Известны четырехроликовые центрователи прошивных и обкатных станов трубопрокатных агрегатов. Однако онн имеют ряд недостатков, а именно:
а)наличие большого количества шарниров, выполненных на подшипниках скольжения и воспринимаюш,их ударные нагрузки, возникающие при работе центрователя. Шарниры рычажной системы быстро разрабатываются, что приводит к неточной центровке стержня. Последнее ведет к увеличению разностенности труб;
б)отсутствие устройства для компенсации неточности изготовления элементов центрователя, что также приводит к неточной центровке стержня с оправкой;
в)центрователи имеют совмещенные оси качания верхних и нижних рычагов, что делает невозможным установку этих рычагов на подщипниках качения. Втулки, на которых установлены рычаги, быстро выходят из строя.
Описываемый четырехроликовый центрователь лишен указанных недостатков.
Отличительной особенностью четырехроликового центрователя является то, что при.менены зубчатые передачи и каждый рычаг, несущий ролик, имеет свой вал, установленный на подщипниках скольжения. Предусмотрена также компенсация неточностей изготовления отдельных элементов механизма.
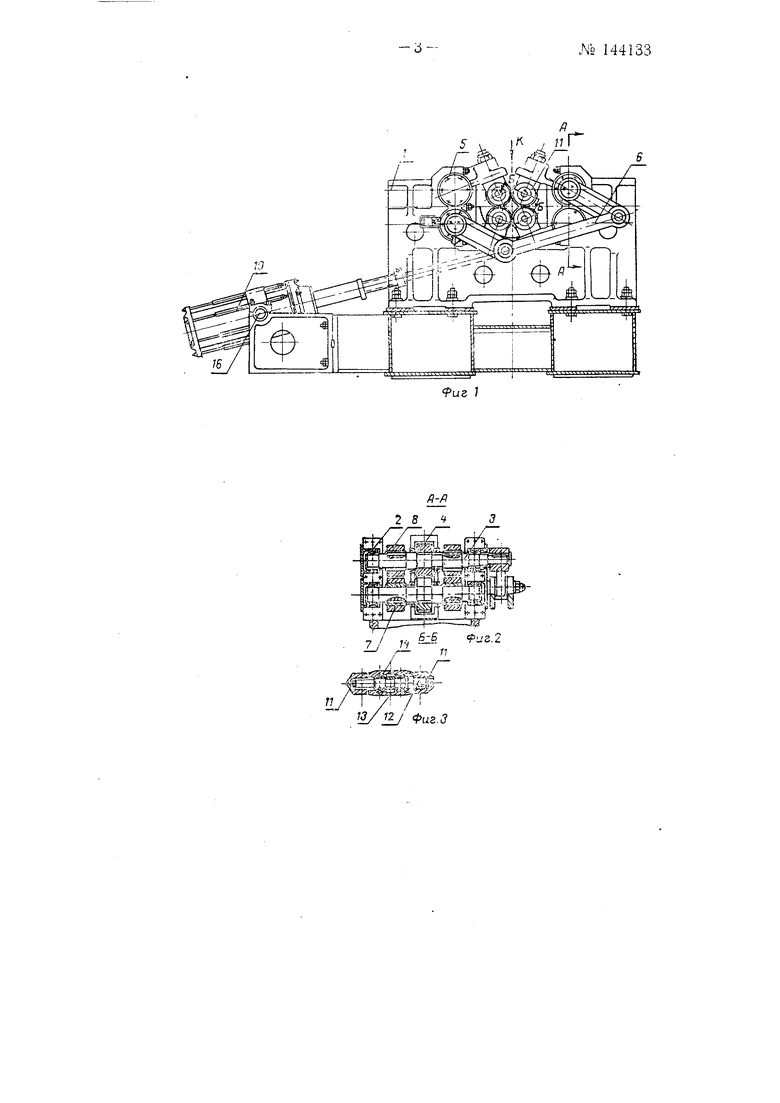
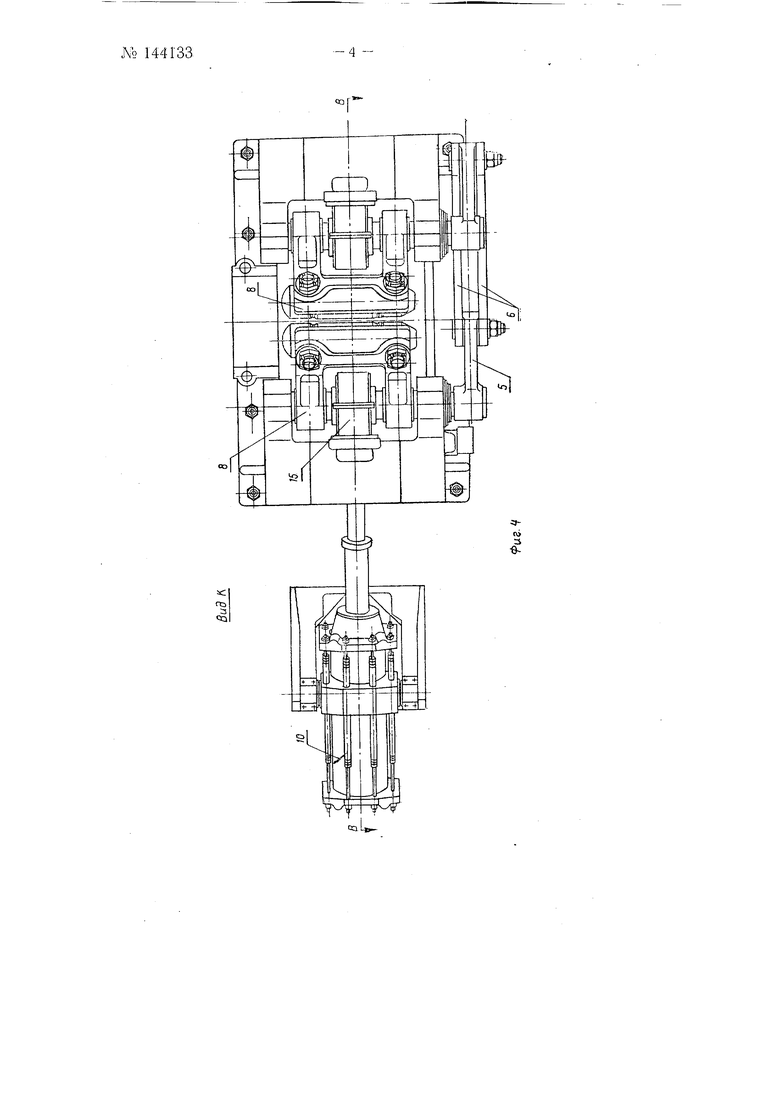
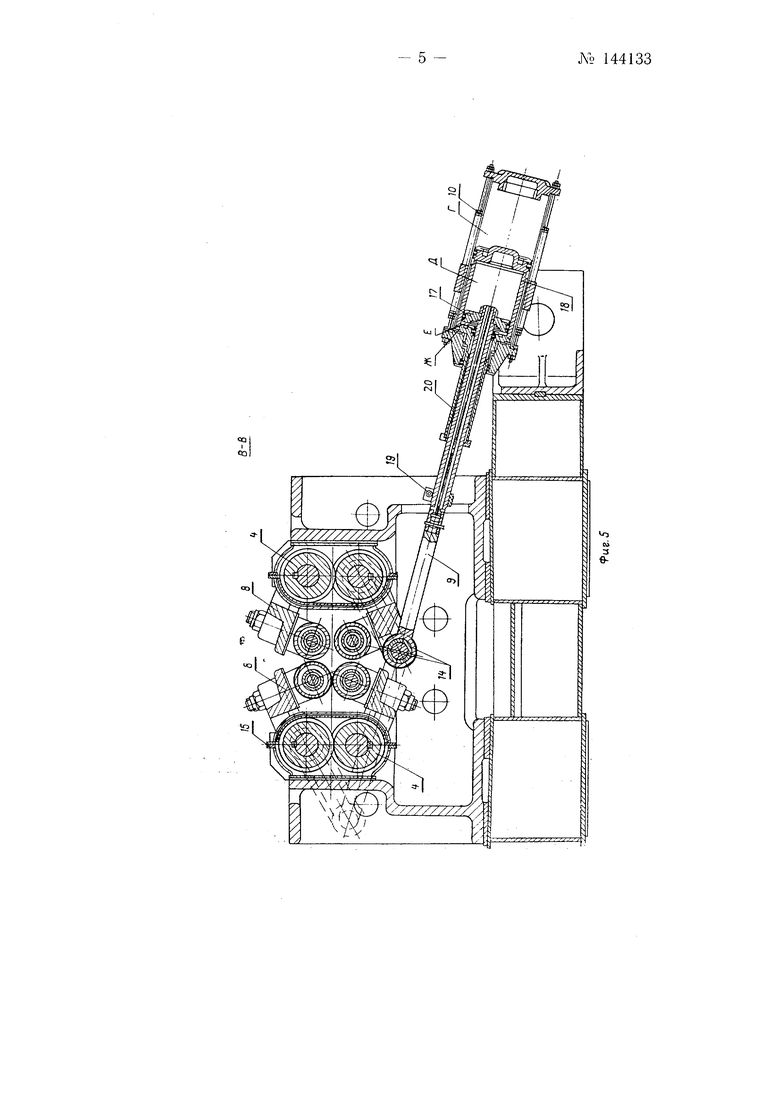
На фиг. 1 изображен общий вид четырехроликового центрователя; па фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3- то же, разрез по Б-Б на фиг. 1; на фиг. 4 - вид по стрелке К. на фиг. 1; на фиг. 5 - разрез по В-В на фиг. 4.
