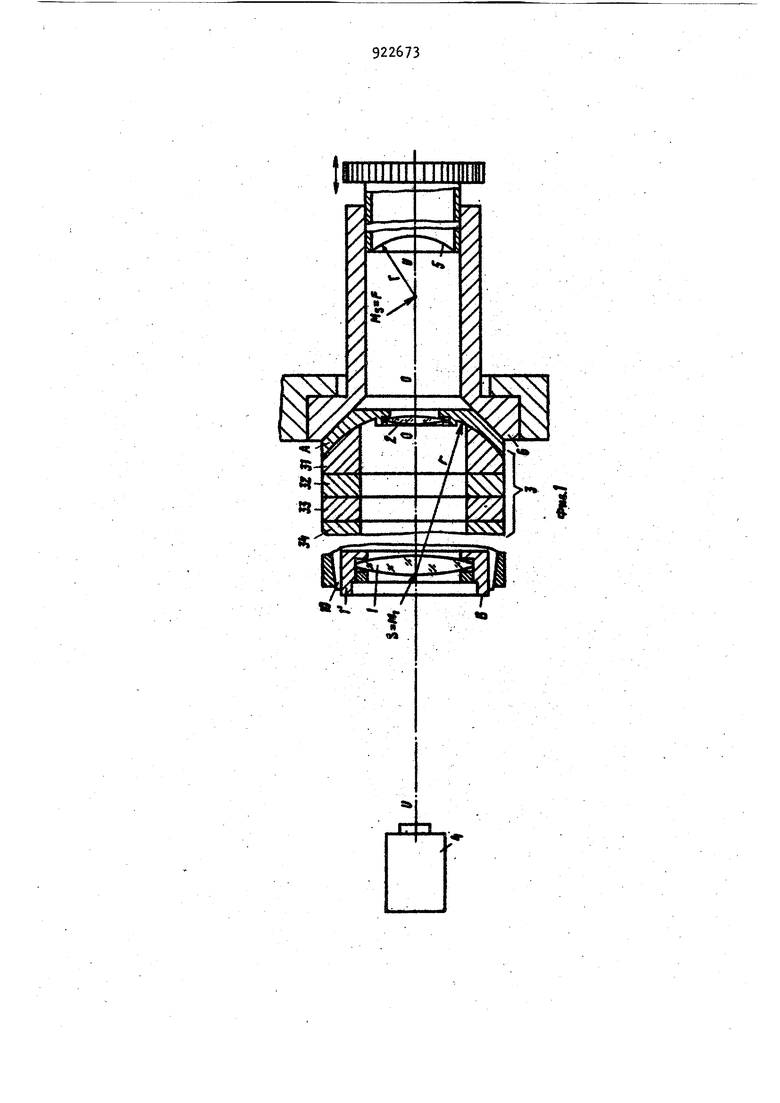
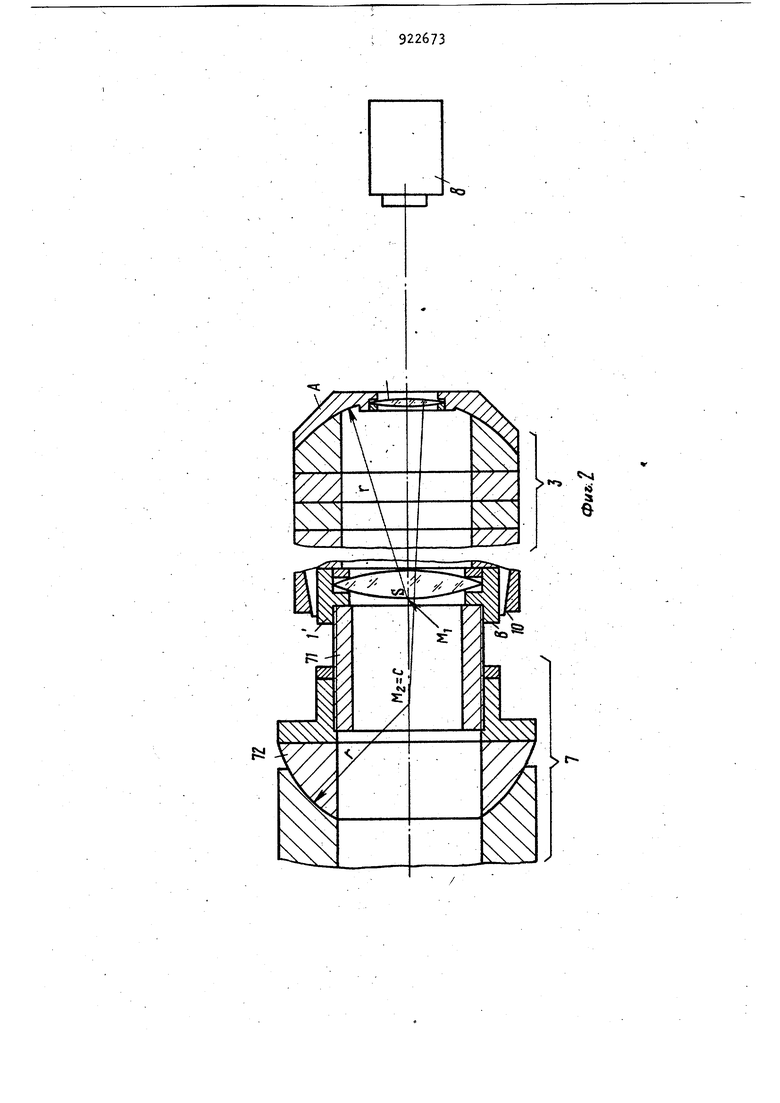
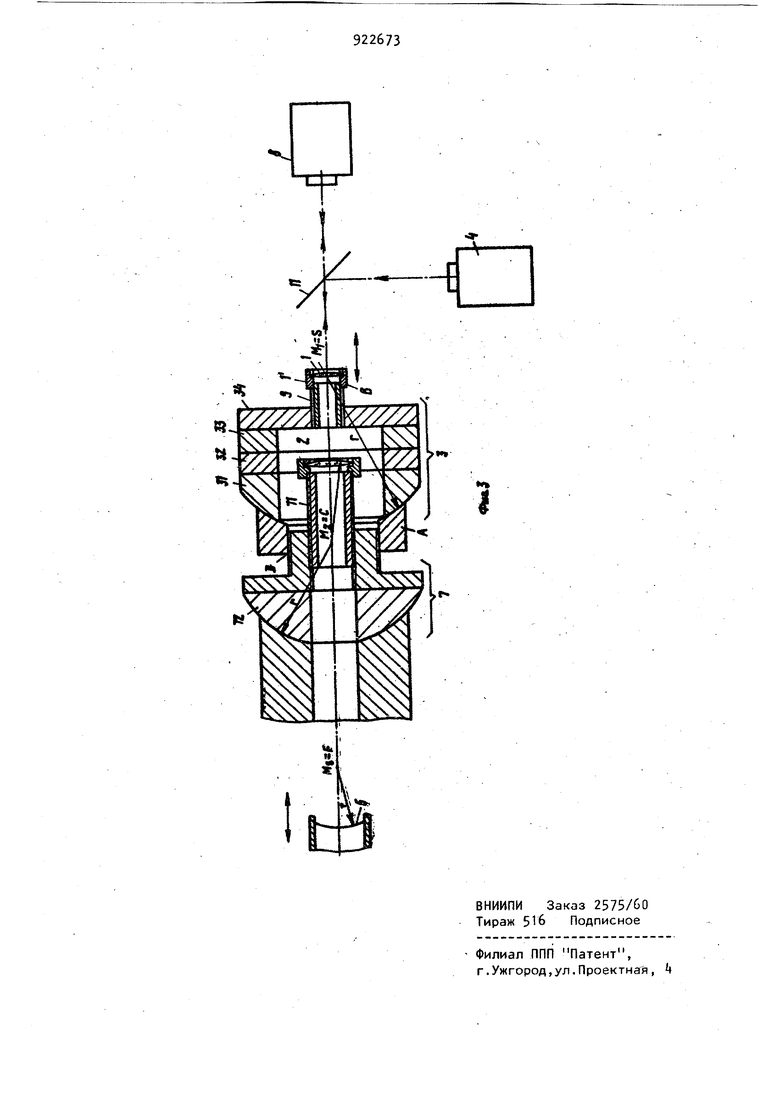
ванная на том, что отраженный под различными углами в зависимости от погрешности на поверхности центрируемой линзы пучек электромагнитного излучения будет проектироваться на фотоэлектрическом дете1кторе. Возбуждаемые там в зависимости от погрешности центрирования электрические импульсы для воздействия механического устройства регулирования на вра щающуюся полусферу, на которой находится центрируемая линза, будут использованы для приравнивания погрешности центрирования нулю. Известные технические решения не пригодны для оптических узлов с радиусом кривизны больше 150 мм, так как согласно способу центр кривизны поверхности центрируемого оптического узла должен совпадать на приемном устройстве с центром симметрии полусферы. Выполнение этого условия ведет, однако, при использовании оптических узлов с радиусом кривизны 159 мм, к такой большой длине выступа блока направляемого центрирования что не обеспечивается стабильность вращения рабочего шпинделя точильного или кругового шлифовального станка. При радиусах кривизны меньше 20 мм применимость этого известного способа и устройства также невозможна, та как в этих случаях точность применяемого способа отраженного изображения при определении погрешности центрирования не является достаточной. Известны способ и устройство, которое работает, в основном, с помощью аатоколлиматора, квадратного фотодетектора и цифровой вычислительно машины, управляющая линзовым манипулятором. Недостаток этого способа состоит в том, что необходимы значительные затраты на очень дорогие измерительные приборы и электронные вычислительные машины. К реализации точности передачи механических элементов управления к устройству, включенному в непрерывный производственный процесс, предъявляются высокие техникоэкономические требования. Для центрирования оптических узлов с«любым радиусом кривизны предлагалось использование лазерного интерферометра, гпри котором центрирование отдельных оптических площадок на перекрестии устройства происходит 4 посредством юстировки центра симметрии системы интерференционных колец. Система центрирования должна быть жестко установлена, так как колебания даме с очень малой амплитудой приводят к непригодности интерференционной картины. Недостаток этого способа состоит в невозможности регистрации центрирования при вращении оптического узла(иначе следовало бы отказаться от значительного фактора повышения чувствительности измерения при одновременно высокой производительности, так как центрирование должно про1 сходить при .