Б ОСНОВНОМ авт. ев- № 113230 описан многокамерный агрегат для струйной очистки и нассивирования листовой стали, включающий изолированные одна от другой камеры, в которых стальные листы иодвергаются промывке, нейтрализации, второй промывке, пассивированию и сушке. Высушенные листы затем укладываются при помош,и листоукладчика на стеллаж.
В агрегате, описанном в авт. св. Л 113230, выправленные на вальцах листы к протравленные в ваннах краном устанавливались в вертикальный рольганг, который подавал их в многокамерный агрегат для промывки, нейтрализации, пассивирования и последующей укладки на стеллаж.
Недостатком описанного агрегата являлось то, что кран оказывался слишком загруженным на операциях сортировки металла, транспортировки и укладки его с правильных вальцов в кассеты, с кассет в ванны и с ванн по одному листу в многокамерный агрегат.
Предлагаемый агрегат, являющийся дальнейшим развитием описанного в авт. св. № 113230 агрегата, выполнен, как и известный, с пневмоэлектрическим управлением и состоит из листоправильных валков с прие.мными столами, автоматического загрузчика, иневмотолкателя и съемника листов. С целью механизации и обеспечения непрерывности процесса обработки листовой стали, в отличие от известного, вертикальный рольганг агрегата снабжен двумя камерами для струйного травления, а Б начале поточной линии установлен автоматический загрузчик, вьь полненный в виде стеллажа с подвижными гусеницеобразными опорами. Такое выполнение агрегата позволяет осуществить автоматическую поточную линию первично обрабогки листовой стали.
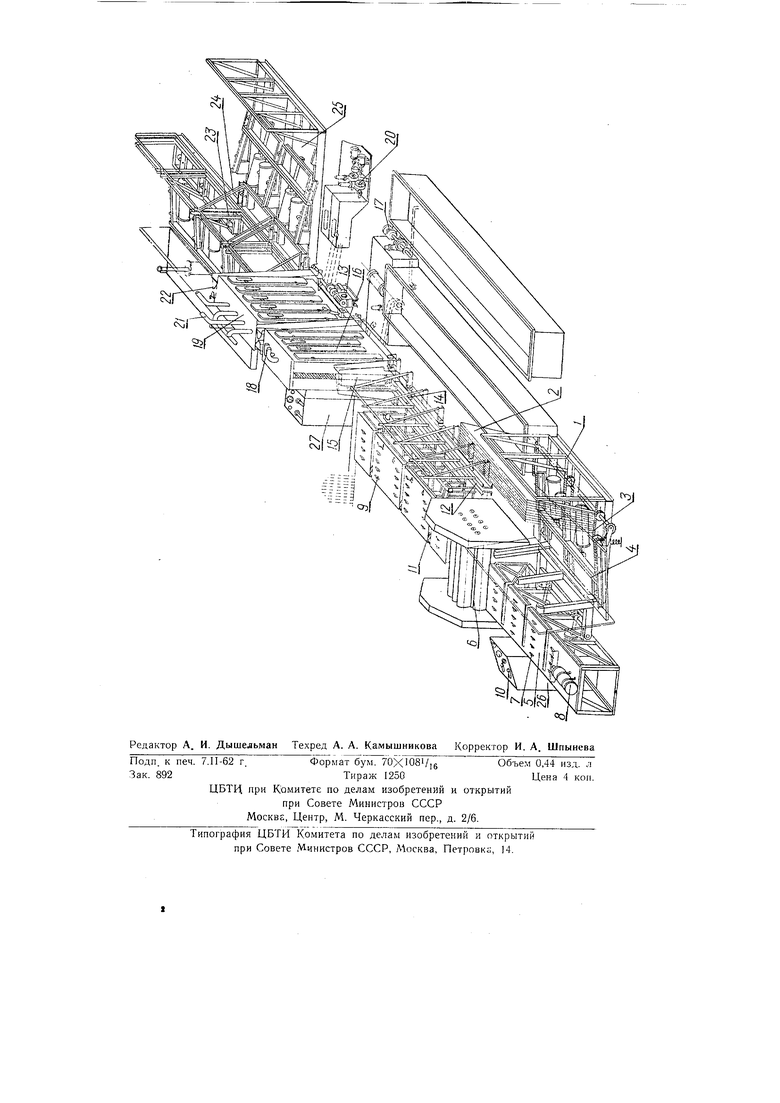
JMb 14 358--2На чертеже показан общий вид автоматической линии с применением предлагаемого многокамерного агрегата для струйной очистки и пассивирования листовой стали.
