Известно использование для автоматического контроля температуры свойства ферромагнитных материалов резко изменять свою магнитную проницаемость при нагреве до температуры точки Кюри.
Предлагаемый способ отличается от известных тем, что используется нелинейная зависимость R(Q) электрического активного сопротивления стальной детали от температуры ее нагрева вблизи точки Кюри. Использование резкого изменения (в этой точке) крутизны характеристики R(Q) путем выделения из полного тока (нагревающего деталь) его активной составляющей с последующим дифференцированием этой составляющей тока по времени создает положительный эффект, давая возможность получить командный импульс без специальных датчиков.
На чертеже изображена блок-схема автоматизации процесса индукционной закалки детали.
Предлагаемый способ основан на использовании физических констант ферромагнитных материалов, подвергающихся нагреванию (закаливаемой детали) и некоторых свойств электрических цепейПри нагревании стали до температуры, соответствующей точке Кюри (768-780°), изменяется ее магнитная проницаемость и удельное электрическое сопротивление. При повышении температуры стали выше точки Кюри происходит резкое снижение магнитной проницаемости сталиПредлагаемый способ основан на получении управляющего импульса, соответствующего 900° температуры нагрева стали, по резкоjMy прекращению увеличения ее удельного сопротивления.
№ 146208- 2 Слежение за изменением удельного сопротивления нагреваемой стали легко может быть осуществлено ио активной составляющей тока и индуктора или первичной цепи понижающего трансформатора, питающего индуктор.
При отсутствии закаливаемой детали в индукторе активная составляющая тока относительно мала; она обусловлена потерями энергии, рассеиваемой в обмотках трансформатора, индуктора, конденсаторов и кожухе устройства. Основная часть тока состоит из реактивной составляющей, обусловленной намагничиванием трансформатора и потреблением реактивной энергии индуктором.
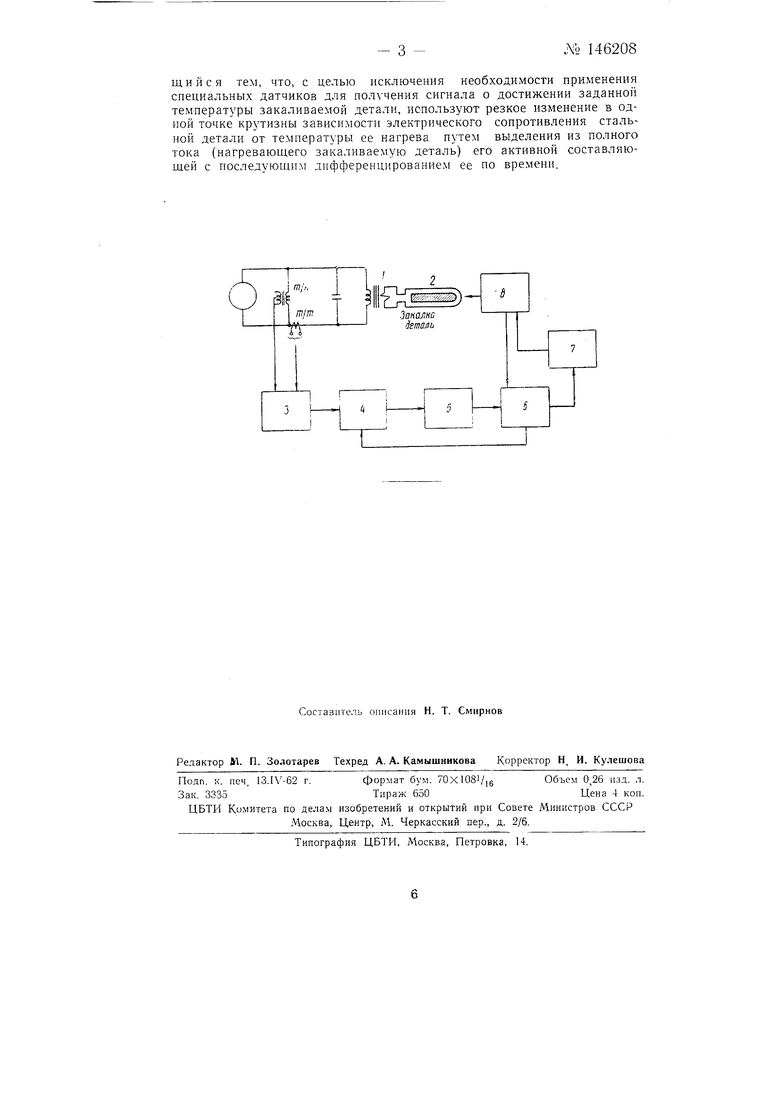
При вводе холодной детали в магнитное поле индуктора, имеющей малое начальное удельное электрическое сопротивление, в ней наводятся вихревые токи, нагревающие закаливаемую деталь. Вследствие возрастания рассеиваемой в детали энергии в первичной uenii трансформатора резко возрастает активная составляющая тока. Однако по мере прогрева детали и связанного с этим плавного возрастания удельного сопротивления активная составляющая первичного тока будет уменьщаться. При достижении критической температуры, равной 900, удельное сопротивление сразу становится неизменным; неизменной становится и активная составляющая тока. Если зафиксировать момент прекращения снижения активной составляющей тока, то этот момент будет соответствовать достижению температуры нагрева для закалки- Изменение активной составляющей тока предлагается контролировать по изменению производной этого тока по времени-ттНа чертеже изображена блок-схема автоматизации процесса индукционной закалкиТок и напряжение первичной цепи трансформатора /, питающего индуктор 2, подаются в векторный блок 5, в котором выделяется активная составляющая тока /« / cos ф.
Выделенная активная составляющая тока поступает в блок, где
выделяется первая производная активной. составляюп:,си тока ,Сигнал, пропорциональный первой производной активной составляющей тока, усиливается специальным усилителем, на входе которого установлено электромагнитное реле 5.
При появлении производной активной составляющей тока (на процесс повыщепия тока усилители не реагируют) реле 5 срабатывает и подготавливает электросхему 6 автоматики к выдаче управляющего импульса в схему 7 технологической автоматики. При достижении температуры нагрева закаливаемой детали 900° снижение активной составляющей тока прекращается и реле 5 отпускает, при это.м в электросхему 8 автоматики технологической машины поступает управляющий импульс.
Нагретая деталь падает в масло, а следующая деталь вводится в индуктор, и процесс повторяется.
Предлагаемый способ получения командного импульса не зависит от состояния внещних условий- колебания напряжения и частоты в сети, значения температуры окружающей среды, и конфигурации детали, а определяется физической константой сталиПредмет изобретения
Способ получения командного импульса для автоматизации процесса ипдукционного нагрева стальных деталей, основанный на изменении физических констант при из.менении температуры, отличаюdJa
щ и и с я тем, что, с целью исключения необходимости применения специальных датчиков для получения сигнала о достижении заданной температуры закаливаемой детали, используют резкое изменение в одной точке крутизны зависимости электрического сопротивления стальной детали от температуры ее нагрева путем выделения из полного тока (нагревающего закаливаемую деталь) его активной составляющей с последующим дифференцированием ее по времени.