остановке шпинделя). Кроме того, неизбежно остается разница состояний юстировки между вращением и остановкой. Известны способ и устройство для позицирования одной или больше оптических линз, где используется лазерный источник света. Центрирование происходит по погрешности биения интерференционных точек, которые возникают на экране индикатора посредством обработки луча лазерного света с помощью имеющей диафрагму оптики согласования после прохожде- , ния его через центрирующую оптическую линзу. Недостаток устройства состоит в том, что оно пригодно только для центрирования направленной оптики и работает с очень удлиненным путем прохождения света в устройстве. После установления центрированной таким образом оптической части в оправу ее нужно еще раз центрировать для выполнения повышенных требований по мощности. Цель изобретения состоит в том, чтобы предложить способ и пригодное для его проведения устройство, коТорым возмохдно выправлять и центрировать с высокой точностью и производительностью оправленные оптические узлы с радиусом кривизны оптической поверхности в диапазоне, который не мог бы быть достигнутым известными способами и устройствами. Кроме того, согласно изобретению, способ и устройство должны быть применимы с оправданными технико-экономическими затратами на аппаратуру в условиях серийного производства объек тивов высокой мощности различных видов. 59 Нужны таюхе способ и устройство, с помощью которых можно было бы оправленные оптические узлы с радиусом кривизны оптической поверхности боль ше 150 мм и меньше 20 мм, выправлять так, чтобы при сохранении ротацт/юнно стабильной длины выступа блока направленного центрирования оптическая ось узла совпадала с осью вращения устройства; провести центрирование оптического узла обработкой поверхности соответствующего кольца оправы, в результате которой оптическая ось и ось конфигурации этого оптического узла совпадут для дальнейшего использования в заполняющей оправе объективов высокой мощности . Компоненты погрешности центрирования в различных пространственных координатах должны быть зарегистриро ваны и устранены. Чтобы обеспечить чувствительность регистрации погрешности центрирования, ооответствую щую необходимой точности центрирования для объектов высокой мощности, оптимальный диапазон использования . лазерного интерферометра и прибора отражённого изображения будет комбинироваться одним способом. Предлагаемый способ направленного центрирования оправленных оптических линз и узлов оптических элементов с радиусом кривизны более 150 мм, при котором определенным лазерным интерферометром пучек электромагнитного излучения образует координатную ось, причем на первом шаге способа в стационарном состоянии линза с предпочтительно симметрично-сферической оптической поверхностью своей оптической осью выверена и центрирована для использования ее в качестве постоянно центрированной линзовой нормали на координатную ось посредством перемещения и поворота и фиксирована на ре жущей опоре. На втором шаге способа линзовая нормаль связана с центрируемым оправ ленным оптическим узлом, и оптическа ось оправленного узла направлена на уже зафиксированную оптическую ось линзовой нормали, совпадающей с координатной осью. На третьем шаге способа система из оправленного оптического узла и линзовой нормали, перемещенная на рабочий