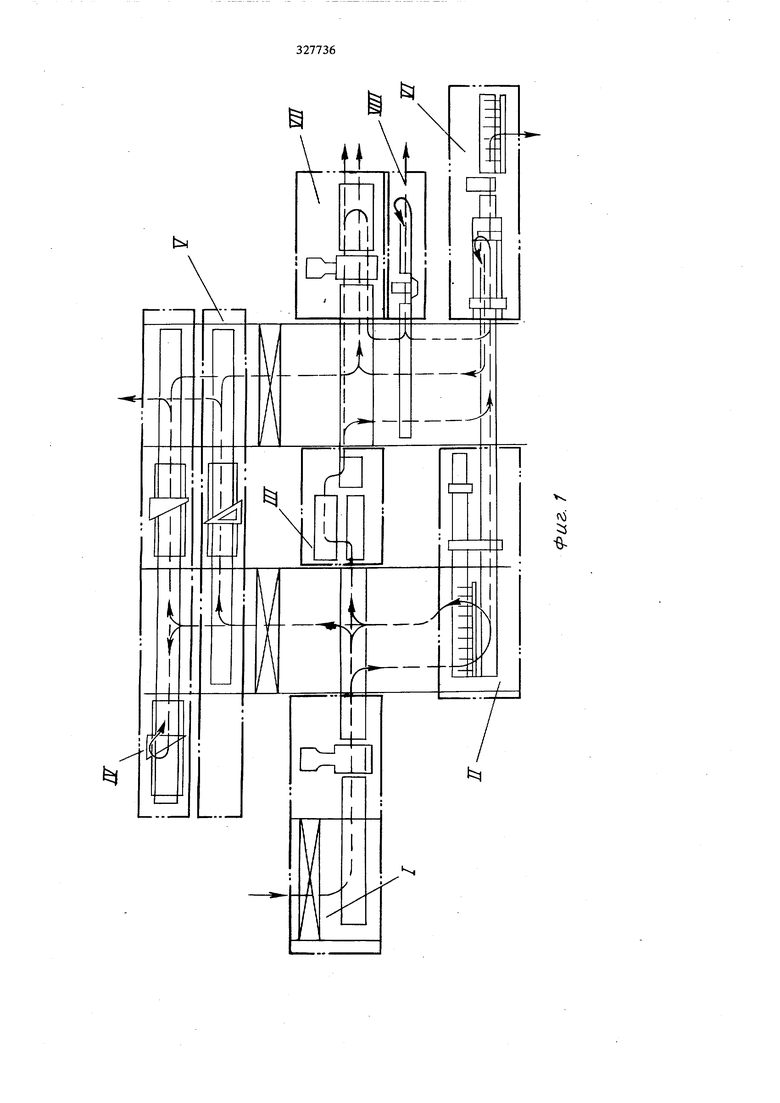
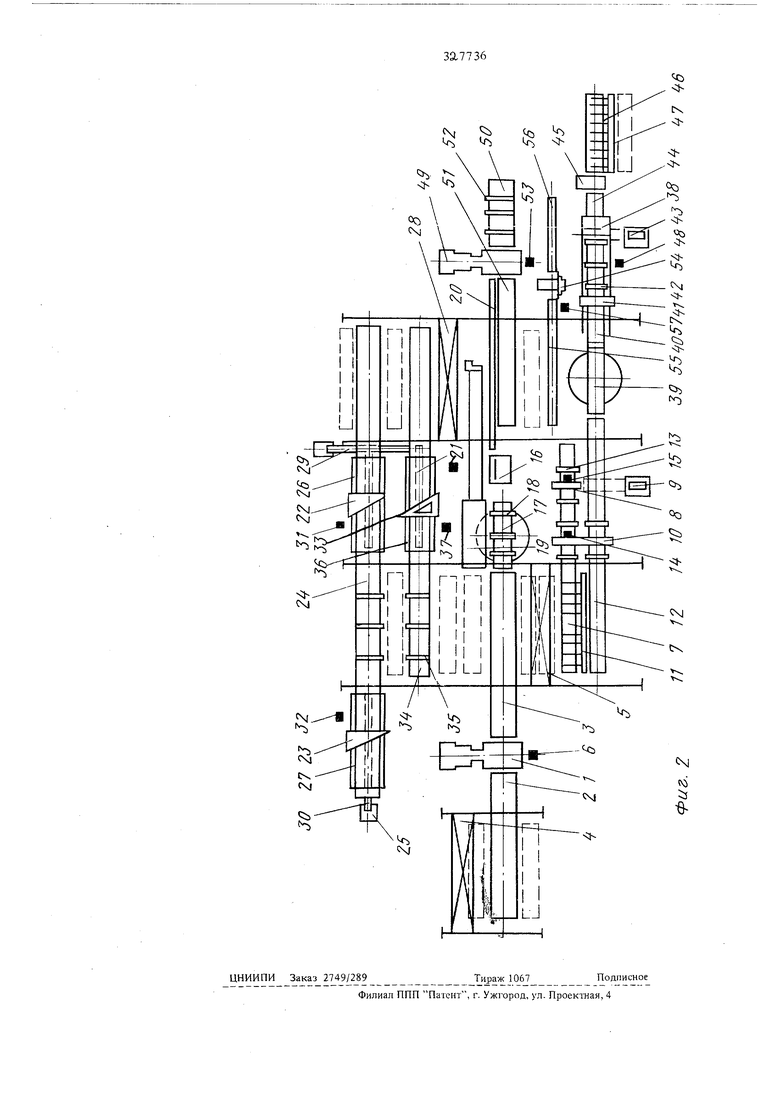
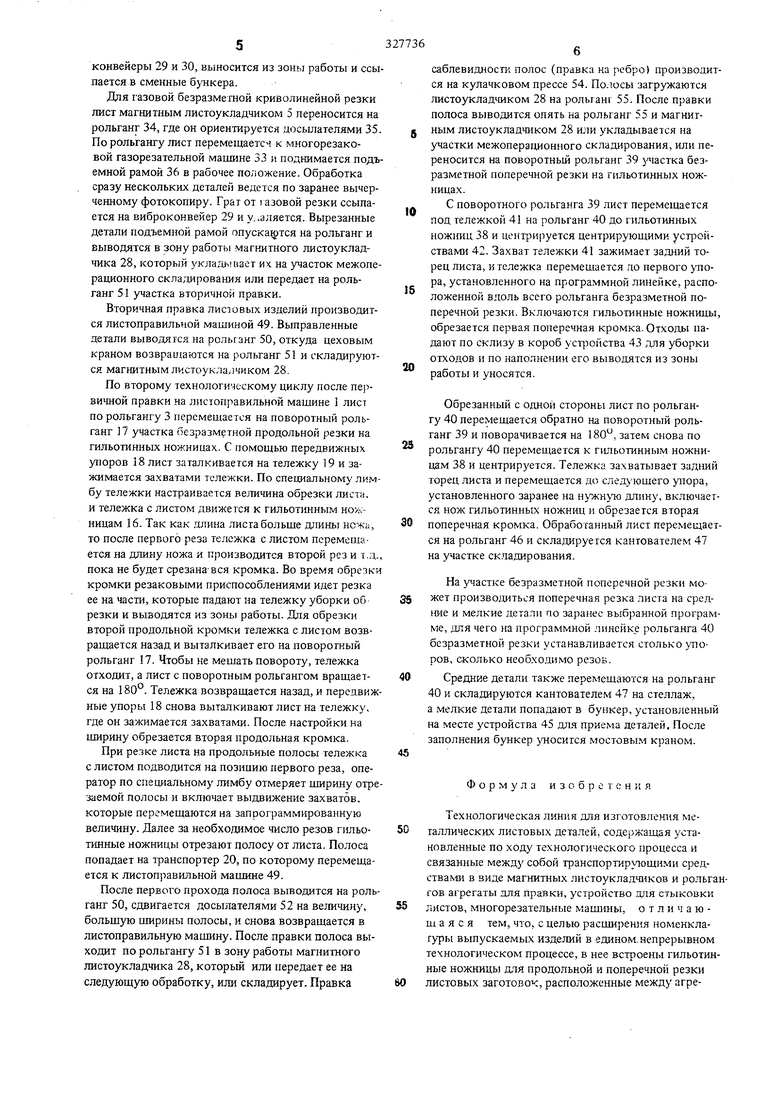
Изобретение относится к области обработки металлов давлением, а точнее к изготовлению строительных металлоконструкций на поточных линиях. Известны поточные .гшнии для изготовления листовых деталей, которые обеспечивают непрерывность процесса обработки листовых заготовок лиш на некоторых участках. При разде;1ьности ряда операций по обработке листов вне поточных линий необходимо использовать вспомогательное технологическое оборудование, например мостовые краны, что значительно снижает производительность труда и увеличивает себестоимость продукции. Цель изобретения - расширение номенклатуры выпускаемых изделий в едином непрерывном технологическом процессе. Для этого в предлагаемую линию встроены гильотинные ножницы для продол ной и поперечной резки листовых заготовок, распо ложенные между агрегатами для правки, установка для автоматической сварки, установленная между агрегатами для правки и устройством для стыковки листов, а также правильно-гибочный пресс, находящийся между гильотинными ножницами для поперечной и продольной резки. На фиг. 1 изображена общая схема линии с указанием ее участков и направления движения по ним мeIaJiЛичecкиx листов; на фиг. 2 - то же, с указанием основных конструктивных узлов. Участок I первичной правки для предварительной правки всего листового проката, поступа ющего на линию. Он содержит листоправильную машину 1, которая обслуживается двзмя рольгангами: приемным 2 и выдающим 3. Участок загружается магнитным листоукладчиком 4. Выправленный лист передается на другие участки или складируется магнитным листоукладчиком 5. Управление механизмами участка происходит с пульта 6. Магнитный листоукладчик представляет собой кран-балку с грузоподъемными злектромагнигами (возможно применение пневматических присосок) и перемещается по эстакаде, расположенной ниже зоны движения цеховых мостовых кранов. УчастокЯ поперечной стыковки служит для создания необходимой длины листа из более коротких деталей. В него входят приемный рольганг 7, установка 8 для газовой резки стыков, оснащенная газорезальным двухрезаковым полуавтоматом и устройством 9 для уборки отходов, устройство 10 для стыковки в виде установки для автоматической сварки стыков с кантователем 11, рольганг 12 заварки обратной связи стороны стыка, центрирующие устрой3ства 13.