(Л
4:
оо
144
филирующую и калибрующую волоки с образованием на ее поверхности равномерно расположенных по поперечному сечению многозаходных винтовых выступов высотой до 1/3 диаметра электрода при получении ях вытеснением материала из впадин образование многозаходньк винтовых выступов производят при волочении в профилирующей волоке с последующей деформацией в калибрующей волоке на 10-40%. При этом наруж1а1Й диаметр заготовки, образованный ее выступами после волочения в профилирующей волоке, превьш ает наружный диаметр проволочного электрода, получаемого после волочения в калибрующей волоке, а оп, в свою очередь, больше ди-013
аметра заготовки, получаемой после волочения в рабочер волоке. В устройстве для волочения проволочного электрода, реализующем данный способ, профилирующая волока 7 выполнена с возможностью вращения относительно оси волочения. Она размещена между рабочей I и калибрующей 2 волоками, установленными жестко в общей раме. Профилирующая волока выполнена роликовой и снабжена направляющими 20. После утонения и сплющивания конца заготовки ее подают в рабочую волоку, направляющие профилирующей волоки и в ка- либрую1цую волоку. Образование профиля происходит без скручивания заготовки, 2 с.п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| СПОСОБ НАНЕСЕНИЯ ТРЕХСТОРОННЕГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ НА ПОВЕРХНОСТЬ ВЫСОКОПРОЧНОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2011 |
|
RU2496592C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Устройство для плющения проволоки с использованием ультразвуковой энергии | 1991 |
|
SU1780906A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ | 1992 |
|
RU2040987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2302916C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| Способ изготовления арматурной проволоки | 1989 |
|
SU1720768A1 |

) Изобретение относится к волочильному производству и может быть использовано при изготовлении проволочного электрода-инстру 5ента для электроэрозионных вырезных станков.Целью изобретения является повышение точности профиля проволочного электрода. Сущность изобретения состоит в том, что в способе волочения заготовки проволочного электрода через рабочую, про
1
Изобретение относится к волочильному произвоству, в частности, к из- готовленрпо проволочного электрода для электроэрозионных вырезных станков.
Целью изобретения является повы- щение точности профиля проволочного электрода„
Существо | способа заключается в следующем.
Заготовку для изготовления проволочного электрода последовательно волочат через рабочую профилирующую и калибровочную волоки,
При этом профилирующая волока выполнена с возможностью самовращения, что образует на поверхности заготовки винтовые выступы, равномерно расположенные по его поперечному сече- нию. Они получены вытеснением металла из впадин, их высота составляет, до 1/3 диаметра заготовки, Р аружный диаметр заготовки, образованный винтовыми выступами, превыщает диаметр заготовки, получаемой после волочения в калибрующей волоке, деформация в которой составляет 10-40%. Наружный диаметр заготовки после волочени в калибрующей волоке превышает диаме заготовки после волочения в рабочей волоке.