шпиндель прецизионного токар ного станка или станка наружного кругового фрезерования выверяется 3 при вращении под контролем способом отраженного изображения, или автоматически, причем ось конфигурации оправленного оптического узла совмещается точной обработкой поверхности ее оправы с оптической осью постоянно юстированной линзовой нормали. Постоянно центрированная нормаль предпочтительно симметричных сферических поверхностей с радиусом кривизны 100-150 мм является зависимой от радиуса кривизны направляемых и центрируемых оптических узлов. Предлагаемое устройство для осуществления способа, состоящее из комбинации элементов сдвига, поворота и отклонения, имеющих фиксирующие устройства и действующих в пространственных координатах X, Y, и Z, каждая из которых имеет только одну степень свободы движения, в котором центрируемый оптический узел помещается в действующий в плоскости Y-Z поворотный элемент, примыкающий к действующему в направлениях Y или Z элементу сдвига, который в свою очередь связан с действующим в плоскости Y-Z поворотным элементом, который со своей стороны содержит действующий в плоскости X-Z вокруг оси Y отклоняющий элемент, находящийся на подшипнике качения А, в котором зафиксирована постоянно юстированная линзовая нормаль. За счет расположения отдельных узлов задается последовательность их управления. Благодаря этому возможно полное разделение погрешности центрирования на отдельные пространственные компоненты и ее симметрическое корректирование. На фиг. 1 представлены первый и второй шаги способа и соответствующая конструкция устройства; на фиг. 2 - третий шаг способа и соответству ющая конструкция устройства направленного центрирования оптических узлов с радиусом кривизны больше 150 мм; на фиг. 3 способ и соответствующая конструкция устройства для направленного центрирования оптических узлов с радиусом кривизны меньше 20 мм. Пример 1. (радиус кривизны больше 150 мм) . Первый шаг способа состоит в том, что оптическую ось 0-0 линзовой нормали 2 совмещают для постоянного использования в качестве основной юстировки с осью конфигурации подшипника качения А, который находится в коническом приемнике измерительного стола (не показан). При этом ось симмет рии подшипника качения А совмещают с координатной осью U-U, которая образуется с помощью лазера 4 и аксиально перемещаемого выпуклого или вогнутого зеркала 5. В результате первого шага способа пучок выходящего из лазера Л излучения и центр кривизны Mg зеркала 5 находится на продлении оптической оси 0-0 линзовой нормали 2, В подшипнике качения А расположен устройство 3 направленного центрирования, состоящее из отклоняющего элемента 31, позволяющего управлять поворотом в плоскости X-Z вокруг оси Y, поворотного элемента 32, позволяющего управлять поворотом в плоскости Y-Z, элемента сдвига 33 который служит для перемещения в направлениях Y или Z, поворотного элемента 3-, которым можно управлять поворотом в плоскости Y-Z. При этом плоскость X-Z совпадает (фиг, 1) с