Управление механизмами j iacTKa происходит с пультов 14 и 15. Участок П1 безразметной продольной резки на гильотинных ножницах предназначен для обрезки продольных кромок и для резки листа вдоль на отдельные полосы на гильотинных ножницах. Участок содержит гильотинные ножницы 16, поворотный рольганг 17, передвижные упорь 18, тележку 19 безразметной продольной резки, транспортер 20. Управление механизмами участка осуществляется с пульта 21. Участок IV безразметной прямолинейной газовой резки служит для обрезки кромок и резки листового проката на прямолинейные детали многореза ковой газорезальной машиной. В участок входят две многорезаковые машины 22 и 23, рольганг 24, досылатели 25, подъемные рамь 26 и 27, магнитный листоукладтак 28 и виброконвейеры 29 и 30 .для уборки грата. Управление механизмами участка-с пультов 31 и 32. Подъемная рама представляет собой сварную конструкцию, установленную на четыре редуктора с выдвижными вертикальными винтами. Редукторы попарно соединены с приводами. Подъемные рамы на участке газовой безразметной прямолинейной резки выполняют две функции. Во-первых, поднимают лист во время резки над рольгангом для защи ты роликов рольганга от газового пламени, во- вторых, дают возможность пропуска над рамой 26 в момент работы машины 22 листовых деталей от машины 23 на участок складирования, находящийся в зоне действия листоукладчика 28. Участок V безразметной криволинейной резки предназначен для вырезки из листа деталей криволинейного профиля многорезаковой фотокопировальной газорезательной мащиной. Участок содержит многорезаковую фотокипировальную газорезательную машину 33, рольганг 34 с досьшателями 35 подъемную раму 36. Готовые детали снимаются и складируются магнитным листоукладчиком 28. Управление механизма - с пульта 37. Уборка грата от газовой резки осу ществляется так же, как и на предыдущем участке, с помощью виброконвейеров 29. Участок VI безразметной поперечной ре.зки на гил отиннъ1Х ножницах служит для обрезки поперечных кромок и поперечной резки листов и полос на гильотинных ножницах. Участок включает гильотинные ножницы 38, поворотный рольганг 39, рольганг 40 безразметной резки, тележку 41 безразметной резки, центрирующие устройства 42, устройство 43 ,ОЛ уборки отходов, качающийся транспортер 44, устройство 45 для приема мелких деталей, выдающий рольганг 46, кантователь 47 для складирования. Управление механизмами з/частка - с пульта 48. Участок W/ вторичной правки предназначен для правки готовых деталей после резки. Он содержит листоправильную мащину 49, два рольганга 50 и 51 и досылатели 52. Управление механизмами участка с пульта 53. Участок Vlli правки саблевидности служит для прави узких полос на ребро после продольной резки. В него входят кулачковый правильно-гибочный пресс 54, рольганги 55 и 56. Управление - с пульта 57. Работа поточной линии соответственно первому технологическому циклу производится следующим бразом. В зоне перемещения магнитного листоукладшка 4 цеховым краном укладываются пачки листового проката. Оператор с помощью