ЗидА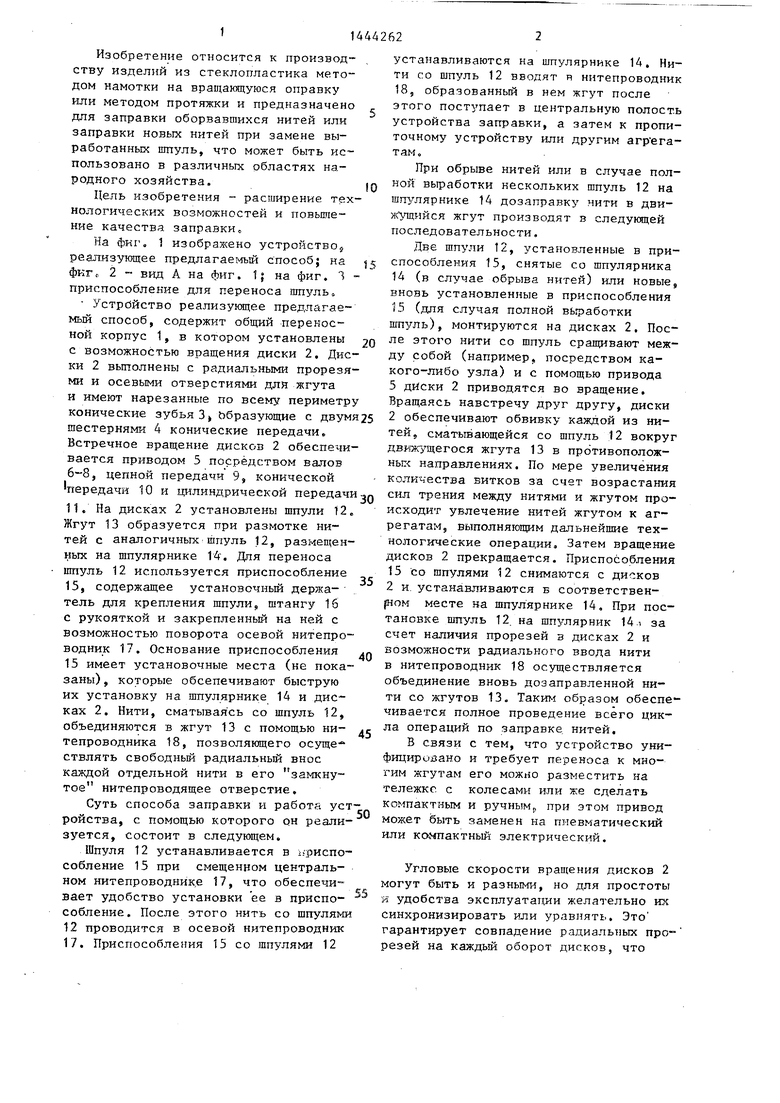
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпулярник | 1989 |
|
SU1622267A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1670010A1 |
| Устройство для сращивания элементарной нити с движущимся непрерывным жгутом | 1988 |
|
SU1586986A1 |
| Устройство для изготовления нетканой ленты | 1987 |
|
SU1481298A1 |
| Способ изготовления нетканой ленты и устройство для его осуществления | 1988 |
|
SU1595969A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1756420A1 |
| Способ сращивания элементарной нити с движущимся непрерывным жгутом | 1986 |
|
SU1313793A1 |
| Шпулярник текстильной машины | 1977 |
|
SU735541A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ ЛЕНТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342475C1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
Изобретение относится к производству изделий из стеклопластика. Цель изобретения - расширение технологиче ских возможностей и повьппение качес-т- ва за счет обеспечения заправки нитей одним унифицированным устройством на множестве жгутов без их остановки. Устройство