Металл укладывается посредством мостового крана в вертикальный стеллаж / поточной линии так, чтобы каждый лист пакета 2 занял на гусеничной цепи 3 отведенное ему место.
При подвижке цепи очередной лист упадет и укладчиком 4 будет уложен в горизонтальное положение на стол 5 правильных вальцов 6. Если лист сильно деформирован и приводные ролики 7 стола не могут его пода- ь в валки правильных вальцов, то с пульта управления включают пневмотолкатель 8 и с его помощью подают лист в валки вальцов.
После того, как правильные вальцы затянули лист, пневмотолкатель возвращается в исходное положение, а лист пооходит операцию правки. Выправленный лист, выщедший из правильных вальцов на другой стороне, продолжает двигаться по роликам 9- На пульте управления манипуляторный кран 10 ставят в первое положение и лист листосъемником //устанавливается в вертикальное положение на приводной рольганг 12. Посредством электродвигателя и редуктора 13 приводятся в движение ролики рольганга 14, и вертикальные роульсы 15 втягивают лист в камеру 16 струйного травления. При захвате вертикальными роульсами листа с пульта управления запускаются кислотные насосы 17, которые подают в камеру 16 через систему кислотопроводов 18 и шестьсот насадок ПС догретую до 30-40° кислоту с напором 3-5 атм на непрерывно движущийся лист. В камере происходит полное разрущение окалины и ржавчины. При дальнейшем движении лист попадает в следующие вертикальные роульсы, которые проталкивают его через уплотнение в первую камеру многокамерного агрегата 19. Здесь лист подвергается струйной промывке холодной водой из трубопровода, подключенного к заводской водопроводной сети. Дальще через уплотнение лист попадает во вторую камеру, куда посредством насоса 20 и трубопроводов 21 подводится щелочной раствор для нейтрализации остатков кислоты.
При дальнейшем движении лист попадает через уплотнение в третью камеру, где происходит струйная промывка водой. Очищенный от кислоты, щелочи, жировых пятен и грязи лист через уплотнение попадает в четвертую камеру, где он посредством насоса и трубопроводов с помощью душевых устройств обильно смачивается пассивирующей жидкостью, т. е. фосфатируется. Посредством вертикальных резиновых роульсов 22 нленка раствора соли может утоняться и в пятую камеру лист поступает через уплотнение для просушивания или смачивания раствором олифы в уайтспирите (в случае, если лист предпазначен на длительное хранение под открытым небом). При дальнейшем движении лист попадает в вертикальный рольганг 23, где посредством листоукладчика 24 он укладывается в стеллаж 25.
Для управления всеми агрегатами поточной линии смонтированы два пульта 26 и 27 управления, на которых расположены манипуляторные краны, манометр и пусковые кнопки.
Манипуляторными кранами управляет рабочий путем установки рукоятки в одно из трех положений. Для простоты управления на пультах установлено по два крана.
При необходимости автоматизировать все технологические операции поточной линии, в том числе и операции управления, осушествляют пневмосхему с одним манипулятором. Такую схему можно использовать посредством установки исполнительного двигателя на манипуляторном кране с соответствующей электросхемой, включающей в себя конечные выключатели.
Опытная автоматическая поточная линия первичной обработки листовой стали изготовлена и введена в эксплуатацию.
Предмет изобретения
Мпогокамерный агрегат для струйной очистки и пассивировани51 листовой стали по авт. св. 113230 с пневмоэлектрическим управлением, включающий листоправильпые валки с приемными столами, автоматическим загрузчиком, пневмотолкателем и съемником листов, отличающийся тем, что, с целью механизации и обеспечения непрерывности процесса обработки листовой стали, вертикальный рольганг снабжен двумя камерами для струйного травления, а в начале поточной линии установлен автоматический загрузчик, выпол1;е1-Гный в виде стеллажа с подвижными гусеницеобразными опорами.
-3--JVb 144358
| название | год | авторы | номер документа |
|---|---|---|---|
| Многокамерный агрегат для струйной очистки и пассивирования листовой стали | 1959 |
|
SU124870A2 |
| Многокамерный агрегат для струйной очистки и пассивирования листовой стали | 1957 |
|
SU113230A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Механизированная поточная линия обработки листовых материалов | 1980 |
|
SU874227A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Комбинированный агрегат для травления листов | 1956 |
|
SU120728A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Поточная линия для резки листового металлопроката | 1977 |
|
SU716786A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |