Известные электроискровые станки для ЧИСТОВОЙ обработки цилиндрических и конических отверстий -не обеспечивают необходимой ТОЧНОСТИ и СООСНОСТИ обрабатываемых отверстий, а также прямолинейности возвратно-поступательных движений электродаинструмента вне зависимости от износа трущихся поверхностей штока, несущего электрод-инструменг.
Предложенный станок отличается тем, что для каждого щпинделя применена оправка с четырьмя попарно расположенными и разнесенными по ее длине опорами. На них устанавливают деталь при обработке опорной поверхности отверстия и других поверхностей, соосных с ней.
Для обеспечения прямолинейности возвратио-поступательных движений электрода-инструмента вне зависимости от износа трущихся поверхностей несущего электрод-инструмент щтока последний имеет две утолщенные части, которыми он устанавливается на две разнесенные по длине штока опоры со смен.ными вкладышами. Утолщенные части щтока прижимают к сменным вкладыщам двумя роликами с пружинами.
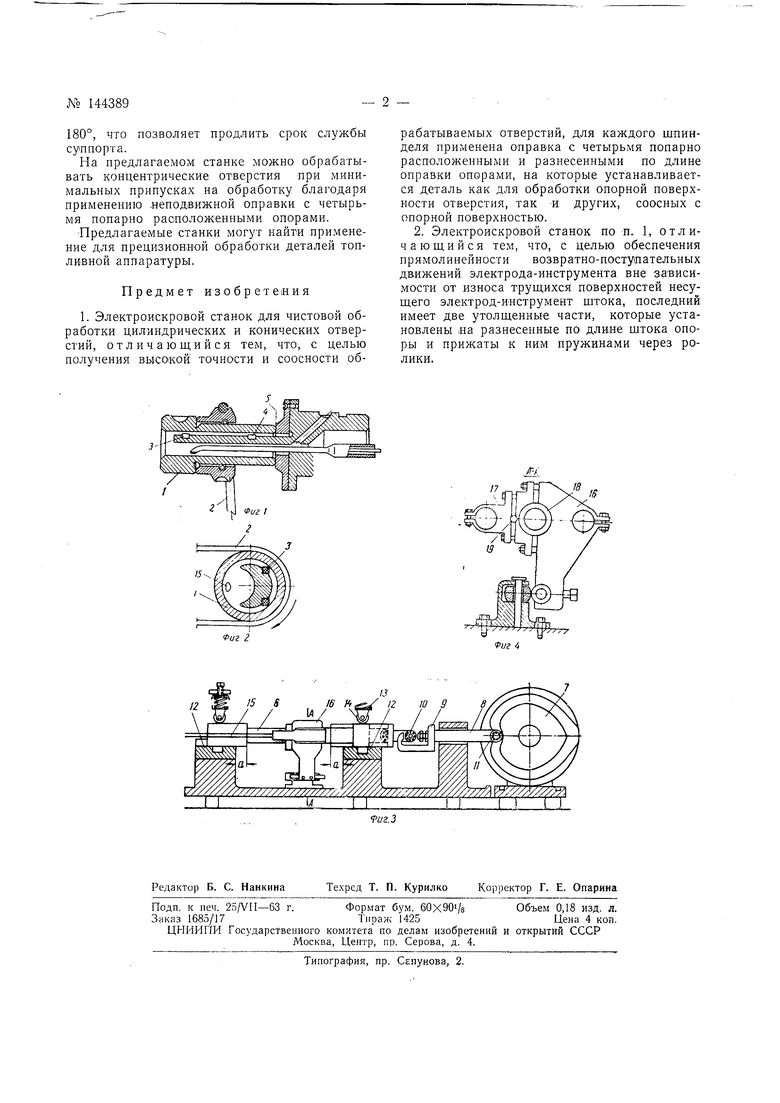
На фиг. 1 схематически изображена оправка с четырьмя опорами; .на фиг. 2 - то же, вид с торца; на фиг. 3 - суппорт станка; «а фиг. 4 - сечение по А-А на фиг. 3.
Для обеспечения устойчивого положения детали / при обработке ее прижимают резиновым ремещком 2 к опорам 3, 4, разнесенным по длине обрабатываемого отверстия, и к торцу 5. Торец 5 перпендикулярен к плоскости, проходящей через верщины опор 3 и 4, и имеет несколько больщий размер, чем опорный торец детали. Благодаря незначительному отклонению площадей трения и равноплече.му приложению усилий от ремещка 2 опоры изнашиваются равномерно.
Прямолинейное возвратно-поступательное движение электрода-инструмента обеспечивают утолщением опорных частей щтока 6. Движение щтока осуществляется от копира 7 через толкатель 8, серьгу 9 и шарикоподшипНИКИ 10 и 11. Обе утолщенные части щтока расположены на двух сменных опорах 12 и прижаты к ним пружинами 13 через ролики 14.
Чтобы ИСКЛЮЧИТЬ влияние износа щтока на прямолинейность его движения, длина рабочей части щтока и опор выбрана так, чтобы размеры а сохранялись при работе суппорта равновеликими. Сумма двух размеров а равна длине хода суппорта, который в свою очередь, равен длине обрабатываемой поверхности изделия. Так как износ опор и щтока происходит в сторону основания суппорта (вниз), а электрод-инструмент 15 расположен внутри обрабатываемого отверстия, влияние износа ощущается весьма слабо м легко компенсируется при подналадке путем разворота кронштейнов 16 и 17 вокруг осей 18 и 19. Конструкция опор предусматривает возможность разворота щтока вокруг своей оси на
180°, что позволяет продлить срок службы суппорта.
На предлагаемом станке можно обрабатывать концентрические отверстия при минимальных припусках на обработку благодаря применению .неподвижной оправки с четырьмя попарно расположенными опорами.
Предлагаемые станки могут найти применение для прецизионной обработки деталей топливной аппаратуры.
Предмет изобретения
1. Электроискровой станок для чистовой обработки цилиндрических и конических отверстий, отличающийся тем, что, с целью получения высокой точности и соосности обрабатываемых отверстий, для каждого шпинделя применена оправка с четырьмя попарно расположенными и разнесенными по длине оправки опорами, на которые устанавливается деталь как для обработки опорной поверхности отверстия, так и других, соосных с опорной поверхностью.
2. Электроискровой станок по п. 1, отличающийся тем, что, с целью обеспечения прямолинейности возвратно-поступательных движений электрода-инструмента вне зависимости от износа трущихся поверхностей несущего электрод-инструмент штока, последний имеет две утолщенные части, которые установлены на разнесенные по длине штока опоры и прижаты к ним пружинами через ролики.
2
8
/7
IS
Риг 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки внутренней цилиндрической поверхности деталей электроискровым способом | 1961 |
|
SU140313A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Привод суппорта станка для электроэрозионной обработки | 1987 |
|
SU1535684A1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| Электроискровой станок для обработки внутренних конических поверхностей | 1981 |
|
SU952494A1 |
| Электроэрозионный станок для круглого шлифования | 1978 |
|
SU747696A1 |
| Станок для электроэрозионной обработки | 1977 |
|
SU763058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| Станок для фасонного строгания | 1982 |
|
SU1077720A1 |
У77 У/У////У//т