содержит диски 2 со шпулями 12. Нити со шпуль 12 предварительно сращиваются, затем встречным движением дисков 2 обматываются вокруг жгута 13 и после увеличения сил трения между ними и жгутом 13 увлекаются вместе со жгутом 13. Далее шпули 12 переносятся при помощи приспособления на шпулярник. Изобретение обеспечивает высокое качество всего технологического процесса, в котором участвуют жгуты. 2 з.п. ф-лы. 3 ил. с &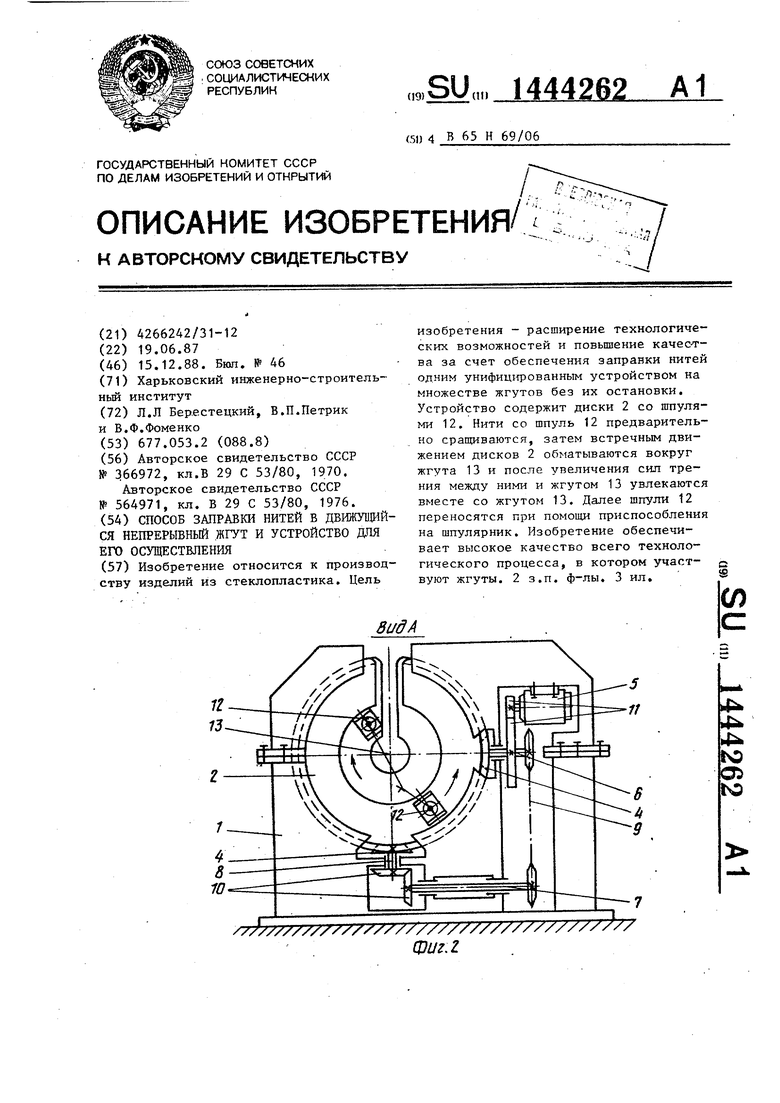
/7
/////
фиг.1
Изобретение относится к производству изделий из стеклопластика методом намотки на вращающуюся оправку или методом протяжки и предназначено для заправки оборвавшихся нитей или заправки новых нитей при замене выработанных шпуль, что может быть использовано в различных областях народного хозяйства.
Цель изобретения - расширение технологических возможностей и повьшю- ние качества заправки
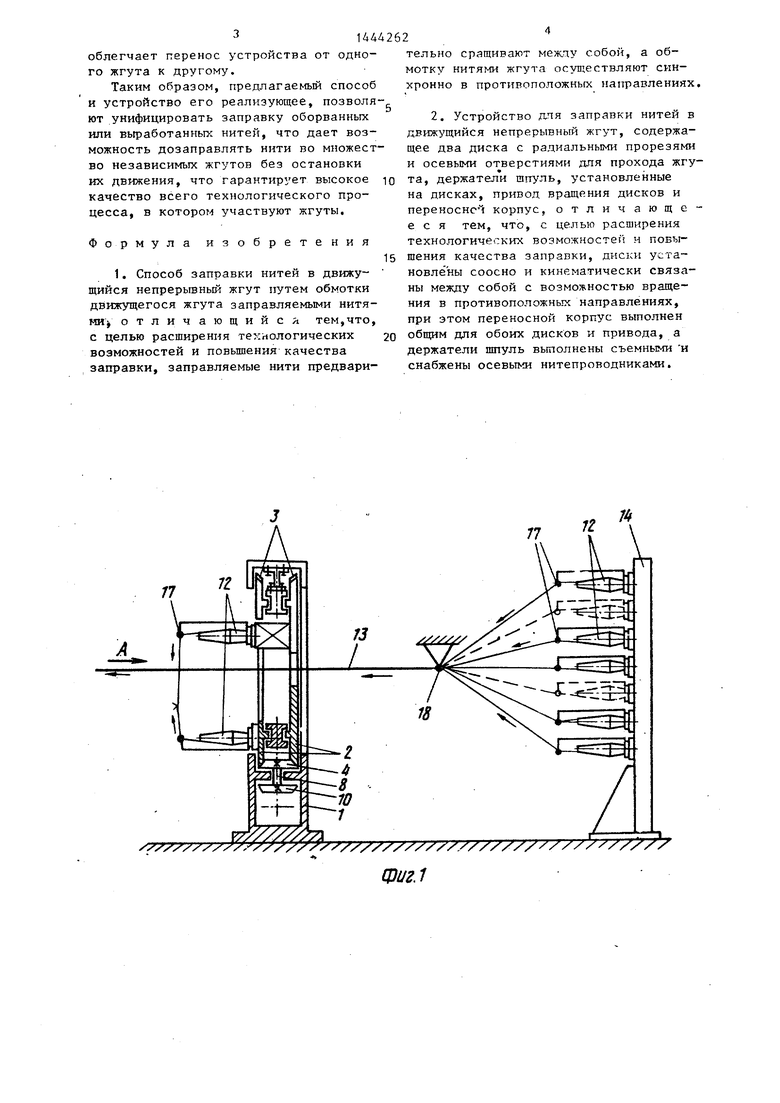
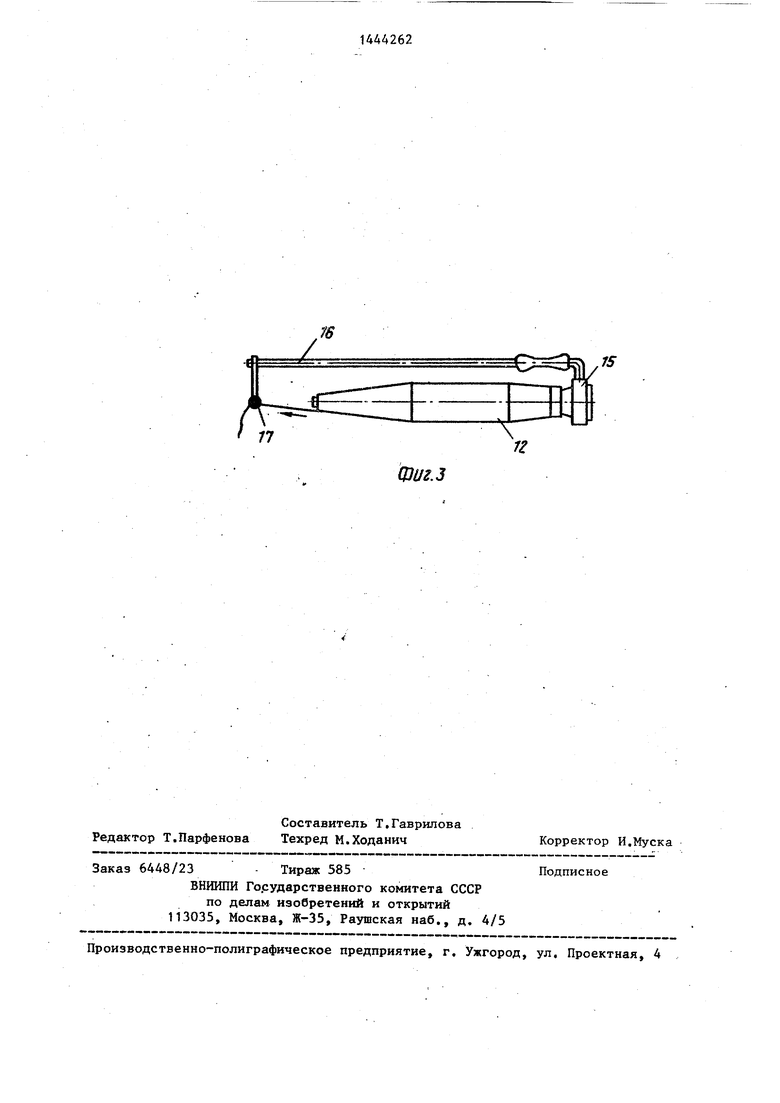
На фиг. I изображено устройство реализующее предлагаемый с пособ; на фкг„ 2 - вид А на фиг. 1} на фиг. Т - приспособление для переноса шпуль.
Устрбйство реализующее предлагаемый способ, содержит общий переносной корпус 1, в котором установлены с возможностью вращения диски 2. Диски 2 выполнены с радиальными прорезями и осевыми отверстиями для жгута и имеют нарезанные по всему периметру конические зубья 3 Образующие с двумя шестернями 4 конические передачи. Встречное вращение дисков 2 обеспечивается приводом 5 посредством валов , цепной передачи 9, конической передачи 10 и цилиндрической передачи 11. На дисках 2 установлены шпули 12 Жгут 13 образуется при размотке нитей с аналогичных шпуль 12, размещенных на шпулярнике 14. Для переноса шпуль 12 используется приспособление 15, содержащее установочный держа- тель для крепления шпули, штангу 16 с рукояткой и закрепленный на ней с возможностью поворота осевой нитепро- водник 17. Основание приспособления 15 имеет установочные места (не показаны) , которые обсепечивают быструю их установку на шпулярнике 14 и дисках 2. Нити, сматываясь со шпуль 12, объединяются в жгут 13 с помощью ни- тепроводника 18, позволяющего осуще ствлять свободньй радиальный внос каждой отдельной нити в его замкнутое нитепроводящее отверстие.