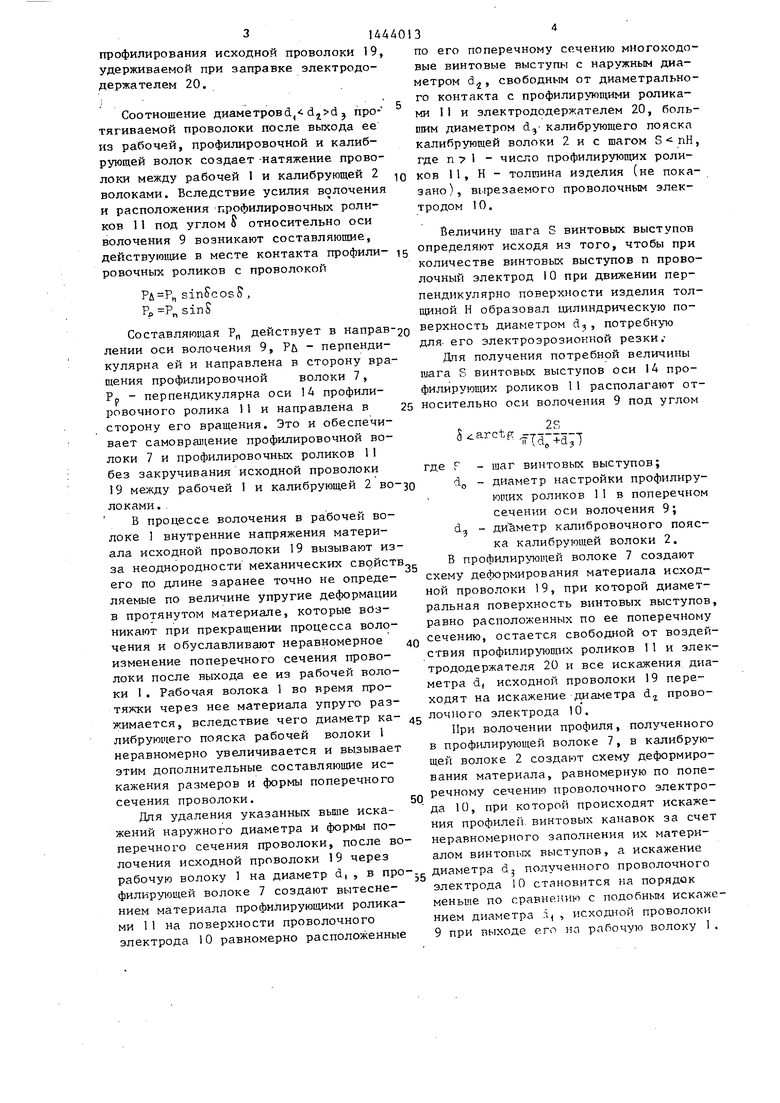
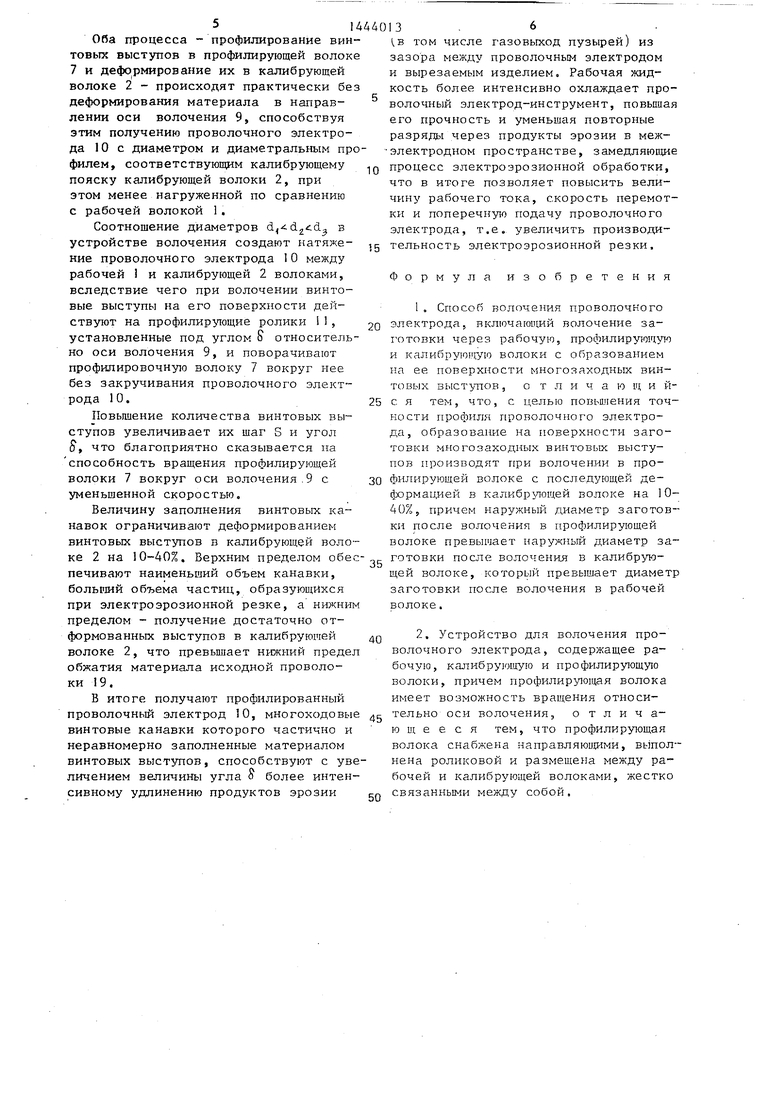
На фиг. 1 показаны профили попереного сечения проволочного электрода
на последовательных стадиях осуществления предлагаемого способа (А - после выхода из рабочей волоки, Б из профилирующей волоки, В - из калибру- Ю1цей волоки); на фиг. 2 - профиль поперечного сечения одного из винтовых выступов, слева - после выхода из профилирующей волоки, справа - после выхода из калибрующей волоки; bta фиг.З- проролочный электрод, вид сбоку; на фиг. 4 - устройство для реализации способа с разрезом узла одного из профилирующих роликов.
