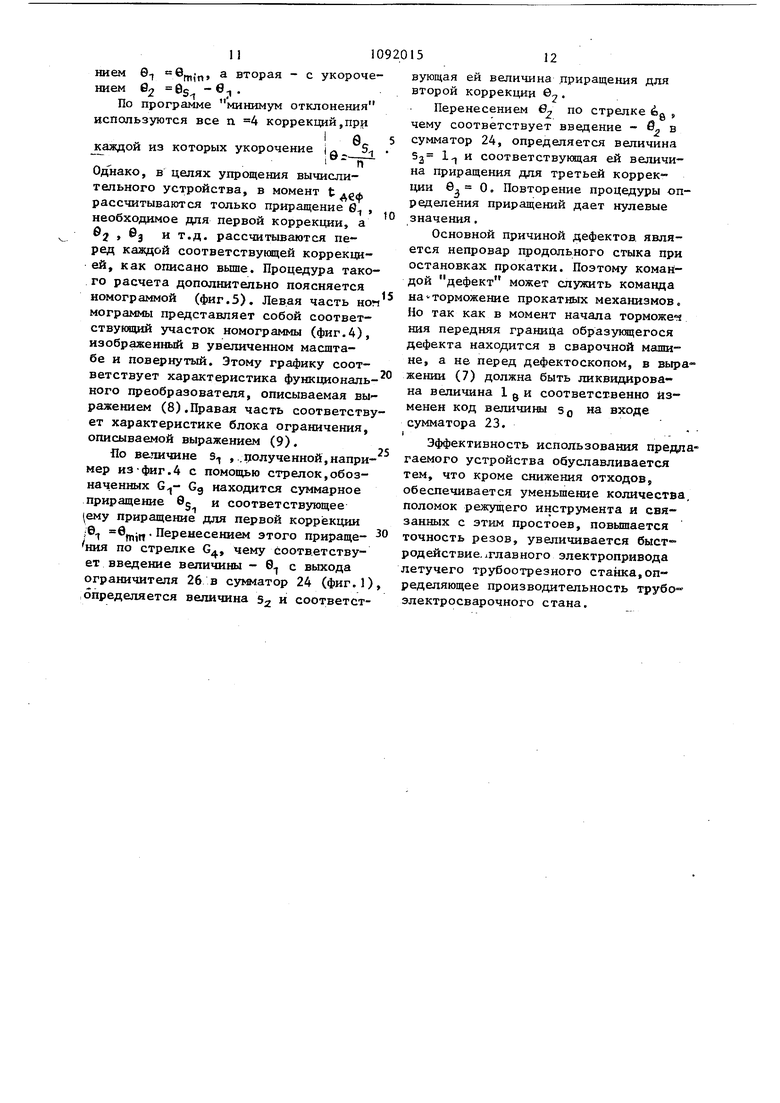
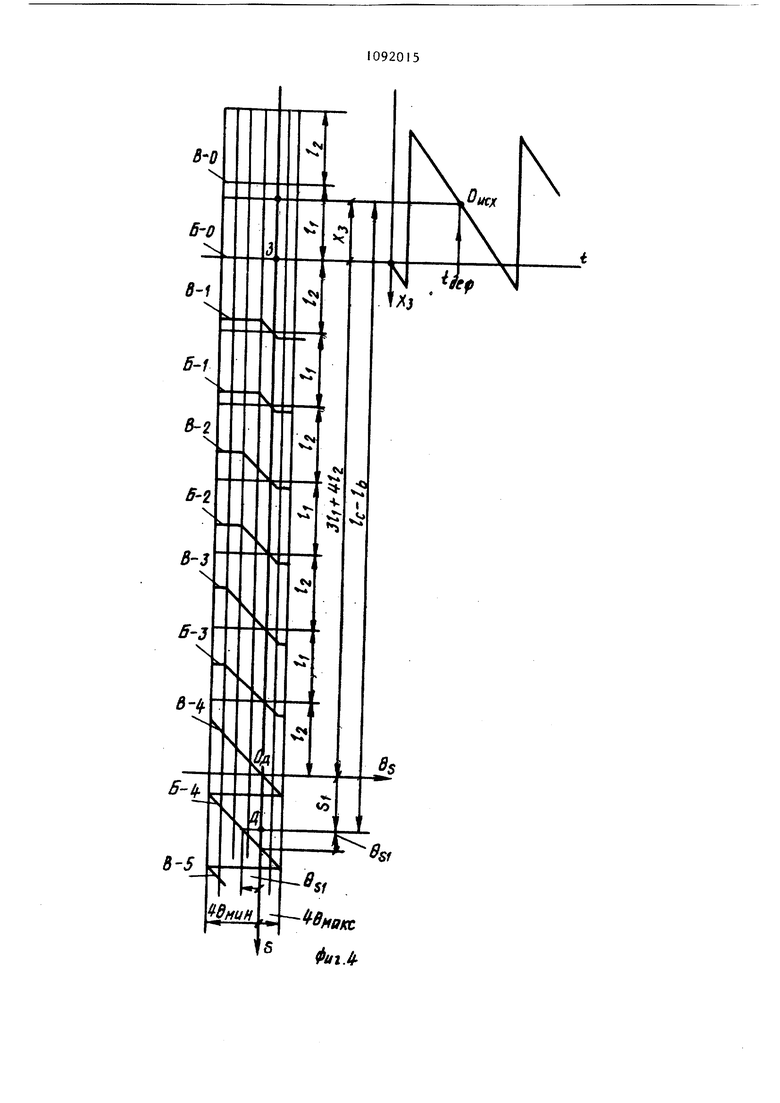
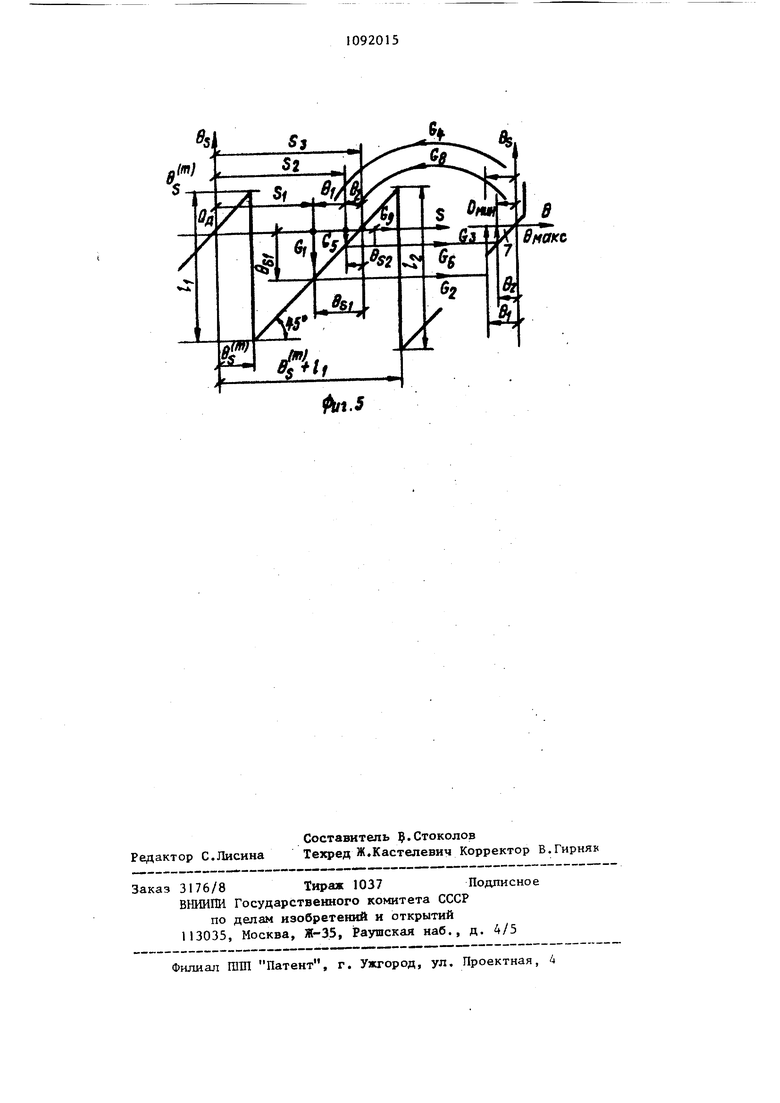
Наглядное обоснование метода оптимального раскроя и математических операций, производимых устройством 21, дают номограммы (фиг.4 и 5). На фиг.4 в системе координат,привязанной к заготовке, изображены: граПо программе минимум коррекций
0с
приращение
показанное для примера на фиг.4, может быть выполнено за две коррекции в сторону укорочения (6g б ), из которых одна коррекция будет с максимальным укороче1510 , фик колебаний точки 0„ , которому соответствует график А (фиг.2) и семейство графиков от Б-1 до Б-4 и от В-1 до В-4 - зависимостей допустимого для 1-4 резов суммарного приращения 0$,дп от заданного суммарного приращения вд (фиг. 4). При первом корректируемом резе приращение ограничено пределами допуска на дойну трубы (график В-1, относящийся к первой, и график В-1, относящийся к второй отрезной головке),при втором резе 2бт..ло/20 графики В-2 и В-2), при третям резе Зе.в5 36 (графики Б-3 и В-3). оп При п-ом, в данном случае четвер втлп ло„ 4е (графики том резе Б-4 и В-4), в указанных пределах укладывается длина заготовки ( ™ большая из величин 1 и 12 (обычно 1- l Это означает, что испо-льзуя п кор;рекций можно подвести одну или другую отрезную головку к точке Д - передней границе дефектного участка прв любом ее положении. Номограмма (фиг.4) соответствует конкретному примеру выполнения с п 4. В мом.