Металлорежущий станок с программным управлением и автоматической сменой инструмента относится к станкостроению и может применяться преимущественно для обработки мелких и средних деталей.
Известен металлорежущий станок с программным управлением, содержащий шпиндель с гнездом под хвостовик инструмента и устройство автоматической смены инструмента 1 .
Однако данный станок характеризуется тем, что установка изделия в приспособление, предназначенное для механической обработки, его ориентирование, снятие после окончания обработки, а также перемещение к месту хранения осуществляется вручную оператором или оператором с помощью механизма и вызывает непроизводительные затраты рабочего времени.
Цель изобретения - автоматизация процесса загрузки и выгрузки обрабатываемого изделия в позицию обработки и. из нее.
Поставленная цель достигается тем, что металлорежущий станок с программным управлением, содержащий щпиндель с гнездом под хвостовик инструмента и устройство автоматической смены инструмента, снабжен грузозахватным устройством, выполненным в виде корпуса с расположенным в нем валом, хвостовик которого установлен с возможностью взаимодействия с гнездом щпинделя, предохранительной муфтой, установленной на указанном валу и связанной с захватом, который состоит из неподвижного в виде магнитной плиты и подвижного блоков.
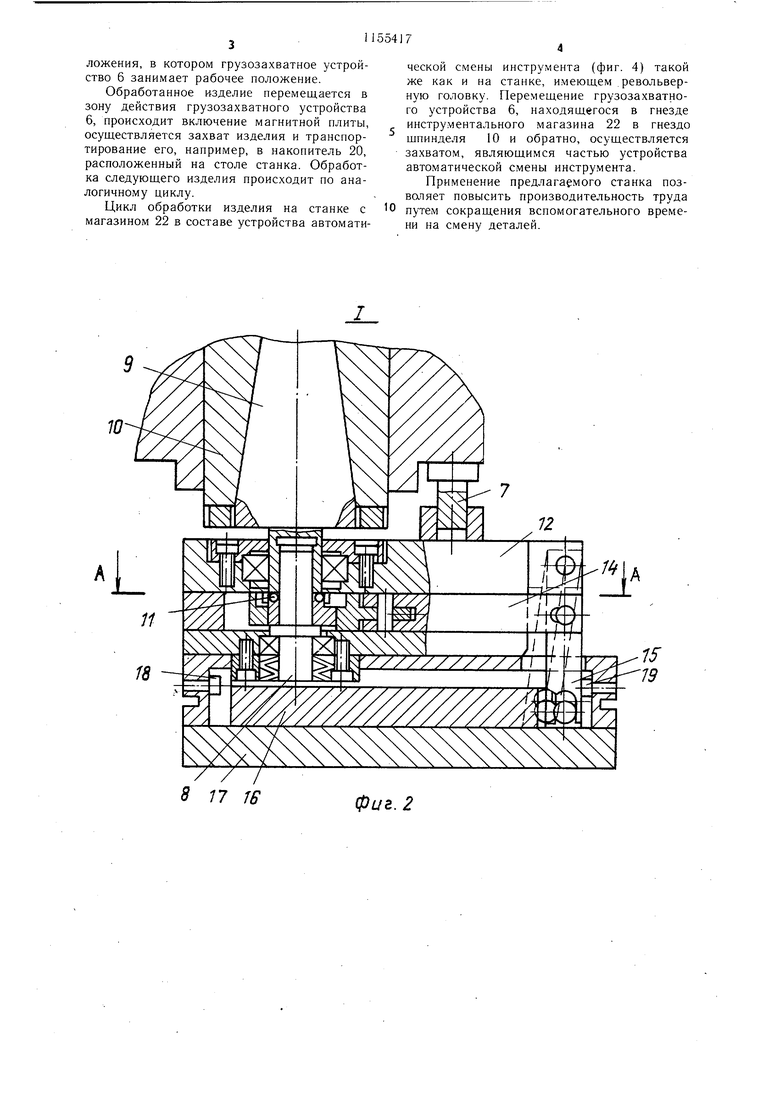
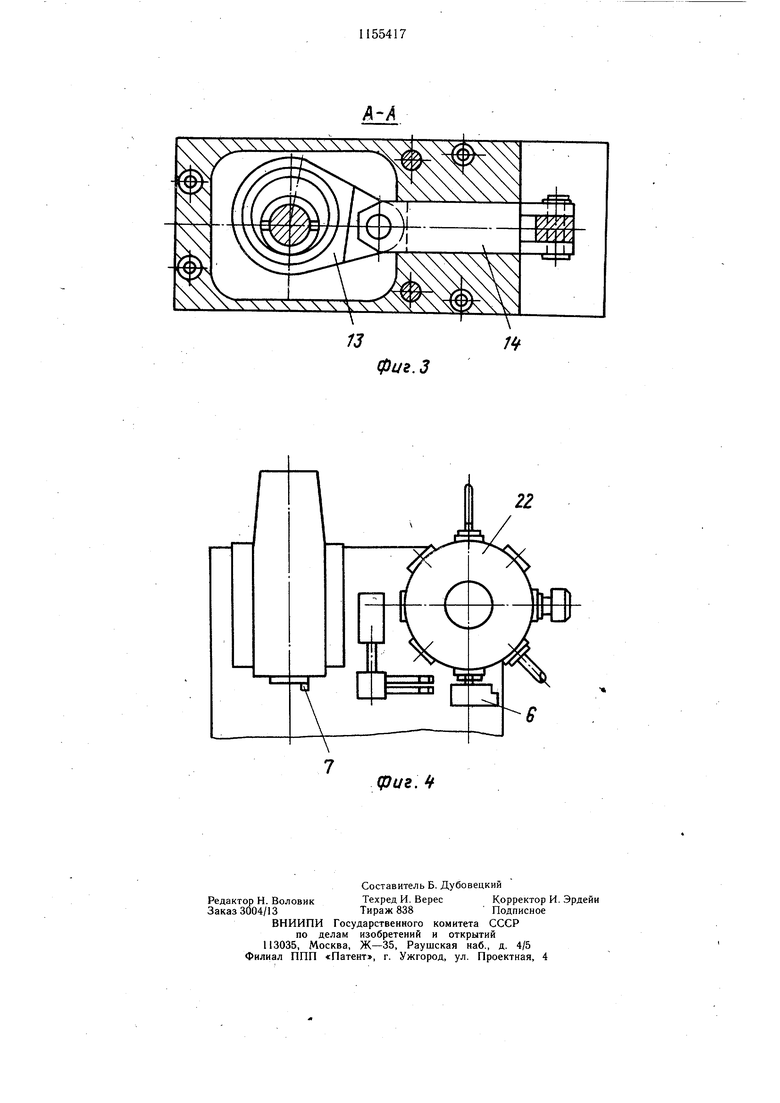
На фиг. 1 изображен станок, общий вид; на фиг. 2 - узел I на фиг. 1 (грузозахватное устройство станка, разрез); на фиг. 3 разрез А-А на фиг. 2 по корпусу грузозахватного устройства; на фиг. 4 - вариант установки грузозахватного устройства в гнезде инструментального магазина.
Металлорежущий станок содержит станину 1, на которой закреплена коробка скоростей 2, консоли 3, с расположенными на ней столом g салазками 4 и устройством для автоматической смеси инструмента, выполненным в виде щпи 1дельной револьверной головки 5, грузозахватное устройство 6, упор 7, вал 8, на конце которого выполнен хвостовик 9, входящий в гнездо щпинделя 10. Второй конец вала связан с предохранительной муфтой 11, размещенной в корпусе 12, одна часть которой взаимодействует с валом 8, а вторая - с эксцентриковой втулкой 13, соединенной с тягой 14 рычагом 15. Рычаг 15 перемещает подвижный блок 16 относительно неподвижного блока 17, который представляет собой магнитную плиту, выполняющую роль захвата в тот момент когда блок 16 находится в крайнем
