Изобретение может быть использовано при проектировании пятикоординатных фрезерных и шлифовальных станков с программным управлением для обработки пространственно-сложных криволинейных поверхностей, в том числе лопастей сборных гребньгх винтоб, поворотно-лопастных турбин и осевых насосов.
Известны станки для обработки подобных деталей, содержащие стол для закрепления детали и установленную на Крестовых санях шпиндельную бабку с вертлюгом, внутри которого размещен привод вращения инструментальной головки, поворотной вокруг двух, взаимно перпендикулярных осей.
С целью повьичёния производительности, точности и чистоты обработк в предлагаемом станке шпиндельная бабка выполнена поворотной вокруг оси, параллельной направляющим, на которых установлен стол, а инструметальная головка закреплена на нижнем конце вертлюга под углом к его оси.
На фиг.I изображен предлагаемый станок, общий вид; на фиг.2 - схема общего устройства шпиндельной бабки; на фиг.З - бабка, установленная в исходное (нулевое) положение; на фиг.4 и 5 - схема обработки.
По общей компоновке предлагаемый станок может быть спроектирован в нескольких исполнениях. В случае портальной компоновки (см. фиг.1) н направляющих станины 1 установлен стол 2, который может перемещаться по координате X . Обрабатьшаемая деталь, например лопасть 3 сборного гребного винта, поворотно-лопастной турбины или осевого касоса, закреппляется в приспособлении 4, которое ориентирует ее в определенном положнии, а также позволяет повернуть на угол 180 ° для обработки противополоной стороны без снятия детали. На нправляющих неподвижной поперечины 5 ( координата У) установлены крестовые сани 6, несущие вертикальноподвижной ползун 7 ( координата Z.) , в нижней части которого закреплена ось 8 поворота шпиндельной бабки 9 расположены ее круговые направляющие.
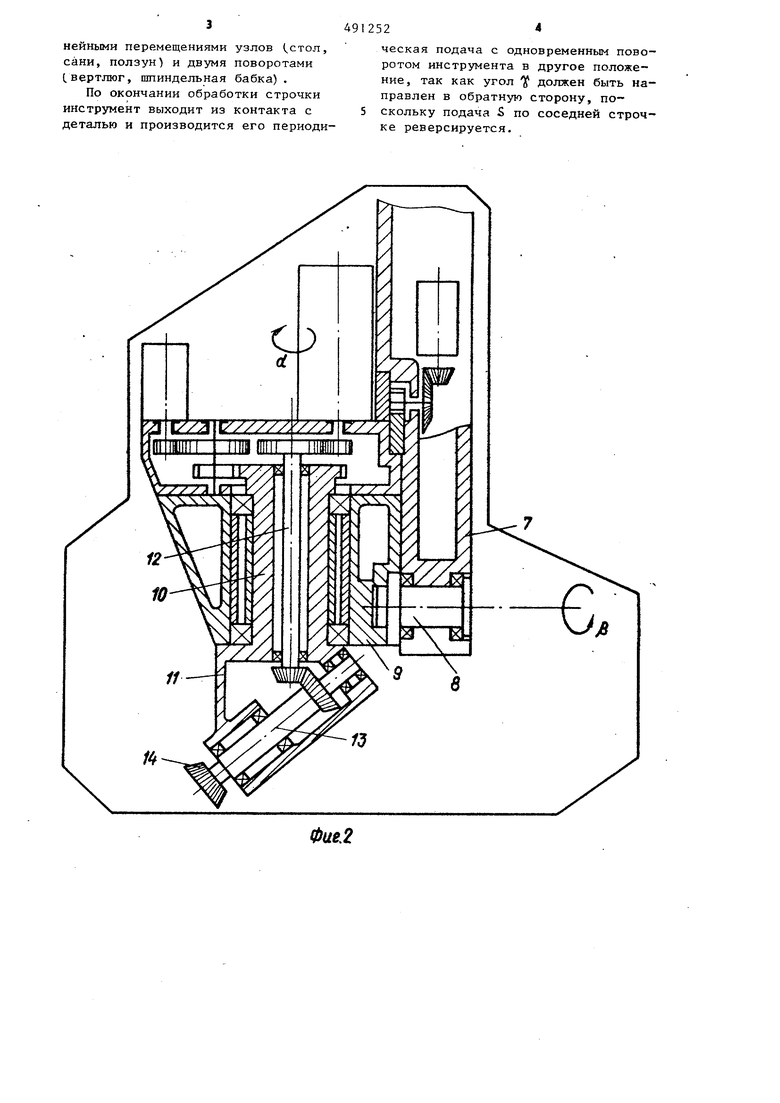
Вертлюг 10, встроенный в шпиндельную бабку (см. фиг.2), жестко
соединен с инструментальной головкой I1, имеющей возможность поворачиваться на неограниченный yrond. вокруг оси 12 вертлюга, внутри которого проходит привод вращения шпинделя. Ось 13 шпинделя расположена под определенным углом У к оси 12 вертлюга (см. фиг.З), а угол (3 поворота шпиндельной бабки в общем случае (для обработки симметричных деталей) равен 2. Изображенная конструкция позволяет осуществить наибольпшй угол не менее 50, а наибольший угол |Ь- на менее 100°.
