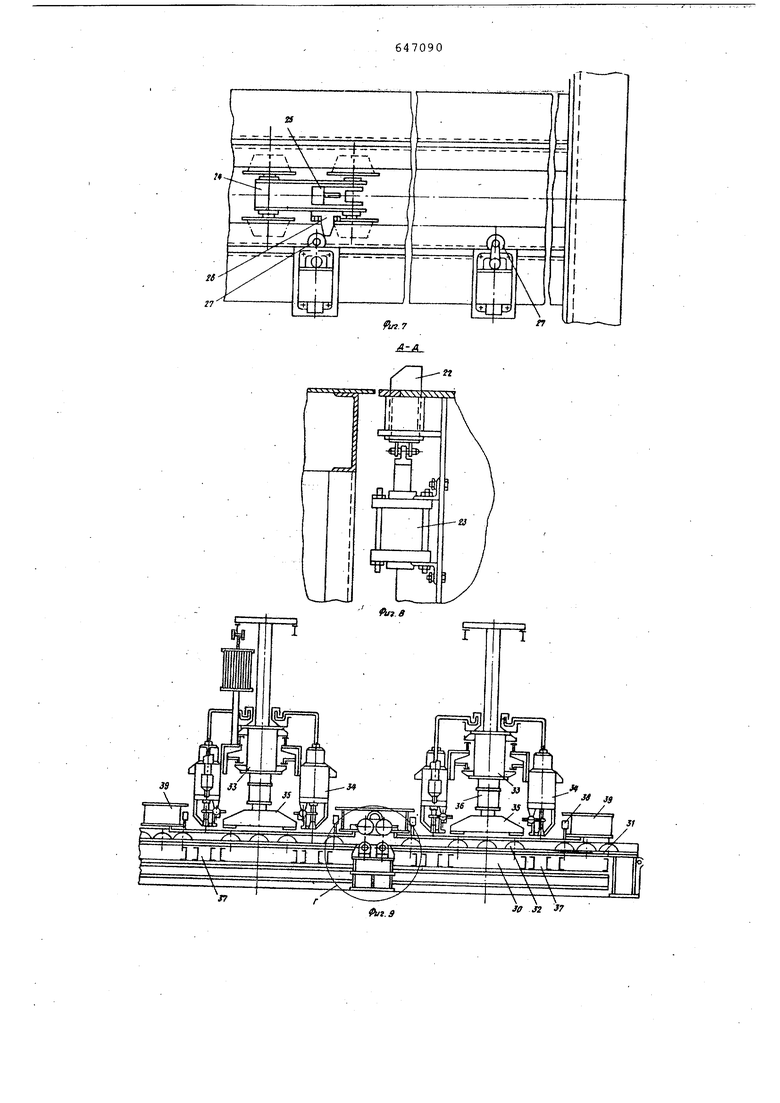
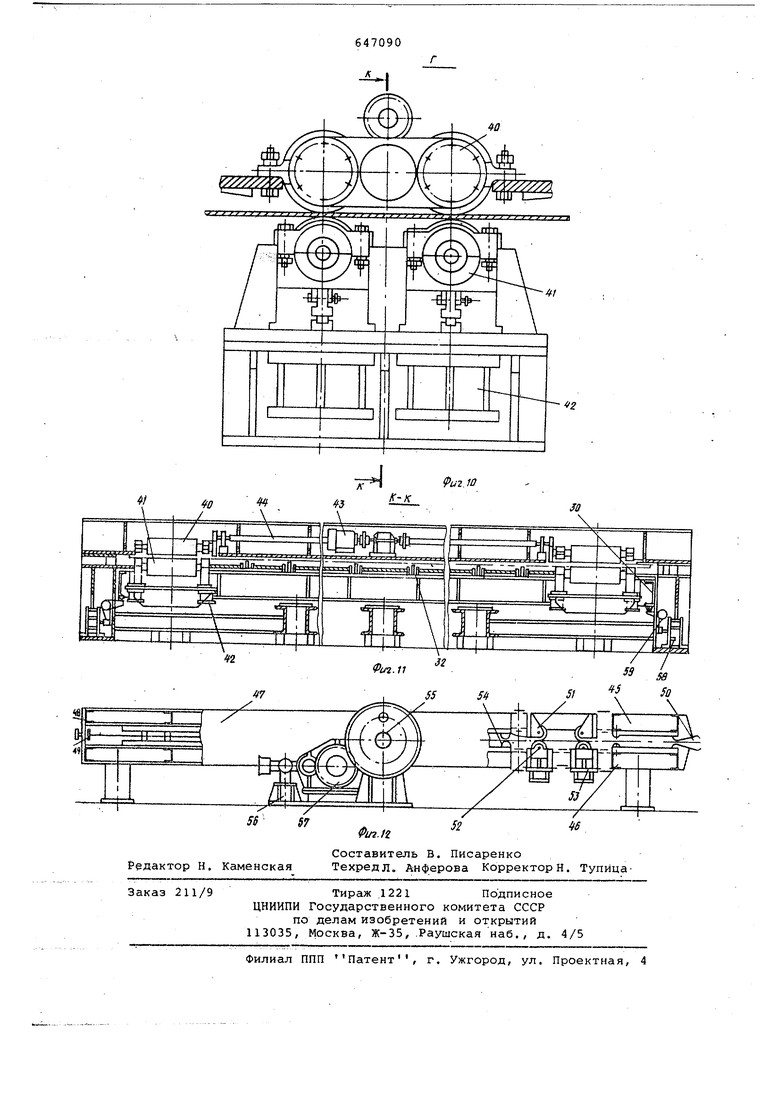
Изобретение относится к области сварки, а именно к устройству поточной линии для сборки и сварки листов в полотнища. . Известен стенд для сборки и двуст ронней сварки листового металла в по лотнища, состоящий из параллельных лриводных рольгангов, двух консольно поворотных сварочных колонн, на которых подвешены автосварочные головки с прижимными устройствами кантова теля , флюсовой подушки и механизмов выравнивания листов l . Стенд работает следующим образом . Листовой металл укладывается на роль ганг подъемно-транспортными средства ми, включается приводной рольганг и лист подается до упора; укладывается второй лист, который приводным рольгангом передается .цо упора в стык первого листа, выравнивается стык ли тоь и производится автоматическая сварка первой стороны, консольно-поворотная автосварочная установка поворачивается на 90 , и производится кантовка полотнища кантователем на 180. Поворачивается на 90° вторая консольно-поворотная автосварочная установка и производится прижим свариваемого листа и сварка второй стороны шва. Такой стендможет быть нспользован только в мелкосерийном производстве ввпду низкой пропускной его способности. Известна также поточная линия для . сборки и сварки листов в полотнища, содержащая расположенные в линию на основании склад заготовок с грузоподъемным транспортирующим устройством, стенд для сборки полотнищ со шлепперными устройствами h стенды для сварки стыков каждой стороны полотнища с помощью смонтированных на направляющих сварочных головок, кантователь полотнища, расположённый между стендами для сварки, связывающие элементы линии т.ранспортирующие устройства и расположенную в конце линии вальцегибочную машину 2, Недостатком этой поточной линии является.то, что она не обеспечивает точную подачу стыков полотнищ к сварочным головкам стендов сварки из-за пробуксовки полотнищ при их транспортировке. Целью изобретения является с здание поточной линии, которая обеспечивает точную подачу стыков полотнищ к евэрс чныМ головкам стендов сварки путем устранения пробуксовки полотнищ при их транспортировке. Это достигается тем, что транспо тирующие устройства выполнены в вид нескольких блоков, каждый из которых состоит из, по меньшей мере, пары приводных и пары нёприводкых роликов с зазором между роликами, равным тол щине подотнища, при этом приводные ролики I закреплены на основании нейодвижно, а каждый неприводной ролик установлен с возможностью перемещения в направлечии к сопряженному с ним приводному ролику от привода, причем каждый указанный блок роликов расположен между каждой парой смежных стендов для сборки полотнищ На фиг. 1 показан общий вид поточ ной линии, вид сбоку - (участок I механизированный склад листов,IIстенд сборки листов в полотнища, 111 - стенд сварки первой стороны по лотнищ, IV - кантователь, - стенд отделки пЬлотнища обратной стороны, VI - стенд сварки второй стороны по лотнища, Vll- стенд отделки второй стороны полотнища, VIII- гибочная машина; на фиг. 2 - общий вид пйточной