левом положении. Крайние положения подвижного блока 16 фиксируются неподвижными упорами 18 и 19, закрепленными на неподвижном блоке 17.
5 Обрабатываемые изделия находятся в накопителе 20 и подаются в приспособление 21 для механической обработки.
На фиг. 4 показан вариант установки грузозахватного устройства 6 в инструменQ тальном магазине 22, входящем в состав устройства автоматической смены инструмента металлорежущего станка с программным управлением.
Металлорежущий станок работает следующим образом.
5 В гнезда щпинделя 10 револьверной головки 5 в соответствии с заданной программой устанавливается необходимый режущий инструмент и грузозахватное устройство 6. При включении станка происходит проворот
Q револьверной головки 5 до положения, в котором грузозахватное устройство 6 занимает рабочее положение. Используя программируемые движения в станке по трем координатам (продольной, поперечной и вертикальной), накопитель 20 с обрабатываемыми изделиями подается в зону действия грузозахватного устройства 6.
При вращении щпинделя 10 станка крутящий момент передается через хвостовик 9, входящий в посадочное гнездо щпиндеQ ля 10, являющийся одним концом вала 8. Другой конец вала 8, взаимодействуя с предохранительной муфтой 11, расположенной в корпусе 12, передает крутящий момент на эксцентрировую втулку 13, которая, проворачиваясь, передвигает тягу 14, воздействуя на рычаг 15, перемещающий подвижный блок 16 относительно неподвижного блока 17 магнитной плиты до упора 18. Происходит включение магнитной плиты и осуществляется захват изделия, при этом корц пус 12 зафиксирован от поворота в рабочем положении упором 7.
Изделие удерживается магнитной плитой и перемещается в приспособление 21 для механической обработки. Выключение магнитной плиты и освобождение изделия
5 от захвата происходит путем изменения направления вращения шпинделя 10 на противоположное и достигается вследствие передвижения рычага 15 до упора 19. При этом рычаг 15 перемещает подвижный блок 16 относительно неподвижного блока 17 магнитной плиты. Далее происходит ориентирование и зажим изделия в приспособлении 21 с помощью механизмов приспособления, а также смена инструмента путем проворота револьверной головки 5 до пози5 ции с необходимым режущим инструментом. После завершения механической обработки изделия различными инструментами револьверная головка 5 проворачивается до положения, в котором грузозахватное устройство 6 занимает рабочее положение.
