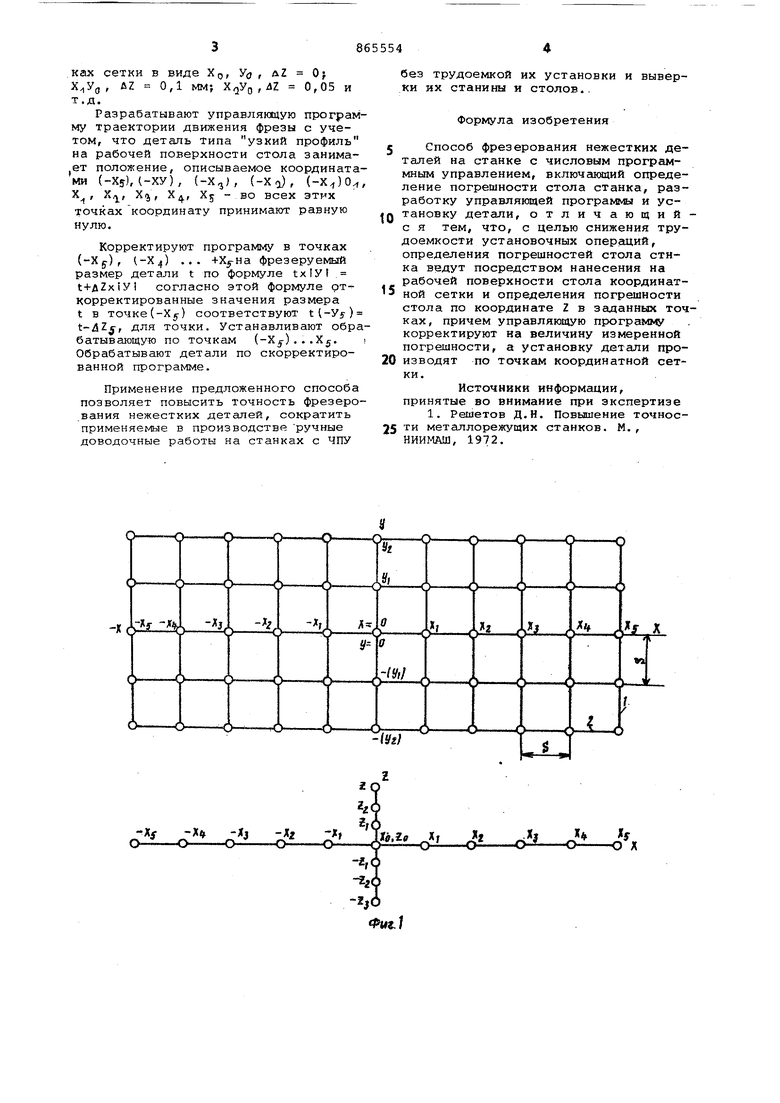
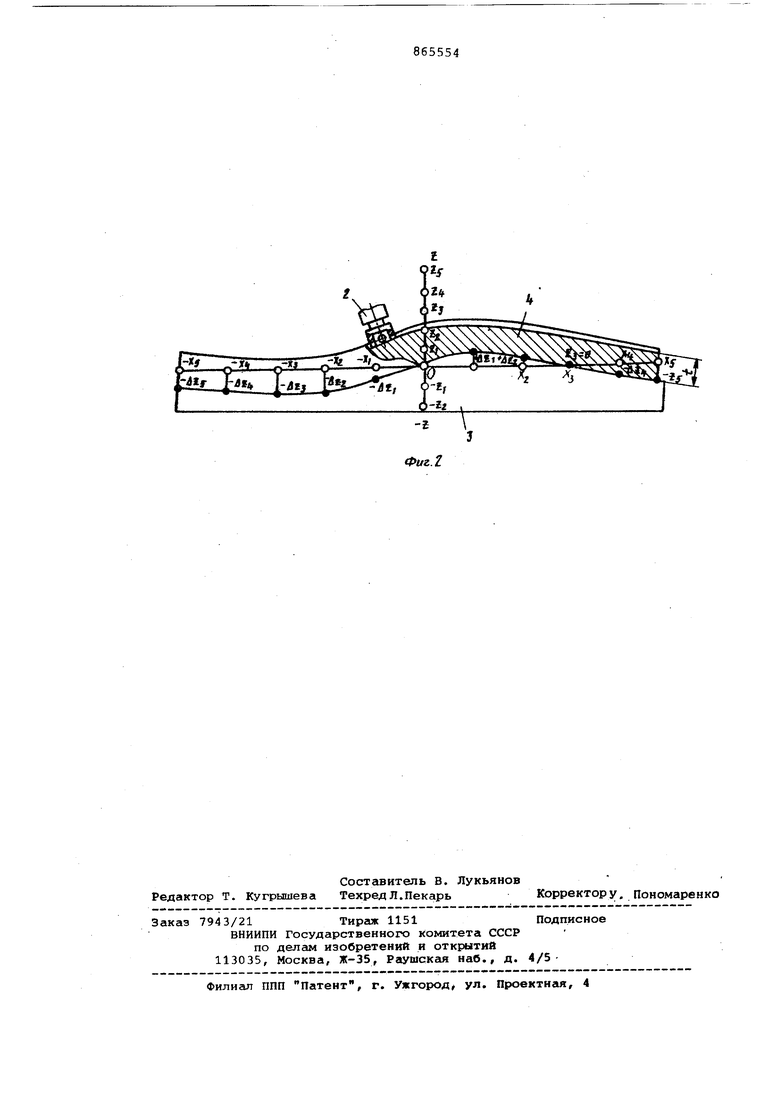
Изобретение относится к области машиностроения и может быть использовано для механической обработки нежестких изделий, в частности профилей, панелей и оболочек в самолетостроении на продольно-фрезерных станках с числовым программным управлением. Известен способ устранения погрешности стола станка посредством правил ной установки и выверки станины станк относительно направляющих, по которым перемещается шпиндельный узел, несущий фрезу с последующей разработкой управлянвдей програмкы обработки и установкой обрабатываемой детали 13 . Недостатком способа является высокая трудоемкость специальных работ по установке и выверке станков, имекших длинные секционные станины и столы. Цель изобретения - снижение трудо емкости установочных операций за счет сокращения ручных доводочных операций на станках с числовым программным управлением. Эта цель достигается тем, что определяют погрешности стола станка до координате в заданных точках Х У XjVj .. . . , нанесенной на столе ко ординатной сетки ХУ корректируют управлякяцую програмкс на величину этой погрешности, устанавливают деталь по точкам ХцУ ... . , в которых программой учтены погрешности по координате Z. Такое решение позволяет повысить точность фрезерования не.жестких деталей без применения трудоемкой установки и выверки станины и стола станка. На фиг. 1 показана координатная сетка,нанесенная на поверхности стола; на фиг. 2 - пример осуществления предлагаемого способа. Координатную сетку наносят на рабочей поверхности стола взаимно перпендикулярными рисками 1 и 2 с шагом S, принимгш за начальную точку Хо О,УО О и погрешность по координате Z-uZ О, т.е. за номинальную поверхность рабочей поверхности стола принимают плоскость, совпадакмую с координатной сеткой X-У--2, при . Сущность способа заключается в следукицем. Измеряют пограиность aZ индикатором, укрепленным на шпинделе станка, записывая результаты измерения в точках сетки в виде Х, УО , Oj