магнитного листоукладчика 4 забирает из пачки по одному листу, укладывает его на рольганг 2 и включает вращение роликов рольгангов 2 и 3 и листоправильпой машины 1. Правленый лист выводится на рольганг 3 магнитным листозкладчиком 5 или укладывается на участки межоперационного складирования, или передается на последующую обработку на рольганг 7 участка поперечной стыковки. Па рольганг 7 листоукладчиком 5 укладывается сначала о,дин короткий лист и перемещается вправо до тех пор, пока его левый торец ие становится в центре установки 8 газовой резки стыков. Затем на рольганг 7 укладывается второй короткий лист и перемещается до упора в предыдущий. С помощью устройств 13 оба листа центрируются, и газорезательными двухрезаковыми полуавтоматами одновременно обрезаются торцовые кромки обоих листов. Отходы падают вниз в устройство 9 для уборки отходов, выводятся тележкой из зоны работы и убираются. Обрезанные листы пере.мещаются на позицию для автоматической сварки стыков, центрируются, зажимаются, и сварочный авто.мат заваривает стык. Сваренные с одной стороны листы перемещаются влево и кантователем 11 переносятся на рольганг 12. Затем лист перемещается вправо. Здесь лист центрируется, и с другой стороны шов заваривается сварочным автоматом. Стыкованный лист выводится в зону работы маг штного листоукладчика 5 и переносится на участок межоперационного складирования или соответственно технологическому циклу - на участок безразметной прямолинейной газовой резки или на участок безразметной криволинейной газовой резки. Лля безразметной прямолинейной газовой резки лист магнитным листоукладчиком 5 переносится на рольганг 24, где с помощью досылателей 25 ориентируется на продольной стороне. Затем по рольгангу 24 лист перемещается либо к газорезательной машине 22, либо 23. Здесь подъемными рамами 26 и 27 лист поднимается в рабочее положение и обрабатывается. После обработки готовые детали опускаются на рольганг и перемещаются в зону работы магнитного листоукладчика 28, который укладывает их на участки межоперационного складирования или передает на рольганг 51 участка вторичной правки. Готовые детали от газорезательной машины 23 во время работы газорезательной мащины 22 могут перемещаться под подъемной ра.мой 26. Грат, образующийся во время резки, падает вниз на виброконвейеры 29 и 30, выносится из зоны работы и ссы пается в сменные бу-нкера. Для газовой безразмехной криволинейной резки лист магнитным листоукладчиком 5 переносится на рольганг 34, где он ориентируется досьигателями 35. По рольгангу лист перемещается к многорезаковой газорезательной машине 33 и поднимается подъ емной рамой 36 в рабочее положение. Обработка сразу нескольких деталей ведется по заранее вычерченному фотокопиру. Грат от i азовой резки ссыпается на виброконвейер 29 и у..