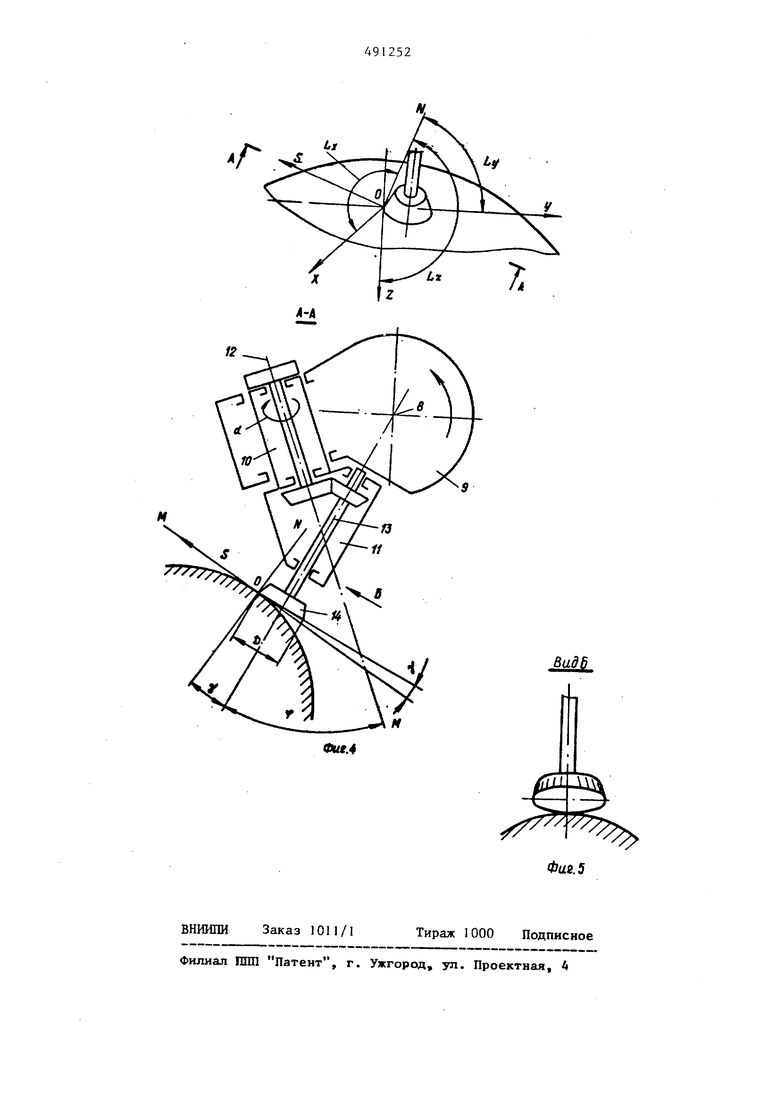
Как видно из схемы обработки (см. фиг.4 и 5), инструмент 14, имеющий плоскую торцовую рабочую поверхность, контактирует с обрабатьшаемой деталью в точке О и наклонен к нормали N и к касательной плоскости ММ под некоторым угломУ , необходимым как для вписывания фрезы в вогнутую поверхность, так и для снижения нагрузки на инструмент. При этом ось вращения инструмента (шпиндели 13) находится в одной плоскости с нормалью N и с направлением траекторной подачи S.
Станок работает следующим об-
0 разом. Рабочие узлы приводятся в нулевое положение, которое изображено на фиг.З для четырех координат станка. По координате X ходом стола устанавливают технологичес-.
кую базу обрабатьшаемой детали на ну-. левом расстоянии от плоскости VZ в которой расположены ось 12 вертлюга и ось. 13 шпинделя.
В соответствии с программой инструмент подводят к исходной точке контакта с обрабатьшаемой поверхностью ( точка О на фиг.5).
