Известны способы автоматического регулирования индукционного высокочастотного нагрева стальных изделий, например, с применением автоматических фотометрических пирометров или путем дозирования времени нагрева до заданной температуры с помощью реле вре,мени.
Известные способы не обеспечивают устойчивое и точное поддержание заданной температуры.
Предлагаемый способ повышает точность регулирования нагрева и отличается от известных тем, что сигнал для включения реле времени подают в момент потери нагреваемым изделием магнитных свойств при достижении температуры соответствующей точки Кюри. Этот момент определяют по изменению силы тока в цепи первичной обмотки понижающего трансформатора высокочастотной нагревательной установки, причем, командный импульс определяют по первой производной действующего в индукторе тока по времени.
Предлагаемый способ основан на использовании физических констант ферромагнитных материалов, подвергающихся нагреванию и известных свойств электрических цепей с железом, изменяющих свои параметры (активное и реактивное сопротивления) при изменении магнитных свойств входящего в них железа (проницаемость, магнитная индукция и электрическое сопротивление).
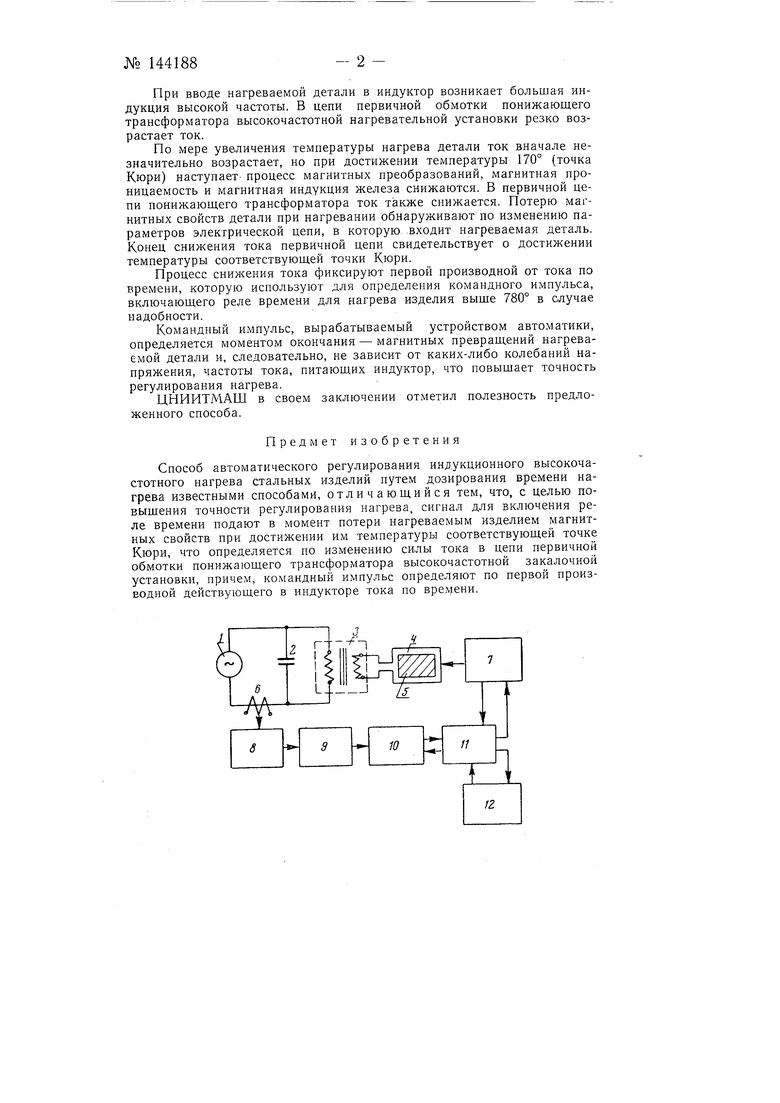
На чертеже дана принципиальная схема автоматического регулирования индукционного высокочастотного нагрева стальных изделийНа схеме обозначены: высокочастотный генератор 1, компенсирующий конденсатор 2, понижающий трансформатор 3, индуктор 4, закаливаемая деталь 5, трансформатор 6 тока, устройство 7 для автомагической смены закаливаемых деталей, входной блок 8, блок 9 подачи командного импульса, усилитель JO, электрическая схема // устройства автоматической смены деталей, блок 12 дозирования времени.