линии, вид в плане; на фиг. 3 - общий вид механизированного склада листов, вид сбоку (участок I на фиг. на фиг. 4 - механизированный склад, сечение по А-А на фиг. 3; на фиг. 5 прододьный вид стенда сборки, сечение по В-В (фиг. 1, участок II); на фиг. 6 - поперечный вид стенда сбор ки, сечение по С-С (фиг. 1, участок П); на фиг. 7 - шлеппёрное устройство, вид сверху (фиг. 1, участок II на фиг. 8 - упорное устройство на стенде сборки, сечение по Д-Д (фиг. участок П ); на фиг. 9-- стенд сварки, вид сбоку (фиг. 1, участок In); на фиг. 10 - вид сбоку роликовбго тянущего механизма (фиг. 9, вид Г); на фиг. 11 - поперечныйвид стенда и тянущего роликового механизма, сечение по . 9, 10); на фиг. кантователь, вид сбоку (фиг. 1, уча ток iv ) ,, Механизированный склад состоит и стеллажей 1, на которых размедены пакеты 2 листовых заготовок, полукозлового крана 3, перемещающегося вдоль стеллажей 1. Кран 3 имеет 4 передвижения крана, расположенный на верхней и нижней опорных тележках 5, катящихся по реЛьсу б, укрепленному на, Колоннах 7. Для транспортировки листов кран 3 снабжен тельфером 8, рамой-ресивером 9, на которой установлен вакуум насос (на чертеже не показан) и пне моприсоски 10. Стенд сборки представляет собой сварную конструкцию рамного типа, состоящую из двух рам - не,подвижной рамы 11-и подъемной ра№л 12, Ма неподвижной раме 11 смонтирован механизм выравнивания листов в поперечном направлении, состоящий из пневмотолкателей 13, электромагнитов 14 для выравнивания, стыков листов в горизонтальной плоскости, медной прокладки 15, помещенной между электромагнитами. На подъемной раме 12 расположено роликовое поле, состоящее из опорных роликов 16, укрепленных на кронштейнах 17. Подъемная рама 12 имеет пневмопривод 18, соединенный штангой 19 с роликовыми рычагами 20, и направляющие ролики 21. Стенд сборки снабжен убирающимся упором 22, приводимым в движение пневмоцилиндром 23, смонтированным на неподвижной раме 11. Стенд имеет шлеппёрное устройство, состоящее из шлепперной тележки 24, захвата 25, упора 26, перемещающихся .по неподвижной раме 11, конечнцх выключателей 27, и два портала 28, по обе стороны ко орых на направляющих имеются сварочные головки 29, снабженные следящей системой ( на чертеже не показана). Стенд сварки первой стороны полотнища представляет собой сложную сварную конструкцию рамного типа, состоящую из двух рам: верхней секционной рамы 30 и нижней основной рамы 31. Верхняя рама 30 имеет роликовое пол,. состоящее из опорных роликов 32. Стенд сварки оборудован двумя порталами 33, по обе стороны которых размещены на направляющих двухдуговые сварочные головки 34, снабженные следящей системой. На порталах 33 установлены прижимы 35 с пневмоцилиндрами 36. Стенд имеет медные прокладки 37 и пневмоприжимы 38 на опорных балках 39 верхней рамы. Стенд сварки снабжен роликовым тянущим механизмом, состоящим из четырех пар сблокированных верхних приводных роликов 40 и нижних холостых прижимных роликов 41, имеющих индивидуальный подъемный пневмоцилиндр 42. Тянущие ролики 40 имеют привод 43, передающий вращение