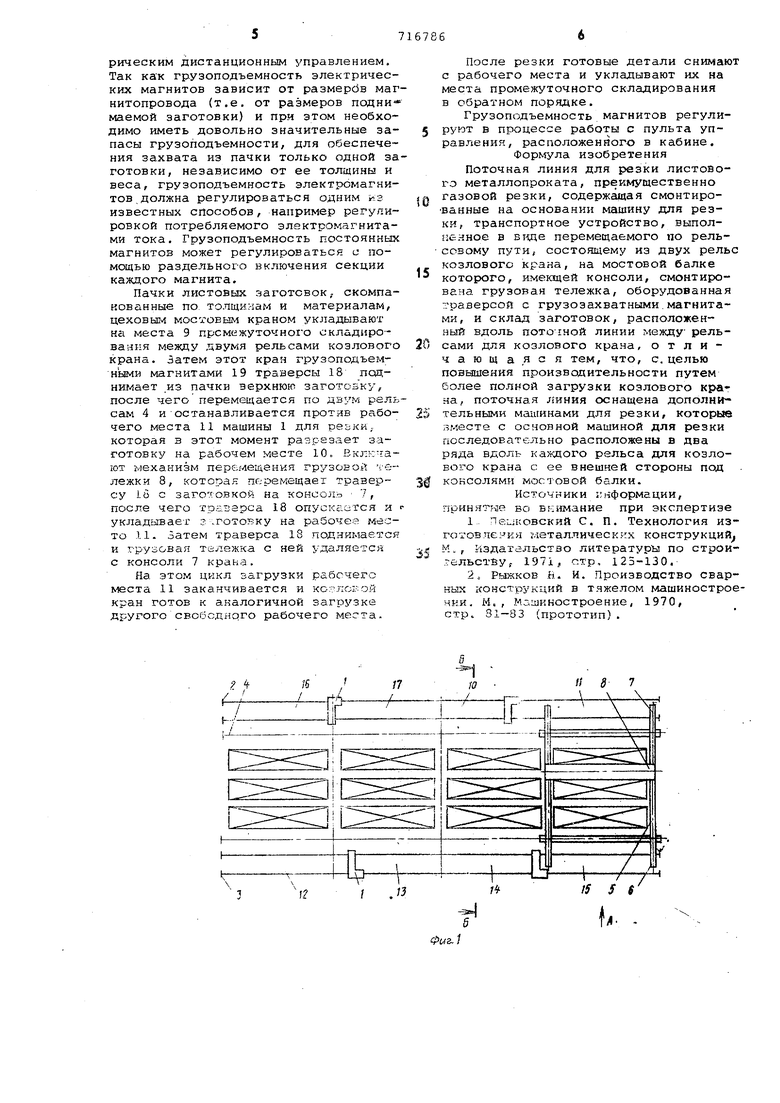
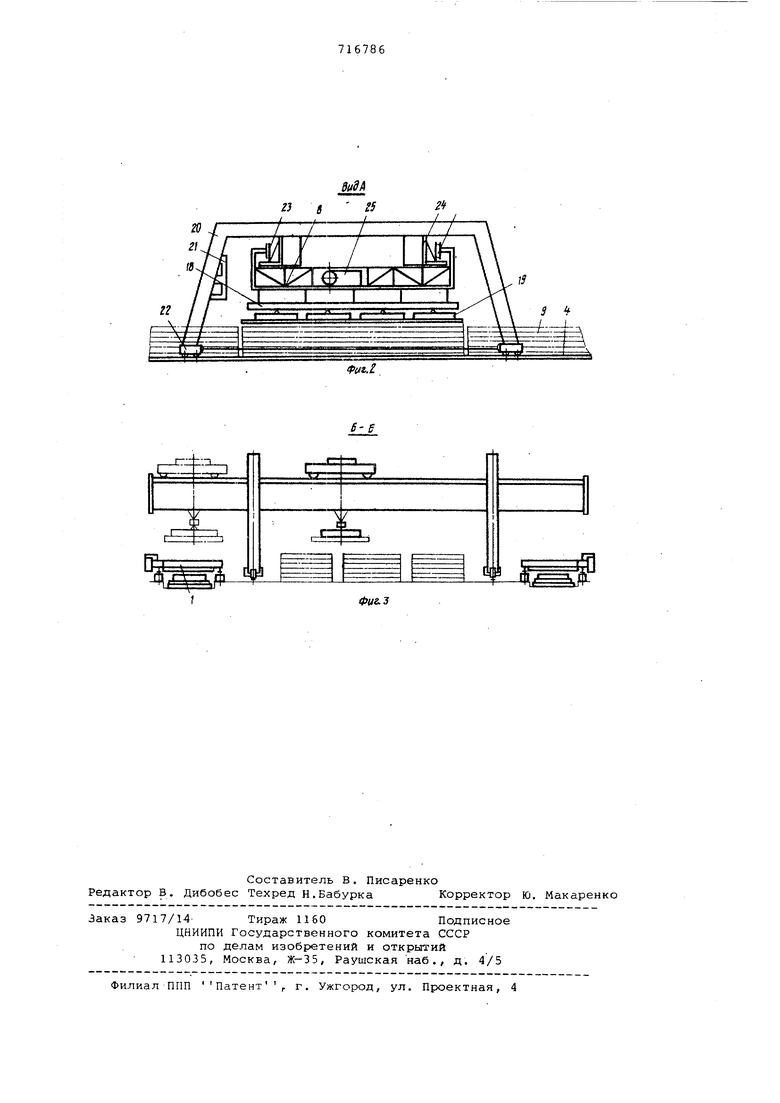
(54) ПОТОЧНАЯ ЛИВИЯ ДЛЯ РЕЗКИ ЛИСТОВОГО ME ТА ЛЛОПРОКАТА Технологический процесс такой линии требует применения для каждой машины, по меньшей мере, одной подъемной. (длиной, равной длине заготовки) и двух рольгангов: подающего и приемного, - той же длины. Кроме того, каждая группа подающих и пр емных рольгангов должна обслуживаться, по меньшей мере, одним листоукладчиком. При подаче заготовок и выдаче готовых деталей одним рольганго в одну сторону уменьшается производительность участка из-за задержки подачи следукщей заготовки во время транспортировки и уборки готовых дет лей после обработки предыдущей. По второму варианту газорезатель;-:ая машина располагается в зоне, об служиваемой магнитным листоукладчиком, который укладывает заготовку непосредственно на рабочее место га зорезательной машины и убирает гото вые детали после обработки, при это целесообразно один листоукладчик использовать для обслугсивания только двух газорезательных машин и располагать места промежуточного складирования между ними. Недостатком цаняого варианта является ограниченность его ис.;ользов ния, так -лак при расположении бо.иьы го количества газорзжуш;-;;; F зоне листоукладчика :ар. ка безопасности из-г-э i-; с-5 хОд им.ос т .1 перемещения заготовок и деталей к одному рабочем, месту я; .: газореэчи Кроме того, эстакадьл магнитных листоукладчиков перегораживают nijoлеты цехов, затрудняя работу цеховых мостовых кракоз. Известна также поточная линия лля резки листового металлопроката, пре имугдественно га.зоБой резки, содержа, щая смонтированные на основании машину для резки, транспортное устрой ство, выполненное в вдпе перемещаемого по рельсовому пути, состоящаму из двух рельс, козлозого крана, i:a мостовой балке которого, имешдей консоли, смонтирована грузовая т;2ла ка, оборудованная граБерсой с грузо захватными магнитами и склад загото вок, расположенный вдоль поточной линии .межгду рельсами для КОЗЛОЕОГО крана 2. Однако такая поточная линия мало производительна из-за малой загрузки козлового крана. Цель изобретения - повышение про изводительности линии путем более полной загрузки козлового крана. Для этого предлагаемая поточная линия осна1цена дополнительными машинами для резки, которые вместе с основной машиной последователь;-1О расположены в два ряда вдоль кажког рельса для козлового крана с ее BHe ней стороны под консолями мосто--Ой балки. На фиг. 1 дана коне:руктивная, схема описываемой линии, вид сверху;на фиг. 2 - вид по стрелке А на фиг,1; на фиг. 3 - разрез Б-Б на фиг. 1. Поточная линия для газовой резки листового металлопроката состоит из нескольких машин 1 резки, перемещающихся по путям 2 к 3, располагаемым параллельно двум рельсам 4 козлового крааа 5.