плоскостью чертежа, плоскос X-Z направлена под прямым углом к плоскости чертежа и пересекает плоскость X-Z по координатам оси U-U. Плоскость Y-Z расположена перпендикулярно к обеим другим плоскостям. Общая точка пересечения трех плос костей принимается лежащей на координатной оси и-и. Управление отдельными элементами устройства 3 происходит с помощью действующего извне устройства позиционирования (не показано). При следующем шаге способа (фиг. находящийся в начерно обточенной заполняющей оправе 1 направляемый оптический узел 1 закрепляется с помощью зажимного приспособления 10 на устройство 3 (поворотный элемент 3 и, таким образом, с помощью устройст ва 3 действующей во время направленного центрирования оптической системы связывается с постоянно юстирован ной линзовой нормалью 2. Чтобы оптическую ось оптического узла 1 совместить с оптической осью 0-0 линзовой нормали 2, направленной на координатную ось U-U, образованную лазером k и- выпуклым или вогнуты зеркалом 5 вершину S оптического узла 1 сначала аксиально настраивают так,чтобы она совпадала с центром поворота М направляющей поворота в ПЛОСКОСТИ X-Z вокруг оси Y на отклоняю1чем элементе 31. Затем происходит совмещение оптических осей оптического узла 1 с осью линзовой нормали 2 с помощью устройства направленного центрирования 3, в котором будет соблюдаться следующий цикл управления отдельными элементами движения.. Настраивание параллельного перемещения оптических осей посредством поворотного элемента 3 относительно элемента сдвИга 33 в соответствующий координат перемещения с последующей фиксацией этого состояния, например, посредством зажима (направляющая поворота в плоскости Y-Z). Перемещение элементом сдвига 33 в комбинации с поворотным элементом 3 относительно поворотного элемента 32 и последующая фиксация этого состояния посредством зажима (прямолине ная направляющая в направлениях Y или Z ). Настраивание суммарной ошибки отклонения поворотным элементом 32 в комбинации с элементом отклонения сдвига 33 и поворотным элементом 3 относительно отклоняющего элемента 31 и последующая фиксация отклонения (направляющая поворота в плоскости Y-Z). Отклонение отклоняющим элементом 31 в комбинации с уже зафиксированными друг с другом в предыдущих шагах юстировки элементами движения в заданное положение относительно подшипника качения А и постоянно юстированной линзовой нормалью 2 и фиксация этого положения посредством зажима (направляющая поворота в плоскости X-Z вокруг оси Y) , Контроль или оценка этого процесса происходит оптически с помощью центровки . интерференционных колец,которые образуются задающим координатную ось и пучкЪм излучения лазера k в соединении с аксиально перемещающимся выпуклым или вогнутым зеркалом 5. Зеркало 5 при этом аксиально юстируется так, чтобы его центр Mg совпадал с фокусом системы, образованной линзовой нормалью 2 и оптическим узлом 1. Если-в результате этого второго шага способа оптическая ось направлямого и центрируемого оптического