Суть способа заправки и работа устройства, с помощью которого он реализуется, состоит в следующем.
Шпуля 12 устанавливается в ь-риспо- собление 15 при смещенном центральном нитепроводнике 17, что обеспечи вает удобство установки ее в приспо собление. После этого нить со шпулями 12 проводится в осевой нитепроводник 17. Приспособления 15 со шпулями 12
JQ
j-
20я25 пдд д
35
50
55
устанавливаются на шпулярнике 14. Нити со шпуль 12 вводят п нитепроводник 18, образованный в нем жгут после этого поступает в центральную полость устройства заправки, а затем к пропиточному устройству или другим агр ега- там.
При обрыве нитей или в случае полной выработки нескольких шпуль 12 на шпулярнике 14 дозаправку нити в движущийся жгут производят в следующей последовательности,
Две шпули 12, установленные в приспособления 15, снятые со шпулярника
14(в случае обрыва нитей) или новые, вновь установленные в приспособления
15(для случая полной вЬгработки птуль), монтируются на дисках 2. После этого нити со шпуль сращивают между собой (например, посредством какого-либо узла) и с помощью привода
5 диски 2 приводятся во вращение. Вращаясь навстречу друг другу, диски 2 обеспечивают обвивку каждой из нитей, сматывающейся со шпуль 12 вокруг движущегося жгута 13 в противополож- ньп направлениях. По мере увеличения количества витков за счет возрастания сил трения между нитями и жгутом происходит увлечение нитей жгутом к агрегатам, выполняющим дальнейшие технологические операции. Затем вращение дисков 2 прекращается. Приспособления 15 со шпулями 12 снимаются с дисков 2 и. устанавливаются в соответствен- jHOM месте на шпулярнике 14, При постановке шпуль 12. на шпулярник 14.i за счет наличия прорезей в дисках 2 и возможности радиального ввода нити в нитепроводник 18 осуществляется объединение вновь дозаправленной нити со жгутов 13. Таким образом обеспечивается полное проведение всего цикла операций по заправке нитей.
В связи с тем, что устройство унифицировано и требует переноса к многим жгутам его можно разместить на тележке с колесами или же сделать компактным и ручным,, при этом привод может ёыть заменен на пневматический или компактный электрический.
Угловые скорости вращения дисков 2 могут быть и разными, но для простоты я удобства эксплуатации желательно их синхронизировать или уравнять. Это гарантирует совпадение радиальных прорезей на каждьй оборот дисков, что
облегчает перенос устройства от одного жгута к другому.
Таким образом, предлагаемый способ и устройство его реализующее, позволяют унифицировать заправку оборванных или выработанных нитей, что дает возможность дозаправлять нити во множество независимых жгутов без остановки их движения, что гарантирует высокое качество всего технологического процесса, в котором участвуют жгуты.
Формула
изо
р е т е и и я
1, Способ заправки нитей в движущийся непрерывный жгут путем обмотки движущегося жгута заправляемыми нитями отличающийся тем,что, с целью расширения технологических возможностей и повышения качества заправки, заправляемые нити предвари 7У7У 7
тельно сращивают между собой, а обмотку нитями жгута осуществляют синхронно в противоположных направлениях,
2, Устройство для заправки нитей в движущийся непрерывный жгут, содержащее два диска с радиальными прорезями и осевыми отверстиями для прохода жгу- та, держател и шпуль, установленные на дисках, привод вращения дисков и переносном корпус, отличающетехнологических возможностей и повы- шения качества заправки, диски установлены соосно и кинематически связаны между собой с возможностью вращения в противоположных направлениях, при этом переносной корпус выполнен общим для обоих дисков и привода, а держатели шпуль выполнены съемными и снабжены осевыми нитепроводниками.
Фиг.1
Фиг.з
| СПОСОБ ЗАПРАВКИ СТЕКЛОНИТЕЙ В ЖГУТ | 0 |
|
SU366972A1 |
| Устройство для изготовления стеклопластиковых оболочек | 1976 |
|
SU564971A1 |
| Солесос | 1922 |
|
SU29A1 |