Консоли 6 и 7 моста крана расположены; иад путями 2 и .3 ма ыин 1 так,чтобы обеспечить перемещение заготовки грузовой хележкой 8 козлового крана 5 с одного из складских мест 9,расположенных внутри двух рельс 4,на рабочие места 10-17 машин для рсзки.при зтом ::а.35иая ме.шина для резки обслуживае- яо два рабочих места (To-fl, н /.д.) и заготовка укладывается на одно из них (например, места 11) з то время, когда идет газовая резка заго.овки га другом {например, месте 1C) . Для обеспечения безопасной ра.боты мапгин 1 козловый кран 5 может перемелг.аться вдоль двух рельс 4 только тогда; когда грузовая тележка крака 8 не нахсдитсгг ал одной из консолей G и 7 козло зого крама 5, а траверса 18 с грукоинмя магнитами 19 поднята 3 верхнее пололсение так, что нижняя плоскость 3 аготовки, удерживае1 1ая 19, находится вьаие верхней л-агнитамь листов, расположенных на ПЛОСлОСТК местах 9. Зазор между нижскла.-оких ней п,;ос1-;остыо заготовки, перемещаемой KpcHOjv; 5. верхней плоскостью любого аклал,с::ого места 9 должен быть больше во-эмокного прогиба этой вйгсто:,к;1 от собственного веса. орные стойки 20 крана 5 обеспечиваюперег.епВБие между ними от ОДНО:; консоли Ь дс другой 7 заготовки макс-гмалыю . .JiЯны. Управление козловым vpai-To;v; пролзводится из кабилы 21;. установленной на одной из сто ек О : ра;. а о гСрг-: о перемещается вдоль пути 4 с помои.ью прушодкых ходовЕ х тележек 22, закрепленных, на нижних частях спорных стоек 20, Грузовая тележка 8 перемещается по путям 23, уст.анов.ueHHHN5 на канэдой из двух мостОвых балок 24 крана.5. Траверса 18 с заготовками поднимается лебедкой 25, уст ановленной ка грузовой тележке. Для удержания при г одьеме из. пачки верхней заготовки на траверсу 18 навешивают несколько грузоподъемных магнитов 19. К .оличество грузоподъеглных магнитов определяют, исходя из грузоподъемности магнита и допустимого прогиЗа заготовки в промежутках между ними и на консол.гх. При этом в качестве грузоподъемньа ма.гнито7 можно использовать как электромагниты, тоК и постоянные магниты с элактрическим дистанционным управлением. Так как грузоподъемность электрических магнитов зависит от размерив магнитопровода (т.е. от размеров поднимаемой заготовки) и при этом необходимо иметь довольно значительные запасы грузоподъемности, для обеспечения захвата из пачки только одной заготовки, независимо от ее толщины и веса, грузоподъемность электромагнитов, должна регулироваться одним из известных способов, например регулировкой потребляемого электромагнитами тока. Грузоподъемность постоянных магнитов может регулироваться с помощью раздельного включения секции каждого магнита.
