Изобретение относится к устройст- ам для электроэрозионной обработки 5 , в частности, к устройствам для становки и перемещения электрода- нструмента.
Цепь изобретения - повышение точности обработки и расширение техно- 20 огических возможностей за счет регулируемого хода привода подачи.
На чертеже изображен привод суппорта станка для электроэрозионной обработки возвратно-поступательно 25 перепевающимся электродом-инструментом.
Привод суппорта станка служит для обработки детали 1, установленной на оправке 2, возвратно-поступа- 30 тельно перемещающимся электродом- инструментом 3 с помощью генератора 4 импульсов технологического тока и регулятора 5 подачи электрода-инструмента к обрабатываемой поверхно- $ сти.
Привод суппорта включает привод 6 вращения кулачка 7, на который опираются ролики 8 и 9, установленные на рычагах 10 и 11 соответственно. 40 Пальцы 12 и 13 закреплены на планке 14 и входят в прорези на концах рычагов 10 и 11 и имеют возможность поворота вокруг точек а и б. Планка 14 подпружинена пружинами 15 относитель- д5 но корпуса 16, в котором закреплена втулка 17. Во втулке 17 размещен винт 18 с возможностью вращения. Резьбовой конец винта 18 входит в резьбовое отверстие в планке 14, чем обеспечи- о вается ее смещение относительно оси Oj-Oj кулачка 7.
Второй конец рычага 11 посредством стержня 19 контактирует с толкателем 20, а конец рычага 10 входит в прорезь втулки 21 и фиксируется посредством пальца 22, при этом пружина сжатия 23 осуществляет силовое замыкание роликов 8 и 9 на кулачок 7.Толкатель 20 через упор 24, установленный в подпятниках 25 и 26, соединен суппортом 27, их силовое замыкание осуществляется пружиной сжатия 28.Ос 0| -О. вращения кулачка 7 и роликов 8 и 9 смещена относительно общей оси Ј пружин сжатия 23 и 28.
Привод суппорта станка работает следующим образом.
Для осуществления обработки в межэлектродный зазор между деталью 1, установленной на оправке 2, и электродом-инструментом 3 подают разрядные импульсы от генератора 4 импульсов технологического тока. Электроду-инструменту 3 сообщается поступательное перемещение к обрабатываемой поверхности от регулятора 5 подачи электрода и возвратно-поступательные перемещения от привода суппорта. Для этого включают привод 6, который передает вращение кулачку 7, он же сообщает вращение детали 1. При вращении кулачка 7 через ролики 8 и 9 один из концов каждого из рычагов 10 и 11 получает колебательное движение, вокруг точек поворота а и б на пальцах 12 и 13 соответственно. Предварительно устанавливают длины рычагов 10 и 1, передвигая планку 14 с помощью винта 18, чем обеспечивают необходимую величину хода толкателя 20 и суппорта 27 с электродом инструментом 3. Конец рычага 11 через стержень 19 передает движение толкателю 20, а конец рычага 10 воздействует на толкатель 20 через втулку 21, палец 22 и пружину 23. Толкатель 20 через упор 24 и пружину 28 передает перемещение суппорту 27. Вместе с суппортом электрод 3 совершает возвратно-поступательные перемещения вдоль поверхности детали, производя ее обработку. После окончания обработки электрод 3 отводится от детали 1, включается генератор
4, регулятор 5 и привод 6. Деталь 1 снимается с оправки 2.
По мере эксплуатации станка в силу указанных выше причин возможно изменение длины рабочей площади электрода-инструмента.Тогда для сохранения оптимального значения величины перебега необходимо изменить ход суппорта, для чего винтом 18 изменяют длины рычагов 10 и 11, поднимая или опуская положение точек а и б поворота.
При конкретном выполнении привода суппорта 27 производилась электроискровая обработка втулки плунжера с внутренним отверстием диаметром 9 мм и длиной If 55 мм. Обработка производилась электродом 3 из медной проволоки марки ММ круглого сечения диаметром 2 мм, длина рабочей площадки при угле загиба 12° 30 составила 1 14 мм. Оптимальная величина перебега с 1 мм. При этом общий ход возвратно-поступательного перемещения суппорта 27 вычисляется Т 1 + 2$ - lij. 43 мм. Длина рычагов 10 и 11 равнялась 120 мм при соотношении плеч 1:2. Погрешности изготовления направляющей и износ ее и электрода-инструмента в процессе обработки привели к изменению длины 1ч рабочей площадки в пределах 42,5 мм. Произьедя настройку привода с целью сохранения а 1 мм перемещением планки 14 на величину 15мм, получили величину возвратно-поступательного хода в пределах от 40,5 мм .
до 45,5 мм соответственно. При этом точность обработки сохранилась высокой. Отклонение от прямолинейности обрабатываемой поверхности не превысило 0,0008 мм, а конусообразность составляла не более 0,003 мм.
Для сравнения обработалась партия деталей без изменения хода суппорта. Это привело к потере точности обработки, а именно, отклонение от прямолинейности составило 0,002 мм, а конусообразность отверстия равнялась 0,006 мм.
