Изобретение относится к производству изделий из армированных пластиков и может быть использовано в химической промышленности, судостроении, авиационной и ракетной технике.
Известно устройство для изготовления нетканой ленты, содержащее шпулярник поперечных (кромочных в ленте) нитей, механизм скручивания жгута в виде шпулярни- ка продольных нитей, установленного на валу с одним или двумя рычагами, а также смонтированную в подшипниковых опорах на тележке трубу с отверстиями для ввода и вывода нитей жгута продольной (повивоч- ные) и поперечной ориентации, привод вращения трубы и закрепленные на внешней поверхности трубы раскладчики.
Такое устройство позволяет значительно повысить производительность при создании нетканых лент с одновременным сохранением высокого качества этих лент. Однако, применив в этом устройстве новый способ подачи продольных и поперечных нитей к формирующему органу, значительно затруднился доступ к кЬнечным нитепроводникам поперечных (кромочных) нитей. В связи с этим регулировка ширины ленты, т.е. возможность воздействовать на конечные нитепроводники поперечных нитей, размещенные в области,,ограниченной траекторией вращения нитей продольной ори ел о
N Ю О
ентации, стали практически невозможной без полной остановки раскладчиков формирующего органа. Остановки прерывают технологический процесс, снижая как качество изготовления конкретного изделия, так и производительность установки.
Цель изобретения - расширение технологических возможностей устройства путем регулирования ширины ленты непосредственно в процессе работы устройства.
Поставленная цель достигается тем, что в устройстве для изготовления нетканой ленты, содержащем тележку, установленную с возможностью возвратно-поступательного перемещения на направляющих, и размещенные на тележке шпулярник поперечных нитей, механизм скручивания жгута и механизм формирования лепты, содержащий полый вал с размещенными на нем люлькой и рядом установленных на выходной части механизма формирования ленты нитепроводников и раскладчик продольных нитей, дополнительно установлено средство регулировки расстояния между поперечными нитями, включающеетрубу. расположенную в полости вала соосно с ним с возможностью совместного с валом вращения и продольного перемещения относительно него, при этом нитепроводники, установленные на выходной части механизма формирования ленты, связаны между собой пружинами с возможностью перемещения в перпендикулярном относительно оси полого вала направлении, а труба связана с нитепроводниками посредством исполнительного органа для сообщения им перемещения в указанном направлении.
Исполнительный орган включает в себя подвижную втулку и две аналогичные поли- спастные системы, у каждой из которых часть блоков размещена на подвижной втулке, а другая часть размещена на неподвижной люльке, при этом один концы тросов полиспасткой системы подсоединены к конечным нитепроводникам, а другие - к люльке.