к ним через приводные валы 44. Кантователь состоит из верхней 45 и нижней 46 сварных рам, соединенных между собой боковыми стенками 47 и торцовой стенкой 48, на которой смонтирован конечный выключатель 49. Со стороны противоположного торца кантователя между верхней 45 и нижней 46 рамами имеется щель 50 для приема полотнища в кантователь. Вблизи щели 50 расположен роликовый тянущий механизм реверсивного действия, состоящий из верхних тянущих приводных роликов 51 и н 1жних холостых прижимных роликов 52 с индивидуальными прижимающими пневмоприводами 53. Внутри на .верхней 45 и нижней 46 рамах имеется роликовое поле, состоящее из опорных роликов 54. Кантователь крепится на полой оси 55с зубчатым колесом, через которую подведено электропитани и. сжатый воздух к роликовому тянуще механизму. Кантователь имеет привод 56 и редуктор с выходной шестерней Стенды сварки снабжены также пне моцилиндрами 58 с рычагами 59 для подъема и опускания рамы 30 с ролик ми 32. . Стенд отделки обратной стороны полотнища представляет собой сварну конструкцию рамного типа, на которой размещено роликовое поле и роли ковый тянущий механизм, аналогичный механизму на стенйе сварки. Стенд сварки второй стороны поло нища конструктивно аналогичен, стенду сварки первой стороны полотнища, но отличается только тем, что он не снабжен медными прокладками 37. Стенд отделки второй стороны ана логичен стенду отделки обратной сто роны полотнища с той разницей, что тянущий роликовый механизм выполняет дополнительно функции механизма задачи полотнища в гибочную машину. Гибочная машина представляет собой обычную стандартную трехвалковую гибочную машину. Все участки поточной линии снабжены пультами управления автоматического и полуавтоматического режима работы агрегатов (на. чертежах не показан).. Поточная линия работает следующим образом.. По заданной Программе полукозловой кран 3 механизированного склада перемещается с помощью.механизма передвижения 4 до совмещения его с Пакетом листовых заготовок 2. Одновременно с остановкой механизма пер движения 4 включается тельфер 8, . и рама-ресивер 9 начинает опускаться на-пакет 2 до соприкосновения с .листом пневмоприсосок 10. Включаетсявакуум-насос и по достижении определенного разряжения вакуум-наСос отключается, тельфер 8 поднимает вверх раму-ресивер 9 вместе с листом Конечнь1м выключателем тельфер 8 отключается, включается механизм пёредвижения крана 4, кран 3 передает лист к стенду сборки. Как только конечным вык лючателем отключается механизм передвижения 4 крана 3 над стендом сборки, включается тельфер 8 опускается рама-ресивер,9 с листом, лист укладывается на стенд сборки, отключаются пневмоприсоски 10, тельфер 8 переключается на подъем рамыресивера 9, цикл подачи листа повторяется. Подается команда на пульт управления сте.нда сборки, включается пневмопривод 18 и через штангу 19 посредством роликовых рычагов 20 подъемная рама 12 с роликовым полем поднимает лист. Включается пневмоцилиндр 23, выдвигается убирающийся упор 22. Включается шлепперное устройство, захватами 25 шлепперные тележки 24 перемещают лист по опорным роликам 16 до упора 22. Перемещение шлепперных тележек 24 в процессе подачи листов регулируется посредством упора 26 и конечных роликовых выключателей 27. Переместив лист до упора 22, шлеп.