зла 1 совмещена посредством дейстующего извне на устройство 3 направенного центрирования устройства позиционирования с оптической осью 0-0 линзовой нормали 2, направленной по образованной лазерным интерферометром координатной оси и-и и ус-грой ство направленного центрирования 3 зафиксировано посредством (не представленного) измерительного устройст ва, компактная система, состоящая из частей l, 1, 2 и 3 и подшипника качения А, может быть вынута из конического приемника 6 измерительного стола. Третий шаг способа направленного центрирования оптических узлов с радиусом кривизны больше 130 мм представлена на фиг. 2, Компактная система, состоящая из частей 1, 2, 1 , 3 и подшипника качения А, навинчена на вспомогательную резьбу В (фиг. 1) посредством настроечной оправки 71 шарового шарнира 7,который помещается прямо в процессе направленного центрирования происходящем при вращении. Следует подчеркнуть, что с помощью оптического контрольного прибора, (например устройства отраженного изображения) юстируется не непосредственно сптич кий узел 1, а после юстировки линзовой нормали 2 юстируется с помощь.ю шарового шарнира 7 во время вращения рабочий шпиндель. Таким образом,при оптических поверхностях с радиусом кривизны больше 150 мм сохраняется стабильной при вращении длина выступа устройства и шпинделя. При этом центр кривизны Мл полусферы аксиально так согласован с центром кривизны С линзовой нормали, что обе точки лежат в плоскости, нормальной к оси обработки. Разницы относительно направляющего состояния между стационарной фазой (первый и второй шаг способа) и прохрдящим при вращении третьим шагом способа исключена, так как направленное центрирование оптического узла 1 перенесено на юстировки по постоянно юстированной линзовой нормали 2, а оценка и доставка происходят автоматически. По окончании направляющего процесса по линзовой нормали 2 юстирует ся также в центрируемый оптический узел 1, так как оптическая ось оптического узла 1 и линзовой нормали 2 уже при первом шаге способа друг с другом сообщены и зафиксированы устройством. Зажимное приспособление 10 (напри мер клещи) можно расщепить и удалить от оптического узла 1 вместе с устройством 3) включая линзовую нормаль 2 в подшипнике качения А. Без дальнейших юстировочных работ центрирование оправленного и направленного оптического узла 1 может быть завершено точным течением или внешним круговым фре зерованием предварительно обточенной заполняющей оправы l , в результате которого ось внешнего, цилиндра оправы (ось конфигурации) совпадает с оптической осью узла. Таким образом, направленный и центрированный узел может быть применим в заполняющей оправке. П р и м е р 2 (радиус кривизны меньше 20 мм). При радиусе кривизны оптических поверхностей меньше 20 мм способ и конструкцию устройства (фиг.