ент координата х (отклд нение точки точки 3 заданного до ) имеет некоторую случайную величину. В этот момент точка Д совпадает с положением дефектоскопа, т.е. находится от 0 до расстоянии 1с 10. Расстояние от 3 до Д можно представить состоящим из отрезка 3 - Од длиной (п-1) п 1 и переменной её личины 5 . Величина з , на основ шш вышеуказанного и из соответствую няцей этому размерной цепи на фиг.4, находится в форме выражения (6). Номограмма (фиг.4) позволяет рассчитать все параметры оптимального раскроя уже в момент t.g. Так, по положению точки О, , зафиксированному в момент , находится на рас1о ОТ нее точка Д с стоянии координатами S-, з (начало координат в Од). а вторая - с укорочеПо программе минимум отклонения используются все п 4 коррекций,при I 3 каждой из которых укорочение j Q 5-, - П Однако, в целях упрощения вычислительного устройства, в момент t Ag рассчитываются только приращение 0 , необходимое для первой коррекции, а 0 3 и т.д. рассчитываются перед каждой соответствунщей коррекцией, как описано выше. Процедура такого расчета дополнительно поясняется номограммой (фиг.5). Левая часть ном мограммы представляет собой соответствующий участок номограммы (фиг.4), изображенный в увеличенном масштабе и повернутый. Этому графику соответствует характеристика функционального преобразователя, описываемая вы ражением (8).Правая часть соответству ет характеристике блока ограничения, описываемой выражением (9). По в&гшчине 3 ,..