перные тележки 24 возвращаются в исходное положение. Как только новый лист оказывается на стенде, шлепперНое устройство досылает его до предыдущего, стыкуя листы. После того, как комплектовка полотнища окончена, отключается пневмо- привод 18, и подъемная рама 12 опускается, состыкованные листы, опускаясь, ложатся на неподвижнуюраму 11. Включается механизм выравнивания лИстов в поперечном направлении и своими пневмотолкателями 13 выравнивает листы, прижимая их к противоположному борту неподвижной 11. После выравнивания подается ток на электромагнитные подушки 14, и листы полотнища в местах стыка плотно прижимаются к медной прокладке 15. Включа-. ются сварочныеголовки 29, снабженные следящейсистемой, производится наложение сборочного шва на стыках полотнища. Этой операцией завершается цикл сборки полотнища. . Убирается упор 22, поднимается подъемная рама 12, поднимая на опорных роликах 16 собранное полотнище и одновременно включая пневмоцилиндр 58, который через рычаг 59 поднимает раму 30 с роликами 32. Включается привод шлепперного устройства (на чертеже не показан), и шлеппер-ная тележка 24 захватом 25 передает полотнище на стенд сварки первой стороны. Как только полотнище входит в зазор между верхними тянущими роликами 40 и нижними прижимными ролика-. Ми 41 роликового тянущего механизма, установленного на стенде сварки, пневмоцилиндр 42 прижимных роликов 41, поднимая их вверх, зажимает ими полотнище и в этот момент включается привод 43 тянущих роликов 40, одновременно подается команда на обратный ход шлепперных тележек 24 шлепперного устройства стенда сборки. Полотнище с помощью роликового тянущего механизма перемещается по стенду сварки до упоров, аналогичных упорам 22 на стенд сборки, занимая .исходное положение, при котором на стыках накладывается окончательный сварочный шов первой стороны, а на стенде сборки в это время повторяется цикл комплектовки и сборки листов в полотнище. После остановки полотнища на стенде сварки полотнища первой стороны включается пневмоцилиндр 58, который через рьг1аги 59 опускает раму 30 с роликами 32. Полотнище своимИ стыками опускается на модные прокладки 37, включаются пневмоцилиидры 36 и опускаются прижимы 5 на полотнище, которые прижимают стыки полотнища к медной прокладке 37. Одновременно срабатывают пневмоприжимы 38 на верхней раме 39 вдоль линии стыка, и стыки полотнища прижимаются к медной, прокладке 3 Со второй стороны стыка. Включаются двухдуговые сварочные головки 34 порталов 33 со следящей системой, и производится сварка стыков.. После того, как сварка окончена, включаются пневмоцилиндры 36 и 38, раскрепляется полотнище, включаетсяпневмоцилиндр 23 и упор 22 опускается. Включается пневмоцилиндр 58, который через рычаги 59 поднимает раму 30 с роликами 32, полотнище поднимается, включается привод ролика 40, включается пневмоцилиндр 42, поднимая