Устройство содержит рабочую волоку 1 и калибрующую волоку 2, зажатые гайками 3 в плитах 4, жестко связанных между собой эквидистантно через щтыри 5 винтами 6. Профилирующая волока 7 установлена на подщипниках 8 между плитами 4 с возможностью свободного вращения относительно оси волочения 9 проволочного электрода 10. Профилировочный ролик 11 установлен в роликодержателе 12 на подщипнике 13 с возможностью свободного вращения относительно оси 14 профилирующего ролика 11. Роликодержатель 12 перемещают нажимной гайкой 15 в направлении оси волочения 9, действуя одновременно на пружину 16 возврата ролико- дерлателя 12, и фиксируют его расположение под углом относительно оси волочения 9 винтом 7 и гайкор 18 для
31А4
профилирования исходной проволоки 19, удерживаемой при заправке электродо- держателем 20.
Соотношение диаметровд., j про- тягиваемой проволоки после выхода ее из рабочей, профилировочной и калибрующей волок создает -натяжение проволоки между рабочей 1 и калибрующей 2 волоками. Вследствие усилия волочения и расположения гфофилировочных роликов 11 под углом о относительно оси волочения 9 возникают составляющие, действующие в месте контакта профили- ровочных роликов с проволокой
sinScos, Р.Р„з1п5
Составляющая Р„ действует в направ лении оси волочения 9, PU - перпендикулярна ей и направлена в сторону вращения профилировочной волоки 7, Рр - перпендикулярна оси 14 профилировочного ролика 11 и направлена в сторону его вращения. Это и обеспечивает самовраи;ение профилировочной волоки 7 и профилировочных роликов 11 без закручивания исходной проволоки 19 между рабочей 1 и калибрующей 2 во локами.,
В процессе волочения в рабочей волоке 1 внутренние напряжения материала исходной проволоки 19 вызывают из за неоднородности механических свдйст его по длине заранее точно не определяемые по величине упругие деформации в протянутом материале, которые возникают при прекращении процесса волочения и обуславливают неравномерное изменение поперечного сечения проволоки после выхода ее из рабочей волоки I. Рабочая волока 1 во время протяжки через нее материала упруго разжимается, вследствие чего диаметр ка- либрующего пояска рабочей волоки 1 неравномерно увеличивается и вызывает этим дополнительные составляющие искажения размеров и формы поперечного сечения проволоки.
Для удаления указанных вьшш искажений наружного диаметра и формы поперечного сечения проволоки, после волочения исходной проволоки 19 через рабочую волоку 1 на диаметр d,, в про филирующей волоке 7 создают вытеснением материала профилирующими роликами 11 на поверхности проволочного электрода 10 равномерно расположенные
по его поперечному сечению многоходовые винтовые выступи с наружньм диаметром d, свободным от диаметрального контакта с профилируюпщми роликами I 1 и электрододержателем 20, большим диаметром калибрующего пояска калибрующей волоки 2 и с шагом где П7 1 - число профилирующих роликов 11, Н - толщина изделия (не показано), вырезаемого проволочным электродом 10.
Величину шага S винтовых выступов определяют исходя из того, чтобы при количестве винтовых выступов п проволочный электрод 10 при движении перпендикулярно поверхности изделия толщиной Н образовал цилиндрическую по верхность диаметром d,, , потребную для- его электроэрозионной резки .Дпя получения потребной величины шага S винтовых выступов оси 14 профилирующих роликов 11 располагают относительно оси волочения 9 под углом
2S
S.arctg - где Г - шаг винтовых выступов;
do - диаметр настройки профилиру- юпщх роликов 11 в поперечном сечении оси волочения 9; d - ди аметр калибровочного пояска калибрующей волоки 2.
В профилирующей волоке 7 создают схему деформирования материала исходной проволоки 19, при которой диаметральная поверхность винтовых выступов равно расположенных по ее поперечному сечению, остается свободной от воздействия профилирующих роликов 11 и элек- трододержателя 20 и все искажения диаметра d, исходной проволоки 19 переходят на искажение диаметра d проволочного электрода 10.
При волочении профиля, полученного в профилирующей волоке 7, в калибрующей волоке 2 создают схему деформирования материала, равномерную по поперечному сечению проволочного электрода 10, при которой происходят искажения профилен, винтовых канавок за счет неравномерного заполнения их материалом винтовых выступов, а искажение диаметра d полученного проволочного электрода Ю становится на порядок меньше по сравнению с подобньм искажением диаметра л, , исходной проволоки 9 при выходе его на рабочую волоку 1.
Оба процесса - профилирование винтовых выступов в профилирующей волоке 7 и дефо рмирование их в калибрующей волоке 2 - происходят практически без деформирования материала в направлении оси волочения 9, способствуя этим получению проволочного электрода 10 с диаметром и диаметральным профилем, соответствующим калибрующему пояску калибрующей волоки 2, при этом менее нагруженной по сравнению с рабочей волокой 1,
Соотнощение диаметров в устройстве волочения создают натяжение проволочного электрода 10 между рабочей 1 и калибрующей 2 волоками, вследствие чего при волочении винтовые выступы на его поверхности действуют на профилирующие ролики 11, установленные под углом S относительно оси волочения 9, и поворачивают профилировочную волоку 7 вокруг нее без закручивания проволочного электрода 10.
Повьшение количества винтовых выступов увеличивает их шаг Б и угол о, что благоприятно сказывается иа способность вращения профилирующей волоки 7 вокруг оси волочения.9 с уменьшенной скоростью.
Величину заполнения винтовых канавок ограничивают деформированием винтовых выступов в калибрующей волоке 2 на 10-40%. Верхним пределом обеспечивают наименьший объем канавки, больршй объема частиц, образующихся при электроэрозионной резке, а нижним пределом - получение достаточно отформованных выступов в калибрующей волоке 2, что превьшшет нижний предел обжатия материала исходной проволоки 19.
В итоге получают профилированный проволочный электрод 10, многоходовые винтовые канавки которого частично и неравномерно заполненные материалом винтовых выступов, способствуют с увеличением велргчины угла S более интенсивному удлинению продуктов эрозии
14А4013
(.в том числе газовыход пузырей) из зазора между проволочным электродом и вырезаемым изделием. Рабочая жидкость более интенсивно охлаждает проволочный электрод-инструмент, повьщ1ая его прочность и уменьшая повторные разряды через продукты эрозии в меж- электродном пространстве, замедляющие процесс электроэрозионной обработки, что в итоге позволяет повысить величину рабочего тока, скорость перемотки и поперечну о подачу проволочного электрода, т.е. увеличить производительность электроэрозионной резки.
Формула изобретения
Фиг. г
гч
| Устройство для волочения круглых профилей с кручением | 1976 |
|
SU663462A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
