(21)4222327/25-Оь
(22)06.04.87
(46) i5.12.88. Бкш. 46
(71)Павлодарское научно-производственное объединение Сборочных механизмов
(72)С.К.Гангаев и А.Я.Михепь
(53)621.757(088,8)
(56)Авторское свидетельство СССР 1220897, кл. В 23 G 1/16, 1984.
Авторское свидетельство СССР № 344955, кл. В 23 .Р 19/06, 1969.
Авторское свидетельство СССР 921757, кп. В 23 Р 19/06, 1980..
(54)УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ
(57)Изобретение относится к машиностроению, станкостроению и приборостроению, в частности к устройствам для завинчивания резьбовых деталейt Цель изобретения - упрощение конструкции. Устройство содержит моторредуктор 1, мтадгошпиндельную силовую головку в виде раздаточной коробки 2 с выходными валами 3, которая установлена на плиту 4, связанную стойками 5 со станиной 6. На выходных валках 3 раздаточной коробки 2 установлены одноступенчатые редукторы 7, валы 8 которьЕС являются осями вращения поворотных рычагов 9, на концах которых установлены втулки для размещения в них шпинделей 10, которые связаны с выходными валами 11 редукторов 7. Поворотные рычаги 9 посредством силовых цилиндров 12 имеют возможность поворота на угол, величина которого может изменяться посредством регулировочных винтов, которые . установлены на плите 14. На шште 16 выполнены опоры для валов 8 и отверстия для шпинделей 10. Базовая деталь в зону сборки подается посредством механизма подъема 15, связанного с плитой 16. 2 ил.
с S
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU921757A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Гайковерт | 1979 |
|
SU814707A1 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| СТАНОК ДЛЯ УСТАНОВКИ СОЕДИНИТЕЛЬНЫХ ВИНТОВНА ДЕТАЛЯХ | 1971 |
|
SU295238A1 |
| Металлорежущий станок | 1983 |
|
SU1155417A1 |
| Многошпиндельное устройство для сборки и разборки резьбового соединения | 1985 |
|
SU1303360A1 |

li
Й1
4
Изобретение относится к машиностроению, станкостроению и приборостроению, в частности к устройствам для завинчивания резьбовых деталей.
Цель изобретения - упрощение конструкции путем упрощения технологии изготовления механизма изменения координат шпинделей.
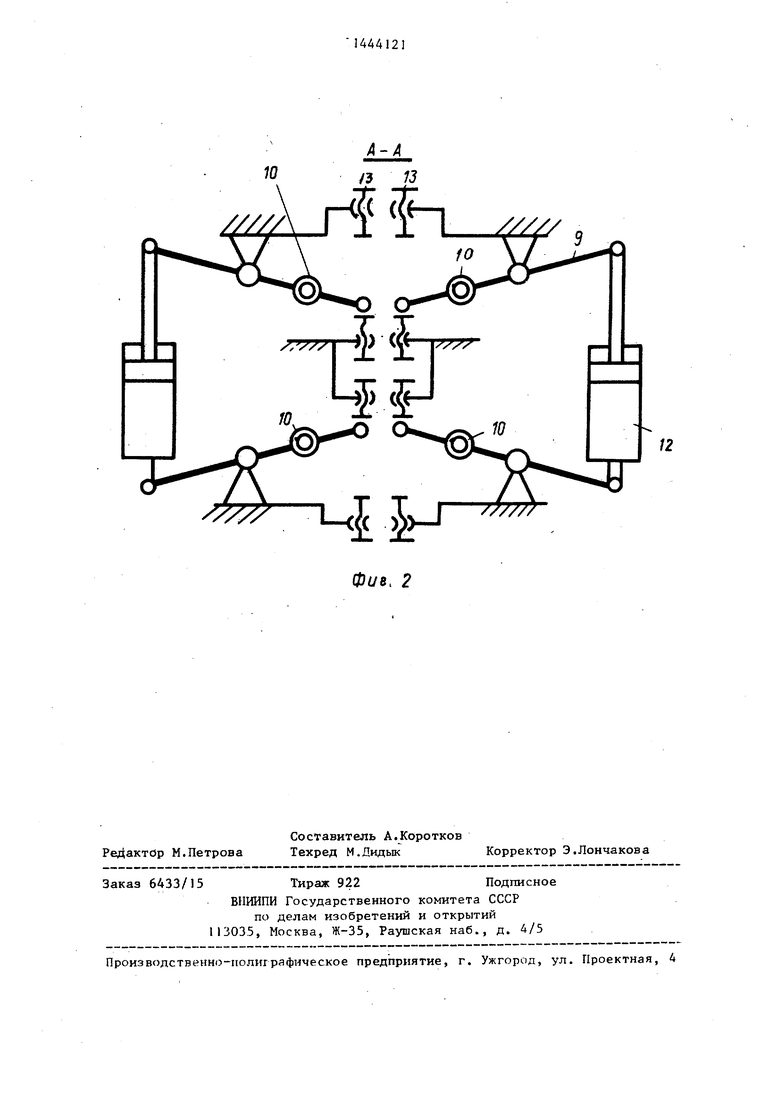