З) следует модифицировать. Это обосновывается тем, что из-за малой жесткости оправы Т со вспомогательной, резьбой В (фиг. 1) лри радиусе кривизны меньше 20 мм не может быть создана в требуемых условиях допуска точности стабильная связь между настроечной оправкой 71 и устройством 3 направленного центрирования. В модификации примера 1 устройство 3 направленного центрирования во время последующего направляющему процессу центрирования на частиоправы l также должно оставаться на центрирующем шпинделе. Шаровой шарнир 7 (фиг. 1) содержит настроечную оправку 71, причем линзовая нормаль 2 закрепляется не в подшипнике качения 1, а на настроеч-, ной оправке 71. Оптическая ось линзовой нормали 2 совмещена с помощью шарового шарнира 7 при вращении известным образом с осью шпинделя центрирующего устройства. Как и в примере 1 (фиг.2),центр кривизны С линзоврй нормали 2.настроен так с центром кривизны Mi полусферы 72,что обе точки лежат в плоскости, нормальной к оси обработки. Определение погрешности осуществляется посредство использования оптического оценочного прибора 8, например устройства отраженного изображения. Затем устройство 3 направ-. ленного центрирования будет свинчено вспомогательной резьбой D подшипника качения А с шаровым шарниром 7. В этом случае направляемый центрируемый оптический узел 1 в своей предварительно обработанной оправе 1 за крепляется с помощью вспомогательной резьбы В на аксиально перемещающейся настроечной оправке 9 поворотного элемента В результате этого оптический узел 1 аксиально направлен так, что вершина S его внешней оптической поверхности совпадает с центром кривизны М отклоняющего элемен та 31. На следующем шаге способа при ос тановке рабочего шпинделя происходи направление оптической оси оптического узла 1 на юстированную ось опти ческой нормали 2 посредством.указан ного в примере 1 цикла управления элементами движения устройства 3 с помощью центрирования интерференцион ных колец, KOTopbie были бы образова ны пучком излучения лазера k в соедмнении с .аксиально перемещающимся зеркалом 5- Для этого необходимо, чтобы рабочий шпиндель был выполнен полым и пучек излучения лазера был совмещен, например, с помощью полупрозрачного зеркала 11 с оптической осью линзовой нормали 2 (идентично с осью шпинделя во вращающемся состоянии) , на которой лежит также цент кривизны Мд аксиально перемещающегося зеркала 5- При этом предполагается, что зеркало 5 или его центр кривизны Мднаправлены на ось шпинделя во вращающемся состоянии и что полупрозрачное .ркало 11 юстировано относительно, хода лучей лазера k или устройства отраженного изображения 8 (фиг. 3). Зеркало 5 аксиально юстируется так, что его центр кривизны MS совпадает с фокусом F системы, образованной линзовой нормалью 2 и оптическим узлом 1 с помацью устройства 3 направленного центрирования. В результате этого шага способа опитические оси оптического узла 1 линзовой нормали 2 и ось рабочего шпинделя совмещены..