В расточках станины / па подшипниках 2 качения установлены четыре вала 3, связанные между собой попарно шестернями 4. Па нижАО 144133-2нем и верхнем нравом валах (см. фиг. 1) установлены рычаги 5, шарнирно связанные между собой двумя тягами 6, На валах 3 на нрессовых посадках и шнонках установлены втулки 7, на которые на скользящей посадке надеты рычаги 8. После выверки всех элементов центрователя рычаги 8 привариваются к втулкам 7 и образуют с ними одно целое.
Нижний правый рычаг 8 (см. фиг. о) имеет приливы с расточками, служащие для соединения рычага со штоком 9 двухпоршневого пневматического цилиндра 10. На всех рычагах 8 установлены корпуса 11, несущие на себе оси 12. На осях 12 с помощью подшипников 13 качения смонтированы ролики центрователя У4. Шестерни 4 закрыты от нагревания проходящей через це трователь прокатываемой трубы водоохлаждаемыми корпусами 15. Двухпорщневой цилиндр 10 установлен в подшипниках 16.
Центрователь работает следующим образом. При центровке стержня сжатый воздух подается в полости Г и Д. Оба поршня 17 и 18 двухпоршневого цилиндра 10 при этом перемешаются влево и через шестерни 4 и рычажную систему (рычаги 5 и тяги 6) сводят ролики центрователя М до упора в стержень. При подходе к центрователю прокатываемой трубы полость Д двухпорщневого цилиндра сообщается с атмосферой, а в полость подается сжатый воздух, при этом поршень J7 перемещается вправо до упора гайки 19 в торец штока 20. Ролики центрователя приоткрываются, образуя собой роликовую проводку, в которую проходит прокатываемая труба Величина открывания роликов регулируется изменением положения гайки 19 на щтоке .9.
По окончании прокатки трубы сжатый воздух подается в полость Ж двухпоршневого цилиндра, а полость Г соединяется с атмосферой, в результате чего поршень перемещается вправо, а ролики полностью открываются, что дает возможность выбрасывателю заднего стола выбросить трубу на наклонную решетку.
НИИтяжмаш отмечает оригинальность кинематической схемы центрователя и что применение этой конструкции позволит улучшить центровку стержней прошивных и обкатных станов, а следовательно, уменьшить разностенность прокатываемых труб.
Предмет изобретения
1.Четырехроликовый центрователь поршневых и обкатных станов трубопрокатного агрегата, отличающийся тем, что, с целью повышения работоспособности механизма и точности центровки, применены зубчатые передачи.
2.Четырехроликовый Центрователь по п. 1, отличаюшийся тем, что в нем каждый рычаг, несущий ролик, имеет свой вал, установленный на подшипниках качения.
3.ЧетырехроликоБЫЙ центрователь по пп. 1 и 2, отличающийся тем, что в нем предусмотрена компенсация неточностей изготовления отдельных элементов механизма.
I -- - CL -I
fji
LVМ Д{Ц Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный патрон для станов холодной прокатки труб с гидравлическим приводом | 1959 |
|
SU121428A1 |
| ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1962 |
|
SU158249A1 |
| Гидравлическое предохранительное устройство | 1958 |
|
SU121427A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Устройство для пружинного уравновешивания шпинделей прошивного стана трубопрокатного агрегата | 1961 |
|
SU145516A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Центрирующее устройство трубопрокатного стана | 1983 |
|
SU1090468A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |