4
1ЧЭ
со ч
Изобретение относится к машиностроению и может быть использовано при обработке сложных поверхностей деталей на металлорежущих станках с числовым программным управлением.
Целью изобретения является увеличение производительности обработки сложных фасонных поверхностей за счет интенсификации режимов резания,
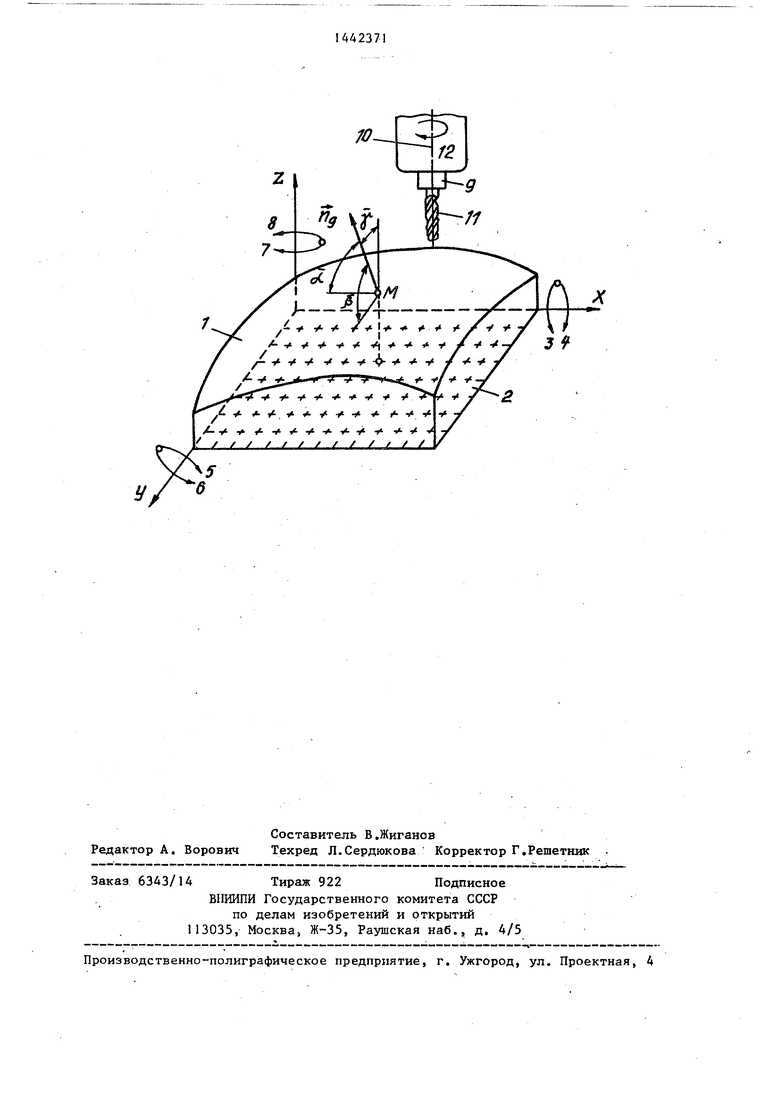
На чертеже показана схема способа ориентирования сложной поверхности детали на столе станка с ЧПУ,
По способу ориентации сложной по- верхности детали на столе станка с числовым программным,управлением фор- мообразуемый отсёк 1 обрабатьшаемой детали 2 ориентируют относительно координатных осей X, Y, Z стола станка Для этого на формообразуемом отсеке I определяют точку М, соответствую- щую точке средневзвешенного положения нормали Пй к поверхности 1 на ее сферическом отображении.
Если формообразуеммй отсек 1 поверхности детали 2 задан в декартовых координатах в параметрической форме уравнениями
X
j X(U V),
Г
(О
Y (U,; V); Z , (U,} Vg.), где X,,Y,Z g - координаты текущей
точки на формообраэуе- мом отсеке.поверхности 1 детали 2J
UQ, Уа криволинейные (гауссовы) координаты на формообразуемом отсеке поверхности I детали 2.
то уравнение единичной нормали (орта нормали) п а в произвольной точке аа поверхности 1 запишетея«так;
Изобретение относится к машиностроению и может быть использовано при обработке сложных поверхностей деталей на металлорежущих станках с числовым программным управлением. Целью изобретения является повышение производительности обработки сложных фасрнных поверхностей за счет интенсификации режимов резания. На формо- образуемом отсеке определяют точку, соответствующую точке средневзвешенного положения нормали к поверхности на ее сферическом отображении. В найденной точке отсека ставят нормаль к поверхности и установочными относительными движениями ориентируют деталь относительно шпинделя в его исходном положении так, чтобы нормаль к ней в.найденной точке бьша параллельна оси шпинделя. 1 ил. с (Л
Исходя из формулы (2) углы наклона. ным осям соответственно X , Y, б(, РР орта нормали 5 cj. к координат . i равны
ЙХ1 . И dYi . dZi
COSft
dXi dZj dX . dga dVi) dU dUq dV)
Искомое положение нормали n (2) приближенно можно определить так. Проекп по отсека 1 на координатную плоскьсть XY разбивают равномерной сетью, в узлах которой определяют координату Е текущей точки поверхности 1, после чего в каждой такой точке поверхности 1 по формуле (2) находят орт нормали Па к поверхности 1, Далее по формулам (3) -г (5) рассчитывают значения углов о(, /i , т наклона орта нормали ifd к координатным осям. Среднее арифметическое значение полученных таким образом углов d , /i ; I в каждом узле равномерной сети дает возможность определить величины трех углов V, /i и J наклона искомой нормали к координатным осям. Поскольку некоторые из углов наклона в разных текущих точках поверхности 1 равны друг другу, то,при определении среднего арифметического соответствующее значение угла следует умножить на количество его повторений (т.е. на его весовое значение), в связи с чем найденное указанным путем положение нормали средневзвешенное.
После определения нормали Пл к поверхности 1 детали 2 установочными относительными движениями 3/4, 5/6, 7/8 вокруг координатных осей соответственно X, Y, Z ориентируют деталь 2 относительно шпинделя 9 в его исходном положении так, чтобы нормаль й в найденной точке М была па25
30
раллельна оси 10 шпинделя 9. После этого деталь 2 закрепляют в таком положении, инструменту 11 придают вращение 12 и производят обработку сложной поверхности 1 детали 2.
Способ ориентирования сложной поверхности детали на столе станка с числовым программным управлением позволяет минимизировать объем обработки сложной поверхности I инстру- меитом 11 при неблагоприятной его
ориентации относительно формообразуе мой поверхности. За счет этого умень шается интенсивность изнашивания ин- 35 струмента, появляется возможность интенсифицировать режим обработки и
,тем самым увеличить производительность обработки.
Формула изобретения
Способ ориентирования сложной поверхности детали на столе станка с ЧПУ, заключающийся в ориентировании
5 формообразующего отсека поверхности детали относительно координатных осей стола станка по положению нормали к ее поверхности, совпадающем с направлением оси шпинделя станка,.о т л и 50 чающийся тем, что, с целью повьшения производительности обработки, нормаль к поверхно.сти детали устанавливают в точке, соответствующей точке средневзвешенного положе55.НИЯ нормали к поверхности на ее сферическом отображении.
| Станки с числовым программным I управлением (специализированные)./Цод ред | |||
| В.А.Лещенко | |||
| Машиностроение, 1979, с.469-489. |