На последнем шаге способа происходит центрирование точным точением или внешним круговым фрезерованием заполняющей оправы 1 , в результате которого ось конфигурации оправленного оптического узла 1 совмещается с его оптической осью. После освобождения вспомогательной резьбы В следующий, находящийся в предварительной обработанной оправе оптический узел 1 может быть зак реппен для направленного центрирова3ния на настроечную оправку Э с помощью вспомогательной резьбы В. Формула изобретения 1.Способ для направленного центрирования оптических линз и узлов, преимущественно с радиусом кривизны оптических поверхностей выше 150 мм и ниже 20 мм, при котором для ориентирования определенным лазерным интерферометром пучок электромагнитного излучения образует координатную ось, и центрирование осуществляется при вращении на рабочем шпинделе прецизионного токарного станка или станка для наружного кругового фрезерования при контроле способом отраженного изображения, отличающ и.йс я тем, что в первом шаге способа в стационарном состоянии линза с преимущественно симметричными сферическими поверхностями для использования ее в качестве постоянно центрированной ли-нзовой нормали посредством сдвига и поворота ориентируется, центрируется и фиксируется на координатную ось; во втором шаге способа линзовая нормаль объединяется в общую систему с центрируемым оправленным оптическим узлом, и оптическая ось оправленного узла ориентируется на уже зафиксированную оптическую ось линзовой нормали; в третьем шаге способа ось конфигурации оправленного оптического узла посредством машинной обработки поверхности его оправы при вращении совмещается с оптической осью постоянной юстированной линзовой нормали. 2.Способ по п. 1, о т л и ч а ющ и и с я тем, что постоянно центрированные линзовые нормали имеют преимущественно симметричные сферические поверхности с радиусами кривизны от 100 мм до 150 мм в зависимости от радиусов кривизны ориентируемых и центрируемых оптических узлов. 3.Устройство для направленного центрирования оправленных оптических линз и узлов из комбинации оснащенных фиксирующими устройствами элементов сдвига, поворота и отклонения , действующих в пространственных координатах X, Y и Z с соответственно одной степенью свободь.1 движения, отличающееся тем, что центрируемый оптический узел помеща13 9226731
ется в действующий в плоскости Y-Zторый со своей стороны содержит дейповоротный элемент, примыкающий кствующий в плоскости X-Z вокруг оси
действующему в направлениях Y или ZY отклоняющий элемент, находящийся
элементу сдвига, который в свою оче-в подшипнике качения, в котором эаредь соединен с действующим в плос-s фиксирована постоянно юстированная
кости Y-Z поворотным элементом, ко- линзовая нормаль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ позиционирования оптических узлов и функциональных поверхностей с прерывностями в зоне оптической оси | 1978 |
|
SU962826A1 |
| Устройство для центрирования линз | 1986 |
|
SU1455235A1 |
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| Патрон для центрирования линз | 1983 |
|
SU1149201A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| Способ центрирования непрозрачной линзы в оправе | 1984 |
|
SU1180688A1 |
ii