Пачки листовых заготовок, скомпанованные по. толщиг- ам и материалам, uexoBHEvi мостовым краном укладывают на места 9 промежуточного складирования мезвду двумя рельсами козлового крана. Затем этот кран грузоподъемными магнитами 19 траверсы 18 псднимает из пачки верхнюю заготовку, после чего перемещается по двум рельсам 4 иостанавливается против рабочего места 11 машины 1 для резки, которая в этот момент разразает заготовку на рабочем месте 10. Вклкчают механизм перемещения грузовой се- лежки 8, которая перемещает траверсу 1.й с заготовкой на консоль 7, после чего тразарса 18 опускается и укладнлвает з .готовку на рабочее место 11. Затем траверса 18 поднимается и грузовая тележка с ней удаляется с консоли 7 крана.
На этом цикл загрузки рабочего места 11 заканчивается и коялсвой кран готов к аналогичной загрузке другого свободного рабочего места.
После резки готовые детали снимают с рабочего места и укладывают их на места промежуточного складирования в обратном порядке.
Грузоподъемность магнитов регулируют в процессе работы с пульта управления, расположенного в кабине. изобретения
Поточная линия для резки листового металлопроката, преимущественно газовой резки, содержащая смонтиро0ванные на основании машину для резки, транспортное устройство, выполненное в Бт-ще перемещаемого по рельсовому пути, состоящему из двух рельс козлового крана, на мостовой балке
5 которого, имекщей консоли, смонтирована грузовая тележка, оборудованная траверсой с грузозахватными.магнитами, и склад заготовок, расположенный вдоль ПОТО-1НОЙ линии между рель0сами для козлового крана, отличающаяся тем, что, с.целью повышения производительности путем более полной загрузки козлового крана, поточная шния оснащена дополнительными машинами для резки, которые оместе с основной машиной для резки последовательно расположены в два ряда вдоль каждого рельса для козлового крана с ее внешней стороны под
Cf консолями мостовой балки.
Источники информации, принятые во вн11мание при экспертизе
1 Пеиковский С. П. Технология изготов.пенкя металлических кoнcтpyкций М., Издательство литературы по строи1 .тельствуг 1971, стр, 125-130.
2. Рыжков .и. И. Производство сварных конструкций в тяжелом машиностроечни. М., Машиностроение, 1970, стр. 31-83 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для тепловой резки листового проката | 1980 |
|
SU925570A1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНОВ ТРАНСПОРТНОГО СРЕДСТВА | 2021 |
|
RU2769191C1 |
| СПОСОБ СТАШЕВСКОГО И.И. ПРОИЗВОДСТВА ЖЕМЧУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339221C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЁТКИ | 2001 |
|
RU2222659C2 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Механизированный участок для производства разнотипных сварных металлоконструкций | 1980 |
|
SU887104A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
// 8 7
У41
9иг.1
F.W