Обработанное изделие перемещается в зону действия грузозахватного устройства 6, происходит включение магнитной плиты, осуществляется захват изделия и транспортирование его, например, в накопитель 20, расположенный на столе станка. Обработка следующего изделия происходит по аналогичному циклу.
Цикл обработки изделия на станке с магазином 22 в составе устройства автоматической смены инструмента (фиг. 4) такой же как и на станке, имеющем револьверную головку. Перемещение грузозахватного устройства 6, находящегося в гнезде инстру.ментального магазина 22 в гнездо шпинделя 10 и обратно, осуществляется захватом, являющимся частью устройства автоматической смены инструмента.
Применение предлагаемого станка позволяет повысить производительность труда путем сокращения вспомогательного времени на смену деталей.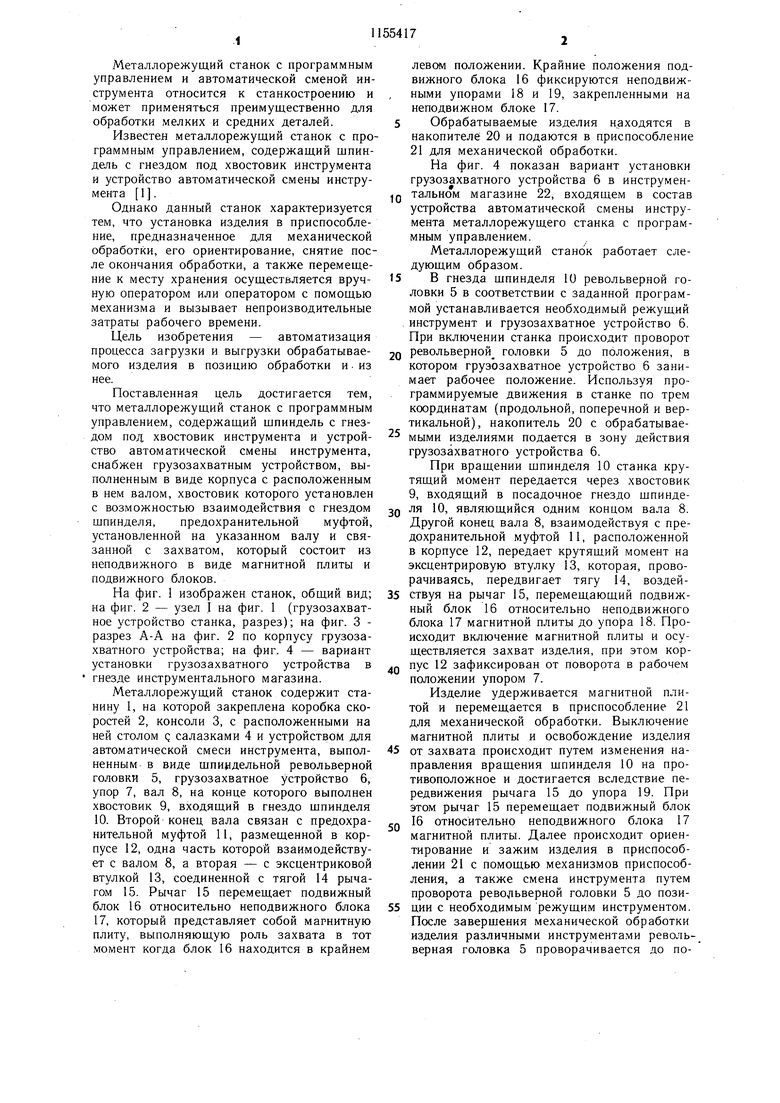
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1982 |
|
SU1052362A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1970 |
|
SU267302A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Шпиндельный узел металлорежущего станка | 1985 |
|
SU1284732A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Токарный станок с автоматической сменой инструмента | 1975 |
|
SU588098A1 |
| Координатно-сверлильный станок | 1981 |
|
SU1000218A1 |
| Многоцелевой станок | 1983 |
|
SU1090537A1 |
МЕТАЛЛОРЕЖУЩИЙ СТАНОК, содержащий шпиндель с гнездом под хвостовик инструмента и устройство автоматической смены инструмеита, отличающийся тем, что, с целью автоматизации процесса загрузки и выгрузки -обрабатываемого изделия в позицию обработки и из нее, станок снабжен грузозахватным устройством, выполненным в виде корпуса с расположенным в нем валом, хвостовик которого установлен с возможностью взаимодействия с гнездом шпинделя, и предохранительной муфтой, установленной на указанном валу и связанной с захватом, который состоит из неподвижного в виде магнитной плиты и подвижного блоков. (Л сд сд 4 
фт.З
22
фиг,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок с программным управлением мод | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Горьковский завод фрезерных станков | |||
| Рабочие чертежи, 1981. | |||