аляется. Вырезанные детали подъемной ра.мой опускается на рольганг и выводятся в зону работы магнитного листоукладчика 28, который укладывает их на участок межоперационного складирования или передает на рольганг 51 участка вторичной правки. Вторичная правка листовых изделий производится листоправильной маиншой 49. Выправленные детали выводятся на рольганг 50, откуда цеховым краном возвращаются на рольганг 51 и складируются магнитным листоукла,чиком 28. По второму технологическому циклу после первичной правки на листоправильной машине 1 лист по рольгангу 3 перемешается на поворотный рольганг 17 участка безразметной продольной резки на гильотинных ножницах. С помощью передвижных упоров 18 лист заталкивается на тележку 19 и зажимается захватами тележки. По специальному лим бу тележки настраивается величина обрезки листа. и тележка с листом движется к гильотинным ножницам 16. Так как .длина листа больще длины нежа, то после первого реза тележка с листом перемещается на длину ножа я производится второй рез и т.д. пока не будет срезана-вся кромка. Во время обрезки кромки резаковыми приспособлениями идет резка ее на части, которые падают на тележку уборки об резки и выводятся из зоны работы. Для обрезки второй продольной кромки тележка с листом возвращается назад и выталкивает его на поворотный рольганг 17. Чтобы не мешать повороту, тележка отходит, а лист с поворотным рольгангом вращается на 180. Тележка возвращается назад, и передвиж ные упоры 18 снова выталкивают лист на тележку, где он зажимается захватами. После настройки на щирину обрезается вторая продольная кромка. При резке листа на продольные полосы тележка с листом подводится на позицию первого реза, оператор по специальному лимбу отмеряет щирину отре заемой полосы и включает выдвижение захватов, которые перемещаются на запрограммированную величину. Далее за необходимое число резов гильопшные ножницы отрезают долосу от листа. Полоса попадает на транспортер 20, по которому перемешается к листоправильной машине 49. После первого прохода полоса выводится на роль ганг 50, сдвигается досылателями 52 на вегшчину, большую ширины полосы, и снова возвращается в листоправильную мащину. После правки полоса выходит по рольгангу 51 в зону работы магнитного листоукладчика 28, который и.пи передает ее на следующую обработку, или складирует. Правка саблевидностк полос (правка на ребро) производится на кулачковом прессе 54. По.