, дг 0,1 ММ-, х,2У(з,лг о,05 и
т.д.
Разрабатывают управляющую программу траектории движения фрезы с учетом, что деталь Типа узкий профиль на рабочей поверхности стола занимает положение, описываемое координатами (-Ху), (-ХУ), (-Х,), (-Хо), (-Х)О,, Х , Xij, Xij, Х, Ху - во всех этих
точках координату принимают равную
нулю.
Корректируют программу в точках (-Xg-), (-Х) ... +Х,гНа фрезеруемый размер детали t по формуле txtyt t+AZxiVl согласно этой формуле рткорректированные значения размера t в точке (-Xj-) соответствуют 1(-У5) t-/iZj, для точки. Устанавливают обрабатывающую по точкам (-Xf),.,К. Обрабатывают детали по скорректированной программе.
Применение предложенного способа позволяет повысить точность фрезерования нежестких деталей, сократить применяемые в производстве ручные доводочные работы на станках с ЧПУ
без трудоемкой их установки и выверки их станины и столов.,
Формула изобретения
5 Способ фрезерования нежестких деталей на станке с числовым программным управлением, включаквдий определение погрешности стола станка, разработку управляющей программы и усQ тановку детали, отличающийс я тем, что, с целью снижения трудоемкости установочных операций, определения погрешностей стола стнка ведут посредством нанесения на рабочей поверхности стола координатной сетки и определения погрешности стола по координате Z в заданных точках, причем управляющую программу корректируют на величину измеренной погрешности, а установку детали производят по точкам координатной сетки.
Источники информации, принятые во внимание при экспертизе 1. Решетов Д.Н. Повышение точности металлорежущих станков. М., НИИМАШ, 1972.