Включают траекторную подачу S , вследствие чего точка О перемещается по обрабатываемой поверхности с подачей вдоль выбранного направления строчки, которое в проекции на плоскость ХУ может быть дугой окружности (описанной, например, из цент-
0 ра вращения гребного винта), прямой или произвольной линией. Каждой последовательной точке контакта От -От.O5...0fi соответствует определенное положение рабочих узлов станка, одновременно перемещаемых по программе в соответствии с алгоритмом, связывающим координаты этой точки и узлы наклона ее нормали N с тремя ли49нейными перемещениями узлов (,стол, сани, ползун) и двумя поворотами (.вертлюг, шпиндельная бабка) . По окончании обработки строчки инструмент выходит из контакта с деталью и производится его периоди12524ческая подача с одновременным поворотом инструмента в другое положение, так как угол У должен быть направлен в обратную сторону, поскольку подача S по соседней строчке реверсируется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |

СТАНОК ДЛЯ ПЯТЖООРДИНАТНОЙ ОБРАЮТ*СИ ВРАЩАЮЩИМСЯ ИНСТРУМЕНТОМ ПРОСТРАНСТВЕННО-СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, например отъемных лопастей сборных гребных винтов, содержащий стол для закрепления детали и установленную-на крестовых санях шпиндельную бабку с вертлюгом, внутри которого размещен привод вращения инструментальной головки, поворотной вокруг двух взаимно перпендикулярных осей, отличающийся тем, что, с целью повышения производительности^ точности и чистоты обработки, шпиндельная бабка выполнена поворотной вокруг оси^ параллельной направляющим, на которых установлен стол, а инструментальная головка закреплена на нижнем конце вертлюга под углом к его оси. ,Chit./(Л>&4^ СОto ел1C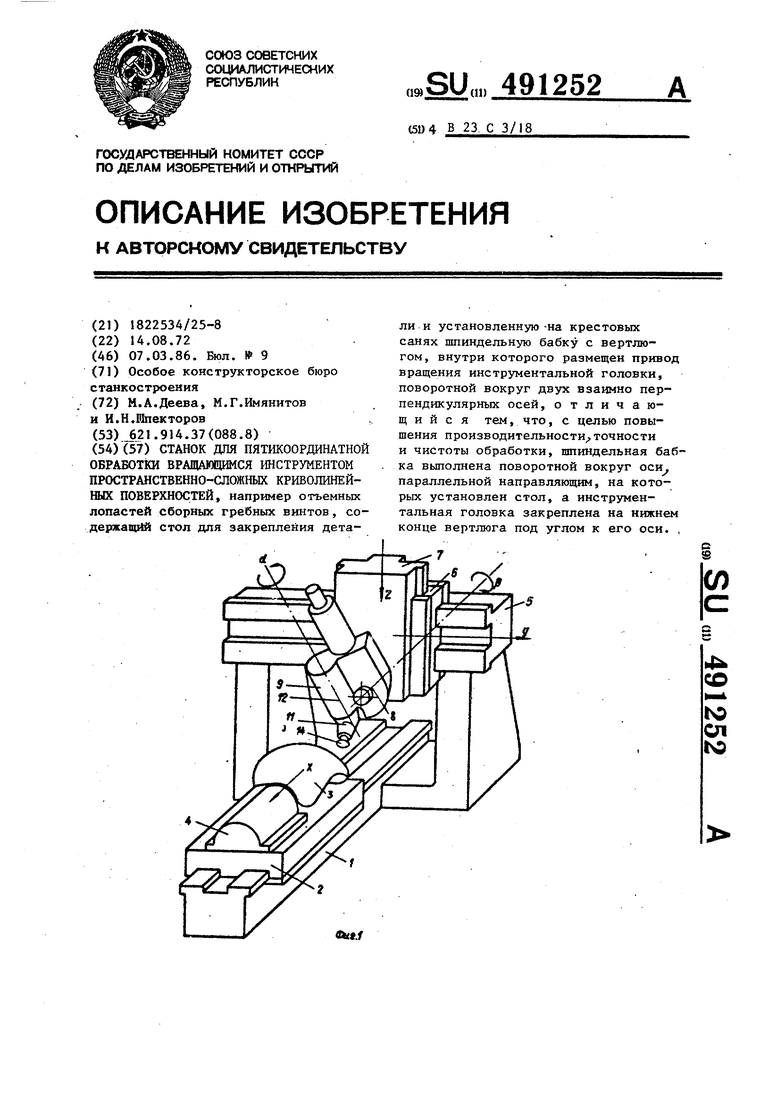
Фие.2
Фиг.З
