Известны линии прокатных станов с осевой выдачей труб, оборудованные с входной стороны косо установленными роликами.
Особенность описываемой линии прокатных станов состоит в том, что она снабжена быстродействующим одноцилиндровым упорно-регулировочным механизмом, состоящим из станины, упорной головки и механизмом, состоящим из станины, упорной головки и механизмов ее вращения и перемещения, а также устройством для перехвата стержня и фрикционным механизмом выдвижения оправки со стержнем по обе стороны стана. Линия прокатных станов такой конструкции сокращает вспомогательное время прокатки.
Кроме того, для упрощения конструкции предлагаемая линия прокатных станов может быть оборудована четырехроликовым центрователем с одним пневмоцилиндром и ограничителем хода.
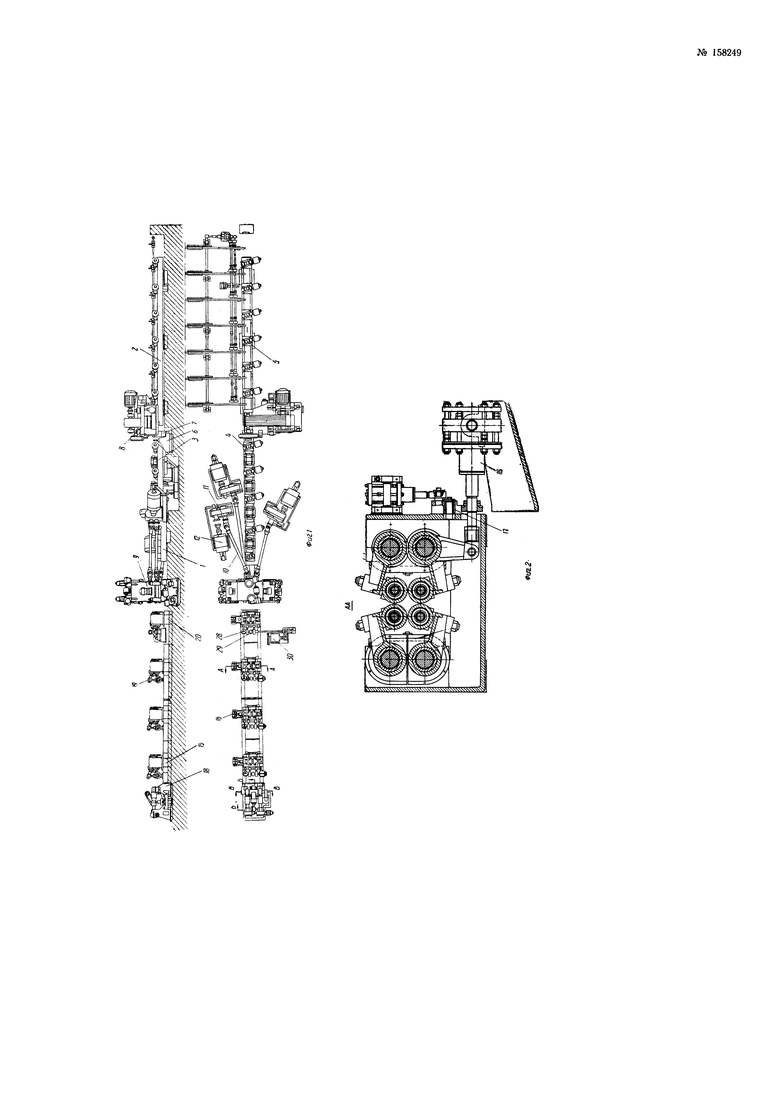
На фиг. 1 изображена описываемая линия стана винтовой прокатки в двух проекциях; на фиг. 2 - разрез по АА на фиг. 1; на фиг. 3 - разрезы по ББ и ВВ на фиг. 1; на фиг. 4 - механизм перехвата стержня с разрезом по ГГ.
Входная часть линии прокатного стана представляет собой две рамы 1 и 2, на первой из которых установлены легкосменные неразъемные проводки 3 и развернутые на 15° приводные ролики, 4, а на второй - приводные ролики 5. Развернутые ролики сообщают задаваемой трубе движение по винтовой линии, что способствует ее захвату валками стана. Между входными рамами монтируется упор 6, зажим 7 трубы и пила 8, предназначенные для отрезки неравных концов трубы перед прокаткой ее на стане.
Прокатный стан представляет собой рабочую клеть 9 с тремя поворотными валками, каждый из которых имеет индивидуальный привод, состоящий из шпинделя 10, одноступенчатого редуктора 11 и электродвигателя 12. В проводке 13 клети вмонтировано устройство 14 для перехвата стержня, уменьшающее вспомогательное время прокатки. Выходная часть линии состоит из сварной рамы 15 и четырехроликовых центрователей с рабочим пневмоцилиндром 16. Во время установки роликов центрователя на прокатываемую трубу срабатывает ограничитель хода 17 рабочего цилиндра. Кроме того, выходная часть линии стана содержит упорно-регулировочный механизм 18, ролики 19 выдачи трубы и механизм 20 выдвижения стержня с оправкой из очага деформации на входную или выходную части стана и возврата стержня с новой оправкой в очаг деформации. Отпирание упорной головки 21, ее отбрасывание, возвращение в исходное положение и запирание осуществляются с помощью пневмоцилиндра 22. В механизм вращения упорной головки входят также зубчатые секторы 23, валы 24, 25 и захват 26. При движении штока пневмоцилиндра 22 вверх поворачивается захват, отпирая упорную головку. При дальнейшем движении штока поворачивается упорная головка, захваченная выступами 27 вала 24. Закрытие и запирание упорно-регулировочного механизма происходит в обратной последовательности при движении штока пневмоцилиндра вниз.
Механизм выдвижения стержня состоит из качающихся посредством пневмоцилиндра 28 роликов 29 и привода 30. Прокатанная на предыдущем стане труба сбрасывается на ролики входной стороны стана, где при необходимости срезается ее передний край. Труба по рольгангу задается в обкатный стан. После обкатки передний конец стержня захватывается механизмом перехвата, открывается упорно-регулировочный механизм и труба выбрасывается в приемный желоб. Во время выдачи трубы стержень перехватывается первым центрователем и раскрывается механизм перехвата стержня. После выдачи трубы закрывается упорно-регулировочный механизм и в стан задается очередная труба.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |


1. Линия стана винтовой прокатки с осевой выдачей труб и косо установленными роликами с входной стороны стана, отличающаяся тем, что, с целью сокращения вспомогательного времени прокатки, она снабжена быстродействующим одноцилиндровым упорно-регулировочным механизмом, который состоит из станины, упорной головки и механизмов вращения и перемещения (по оси прокатки) упорной головки, устройством для перехвата стержня и фрикционным механизмом выдвижения оправки со стержнем на входную или выходную стороны стана, который состоит из качающихся с помощью пневмоцилиндра роликов и их привода.
2. Линия стана винтовой прокатки по п. 1, отличающаяся тем, что, с целью упрощения конструкции, она снабжена четырехроликовым центрователем с одним пневмоцилиндром с ограничителем хода.