полученной,например из-фиг.4 с помощью стрелок,обозначенных G,,- Gg находится суммарное приращение и соответствующее (ему приращение для первой коррекции /е Перенесением этого приращения по стрелке G чему соотв.етствует введение величины - 0 с выхода ограничителя 26 в сумматор 24 (фиг.1) определяется величина Зд и соответствующая ей величина приращения для второй коррекции в. Перенесением в по стрелке eg , чему соответствует введение - б в сумматор 24, определяется величина 52 1-J и соответствукицая ей величина приращения для третьей коррекции 6, 0. Повторение процедуры определения приращений дает нулевые значения, Основной причиной дефектов, является непровар продольного стыка при остановках прокатки. Поэтому командой дефект может служить команда наТорможение прокатных механизмов. Но так как в момент начала торможения передняя граница образукнцегося дефекта находится в сварочной машшне, а не перед дефектоскопом, в выражении (7) должна быть ликвидирована величина 1g и соответственно изменен код величи№1 So на входе сумматора 23. i . Эффективность использования предлагаемого устройства обуславливается тем, что кроме снижения отходов, обеспечивается уменьшение количества, поломок режущего инструмента и связаниых с этим простоев, повышается точность резов, увеличивается быстродействие, главного электропривода летучего трубоотрезного станка,определяющее производительность трубо™ электросварочного стана.
ДГ,,Л
V JTl Г t7lЧ
X г 71 п
сИ I
TexHO/tDiut ecKuu процесс
С 5;/J,.
J 4/X
Sf So fX-42X| 2X ЙЗ
««M
I
,
;Hw/rc| L,..-..jr.«L:-.у-.1
-Lii-L2(
20.22
заданил &o 8 счетчик i7
HUHUMUH,
обнуление
wi)p(Kwu З енентоо
2f4 и 27
fut.J
г5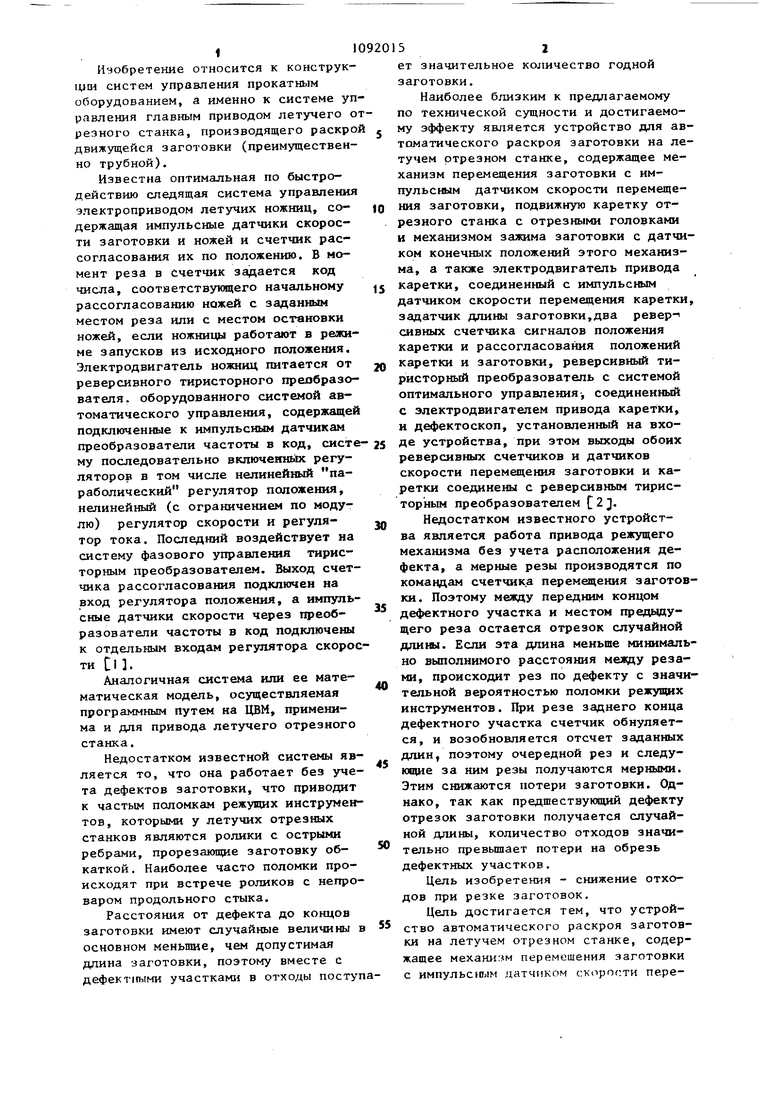


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для автоматического раскроя заготовок на летучем отрезном станке | 1985 |
|
SU1284740A1 |
| Автоматическая линия для производства сварных труб | 1977 |
|
SU738713A1 |
| Система для автоматической отбраковки труб | 1983 |
|
SU1101308A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для определения режимов резьбошлифования | 1986 |
|
SU1386960A2 |
| Устройство для автоматизации разбраковки проката | 1977 |
|
SU659219A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
УСТРОЙСТЮ АВТОМТИЧЕСКОРО РАСКРОЯ ЗАГОТОВКИ НА ЛЕТУЧЕМ ОТРЕЗ НОМ СТАНКЕ, содержащее механизм перемещения заготовки с импульсным датчиком скорости перемещения заготовки, подвижную каретку отрезного станка с отрезными головками и механизмом зажима заготовки с датчиком конечных положений этого механизма,а также электродвигатель привода каретки, соединенньй с импульсным датчиком скорости ее перемещения,задатчик длины заготовки, два реверсивных счетчика сигналов положения каретки и рассогласования положений каретки и заготовки, реверсивный тиристорный преобразователь с системой оптимального управления, соединенный с электродвигателем привода каретки, и, дефект о скоп, установленный на входе устройства, при этом выходы обоих реверсивных счетчиков И: датчиков скорости перемещения заготовки и каретки соединены с реверсивным тиристорным преобразователем, отличающееся тем, что, с целью уменьшения количества отходов при раскрое заготовок путем позиционирования реза по передней границе дефектного участка, оно снабжено блоком разделения импульсов и вычислительным блоком, выполненным в виде соединенных собой трех сумматоров, один из (П которых - накапливающий, функционального преобразователя, ограничителя сигналов, счетчика коррекций, делителя предельного числа коррекций а и переключателя программы, причем входы вычислительного блока соединены с дефектоскопом, выходами обоих реверсивных счетчиков, задатчиком СО длины и датчиком конечных положеьо 1ШЙ механизма зажима, а выход вычислительного блока подключен к счетчику сигналов рассогласования положеСП ний каретки и заготовки, при этом входы блока разделения импульсов соеди нены с датчиками скорости перемещения заготовки и каретки, а выходы - с входами обоих реверсивных счетчиков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кулесский Р.А., Шубенке В.А | |||
| Электроприводы постоянного тока с ци(овым управлением | |||
| М., Энергия, 1973, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