юсы загружаются листоукладчиком 28 на рольганг 55. После правки полоса выводится опять на рольганг 55 и магнитным листоукладчиком 28 или укладывается на участки межоперационного складирования, или переносится на поворотный рольганг 39 зчастка безразметной поперечной резки на гильотинных ножницах. С поворотного рольганга 39 лист перемещается под тележкой 41 на рольганг 40 до гильотинных НОЖ1ШЦ 38 и центрируется центрирующими устройствами 42. Захват тележки 41 зажимает задний торец листа, и тележка перемещается до первого упора, установленного на программной линейке, расположенной вдоль всего рольганга безразметной поперечной резки. Включаются гильотинные ножницы, обрезается первая поперечная кромка. Отходы падают по склизу в короб уст юйства 43 для уборки отходов и по наполнении его выводятся из зоны работы и уносятся. Обрезанный с одной стороны лист по рольгангу 40 перемешается обратно на поворотный рольганг 39 и поворачивается на 180, затем снова по рольгангу 40 перемешается к гильотинным ножницам 38 и центрируется. Тележка захватывает задний торец листа и перемещается до следующего упора, установленного заранее на н окную длину, включается нож гильотинных ножниц и обрезается вторая поперечная кромка. Обработанный лист перемещается на рольганг 46 и складируется кантователем 47 на участке складирования. На участке безразметной поперечной резки может производиться поперечная резка листа на средние и мелкие детали по заранее выбранной программе, для чего на программной линейк е рольганга 40 безразметной резки устанавливается столько улоров, сколько необхо.аимо резов. Средние детали также перемешаются на рольганг 40 и складируются кантователем 47 на стеллаж, а мелкие детали попадают в бункер, установленный на месте устройства 45 для приема деталей. После заполнения бункер уносится .мостовым краном. Формула изобретения Технологическая линия для изготовления металлических листовых деталей, содержащая установленные по ходу технологического процесса и связанные между собой транспортирующими средствами в виде магнитных листоукла.дчиков и рольгангов агрегаты для правки, устройство для стыковки листов, многорезательные машины, отличающаяся тем, что, с целью расширения номенклатуры выпускаемых изделий в едином, непрерывном технологическом процессе, в нее встроены гильотинные ножницы для продо.льной и поперечной резки листовых заготовок, расположенные между агре7гатами для правки, установка для автоматической сварки, установленная между агрегатами для правки и устройством для стыковки листов, а также 3277368 правильно-гибочный пресс, находящийся между гильотинными ножницами для поперечной и продольной резки.
-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Поточная линия для резки листового металлопроката | 1977 |
|
SU716786A1 |
| Устройство для захвата и транспортирования листового материала | 1977 |
|
SU733941A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Установка для резки листового материала | 1980 |
|
SU910376A2 |