ролики 41 тянущего механизма, и полотнище начинает перемещаться со стенда сварки в кантователь. Как тол ко пЪлотнище заходит в щель 50 кантователя и попадает в зазор между роликами 51 и 52 тянущего механизма кантователя, аналогично, как и в тянущем механизме стенда сварки, срабатывают приводы 53 прижимных ро иков (привод тянущих роликов на чертеже не показан). Ролики 52 прижимают полотнище к ролику 51, передают полотнище внутрь кантователя ме ду верхней 45 и нижней рамами по onopHbJM роликам 54 роликового поля рам. Полотнище перемещается в кантователе до тех пор, пока не коснется конечных выключателей 49. на задней торцовой стенке 48 кантователя. В это время отключается привод тянущих роликов и полотнище останавливается, одновременно включается привод 56 кантователя, и рама кантовате ля с полотнищем начинает вращаться вокруг оси .55;Вращение кантователю от привода 56 передаетсячерез шестерню редуктора 57. После того, как произойдет .кантовка на , отключается привод 56j и включаются тянущие ролики 51 и 5i, которыми Hjiufe выдается из кантователя. Когда полотнище, двигаясь по стенду отдел ки обратной стороны, войдет между рбликами тянущего механизма этого стенда, отключится тянущий механизм С нтователя и, как только полотнище выЙдет из щели кантователя, рама кантователя, BI зщаясь в обратном направлении, занимает первоначальное исходное положение для приема следующего полотнища. Дальнейшее продвижение полотнища по стендам линии осуществляется аналогичным образом роликовыми тянущими механизмами, установленными на всех стендах. Как только последующий тянущий механизм захватывает полотнище, предыдущий механизм отключается. Формула изобретения Поточная линия для сборки и сварки листов в полотнища,содержащая расположенные в линию на основании склад заготовок с грузоподъемным транспортирующим устройством, стенд для сборки полотнищ со щлепперными устройствами и стенды для сварки стыков каждой стороны полотнища с помощью смонтированных на направляющих сварочных головок, а также кантователь полотнища, расположенный между стендами для сварки, связывающие элементы линии транспортирующие устройства и расположенную в конце линии вальЦегибочную Машину, отличающаяся тем, что, с целью обеспечения точности подачи стыков полотнищ к сварочным головкам стендов сварки путем устранения пробуксовки полотнищ при их транспортировке, транспортирующие устройства выполнены в виде нескольких блоков, каждый из которых состоит из, по меньшей мере, пары приводных и пары неприводных роликов с зазором между роликами, равным толщине полотнища, при этом приводные ролики закреплены на основании неподвижно, а каждый неприводной ролик установлен с возможностью перемещения в направлении к сопряженному с ним приводному ролику от привода, причем каждый указанный блок РОЛИКО.В расположен между каждой парой, смежных стендов для сборки полотнищ. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР Ю 366951, кл. В 23 К 37/0,4, 1970. 2.Николаев Г.А. и др. Расчет, проектирование и. изготовление свар.ных конструкций, Высшая школа , М., 1971, 602-603.