15
Формула изобретения
Привод суппорта станка -для электроэрозионной обработки, содержащий соединенный с суппортом толкатель,ки-ч нематически связанный со снабженным приводом вращения кулачком через два ролика, расположенные диаметрально противоположно относительно кулачка и контактирующие с ним посредством
соосных одна другой пружин, о т л.и - чающийся тем, что, с целью повышения точности и расширения технологических возможностей, ось вращения / кулачка смещена относительно общей
оси пружины, при этом оба ролика установлены на введенных в привод рычагах, один из концов каждого из которых расположен на оси пружин, при этом в привод введена планка, установленная с возможностью регулирования ее положения относительно оси кулачка и предназначенная для взаимодействия с другими концами рычагов.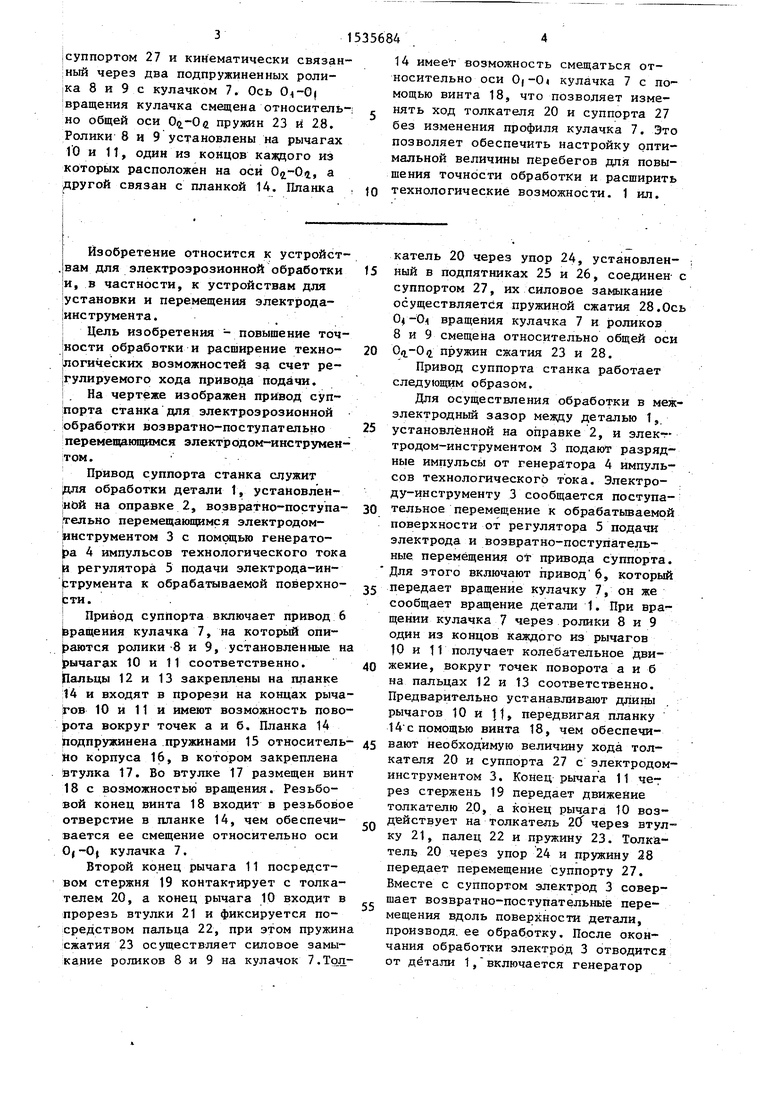
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод суппорта станка | 1982 |
|
SU1106622A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Станок для электроэрозионной обработки внутренней цилиндрической поверхности | 1982 |
|
SU1065123A1 |
| Станок для электроэрозионной обработки | 1977 |
|
SU763058A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Направляющее устройство проволочного электрода-инструмента электроэрозионного вырезного станка | 1983 |
|
SU1085738A1 |
| Станок для вибрационного накатывания | 1976 |
|
SU653097A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Способ долбления зубчатых колес и инструментальный суппорт для его осуществления | 1986 |
|
SU1397201A1 |
Изобретение относится к устройствам для электроэрозионной обработки, в частности к устройствам для установки и перемещения электрода-инструмента. Целью изобретения является повышение точности обработки и расширение технологических возможностей за счет регулируемого хода привода подачи. Привод содержит толкатель 20, подвижно соединенный с суппортом 27 и кинематически связанный через два подпружиненных ролика 8 и 9 с кулачком 7. Ось О1-О1 вращения кулачка смещена относительно общей оси О2-О2 пружин 23 и 28. Ролики 8 и 9 установлены на рычагах 10 и 11, один из концов каждого из которых расположен на оси О2-О2, а другой связан с планкой 14. Планка 14 имеет возможность смещаться относительно оси О1-О1 кулачка 7 с помощью винта 18, что позволяет изменять ход толкателя 20 и суппорта 27 без изменения профиля кулачка 7. Это позволяет обеспечить настройку оптимальной величины перебегов для повышения точности обработки и расширить технологические возможности. 1 ил.
| Привод суппорта станка | 1982 |
|
SU1106622A1 |