На фиг.I изображена кинематичес- кая схема устройства; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит мотор-редуктор 1, многошпиндельную силовую головку в виде раздаточной коробки 2 с выходными валами 3, которая установлена на плиту 4, связанную стойками 5 со станиной 6. Одноступенчатые редукторы 7, установленные на выходные валы 3 раздаточной коробки 2 и связанные валами 8 с поворотными рычагами 9, представляют собой механизм изменения координат шпинделей 10, которые установлены на ведомые валы 11 одноступенчатых редукторов 7. Шпин- дели 10 имеют по второй опоре в рычагах 9, которые посредством приводов 12 могут поворачиваться вместе с одноступенчатыми редукторами 7 до регулируемых упоров 13. Места крепления приводов 12 и опоры валов 8 размещены на промежуточной плите 14. В станине 6 размещен механизм 15 подъема, который подает в рабочую зону плиту 16 с установленным на ней собираемым изделием 17.
Устройство работает следующим образом.
Регулируемые упоры 13 заранее на- страивают так, чтобы при упоре в них рычагов 9 оси шпинделей 10 совместились с осями завинчиваемых деталей в каждом из двух собираемых изделий. Затем в зависимости от того, какое изделие собирается, приводы 12 поворачивают рычаги 9 до упоров 13, обеспечивая совмещение осей щпинделей 10 и завинчиваемых резьбовых деталей, обираемое изделие 17 устанавливают на шшту 16 и при помощи механизма 15 подъема подаются в рабочую зону устройства, затем мотор-редуктором 1 через силовую головку 2, одноступенчатые редукторы 7 вращение передается на шпиндели 10, которые производят завинчивание резьбовых изделий. По окончании завинчивания механизмом
15подъема опускают плиту 16 с собранным изделием 17, после чего собранное изделие снимают, а на плиту
16ставят новое изделие. Если оно не отличается от ранее собранного, то рычаги 9 остаются в прежнем положении, если координаты резьбовых деталей у изделия другие, то приводом 12 переводят рычаги 9 в другое положение до соприкосновения с упорами 13, причем рычаги 9 могут быть повернуты как на равные, так и на разные углы. Поворот этот может осуществляться либо по команде оператора, либо
по команде датчика (не показан), ко- торьй различает какое изделие находится на плите 16.
Формула изобретения
Устройство для завинчивания резьбовых деталей, содержащее многошпин- дельную силовую головку с приводом вращения шпинделей, механизм измене- ния координат шпинделей с опорными втулками и приводом и механизм подачи базовой детали в зону сборки, о т- л и ч а ю щ е е, с я тем, что, с целью упрощения конструкции, механизм изменения координат шпинделей выполнен в виде закрепленных подвижно на кронштейнах двуплечих рычагов, одни концы которых связаны с силовым цилиндром, а на других закреплены опорные втулки для щпинделей.
У/
ь
/2
Ф(/в. 2