. ... 647090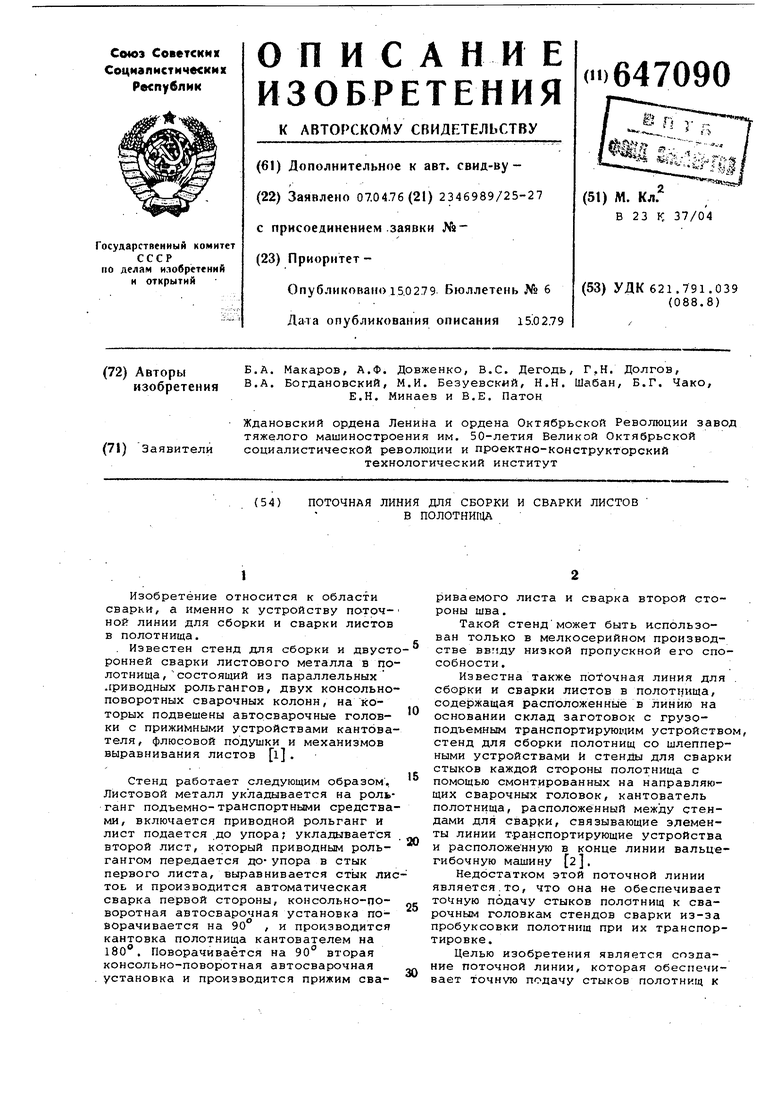

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сваркипОд флюСОМ лиСТОВ B пОлОТНищА | 1979 |
|
SU831468A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1980 |
|
SU912468A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная механизированная линия для изготовления полотнищ с ребрами жесткости | 1984 |
|
SU1311894A1 |

Iff S2 37