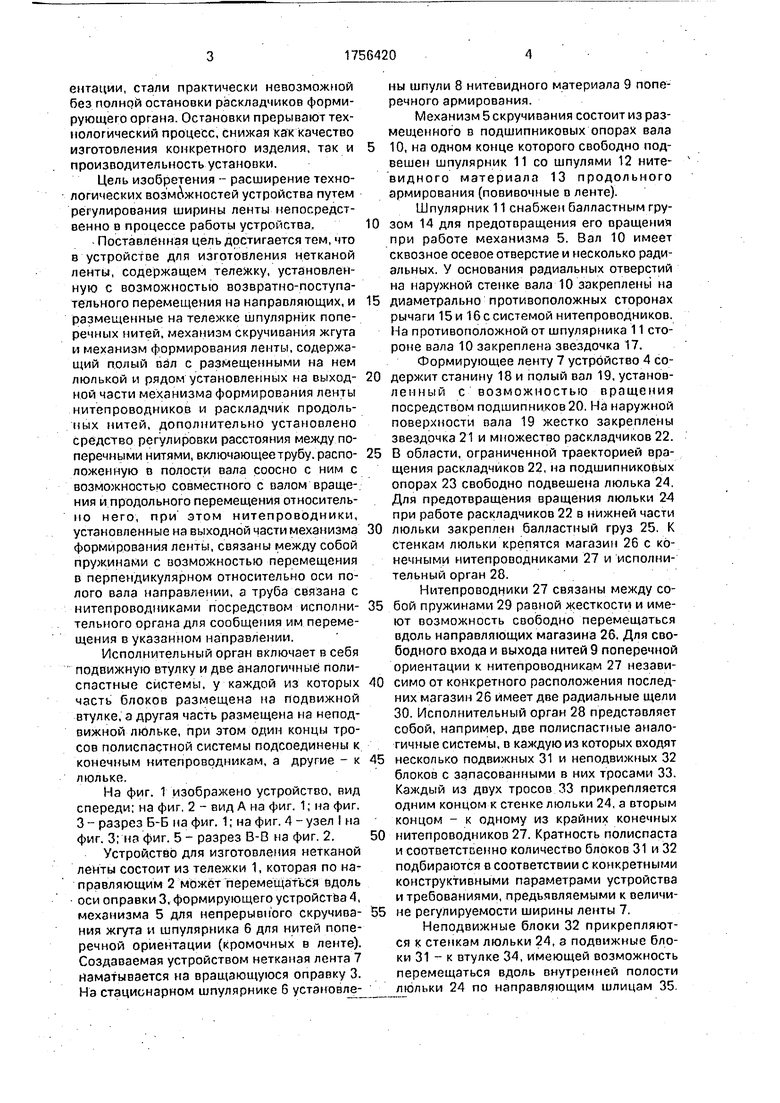
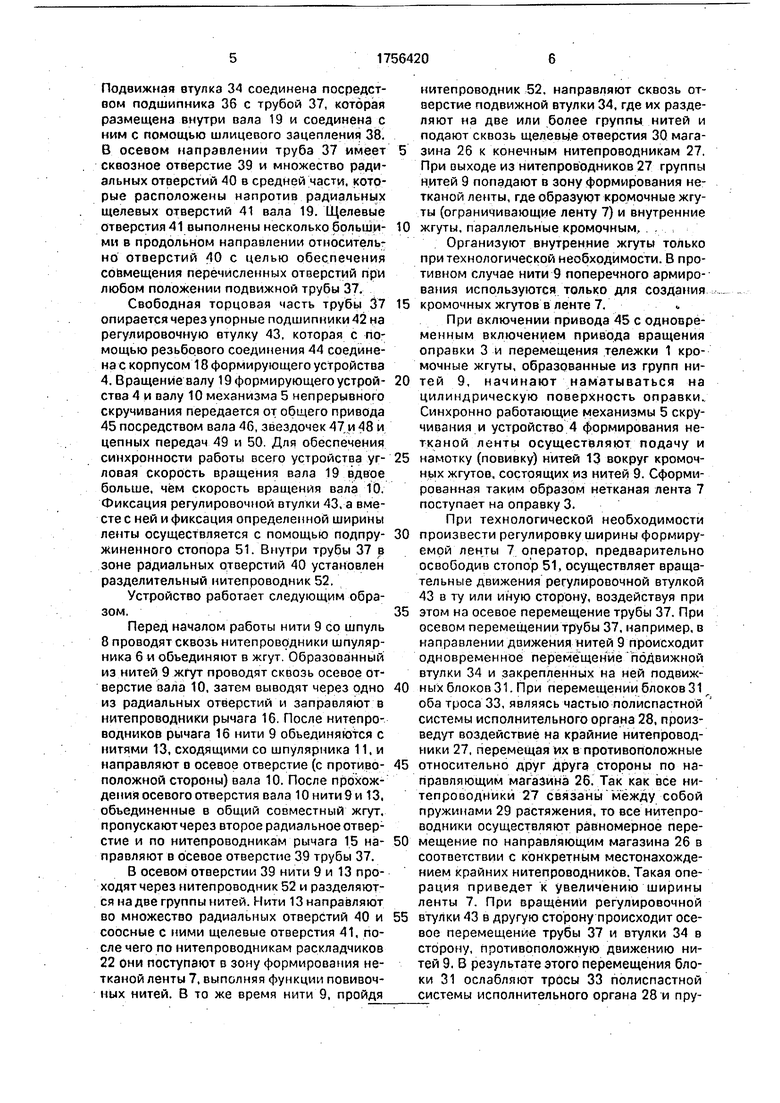
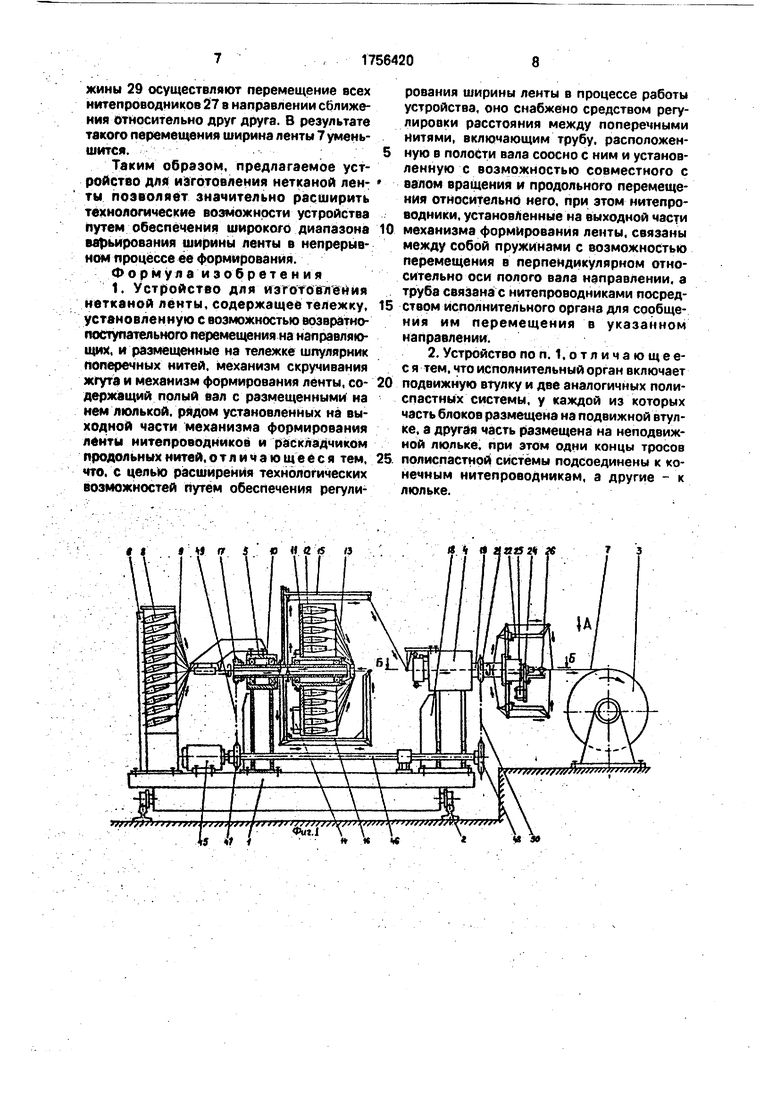
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2.
Устройство для изготовления нетканой ленты состоит из тележки 1, которая по направляющим 2 может перемещаться вдоль оси оправки 3, формирующего устройства 4, механизма 5 для непрерывного скручивания жгута и шпулярника 6 для нитей поперечной ориентации (кромочных в ленте). Создаваемая устройством нетканая лента 7 наматывается на вращающуюся оправку 3. На стационарном шпулярнике б установлены шпули 8 нитевидного материала 9 поперечного армирования.
Механизм 5 скручивания состоит из размещенного в подшипниковых опорах вала
10, на одном конце которого свободно подвешен шпулярник 11 со шпулями 12 нитевидного материала 13 продольного армирования (повивочные в ленте).
Шпулярник 11 снабжен балластным гру0 зом 14 для предотвращения его вращения при работе механизма 5. Вал 10 имеет сквозное осевое отверстие и несколько радиальных. У основания радиальных отверстий на наружной стенке вала 10 закреплены на
5 диаметрально противоположных сторонах рычаги 15 и 16 с системой нитепроводников. На противоположной от шпулярника 11 стороне вала 10 закреплена звездочка 17. Формирующее ленту 7 устройство 4 со0 держит станину 18 и полый вал 19, установленный с возможностью вращения посредством подшипников 20. На наружной поверхности вала 19 жестко закреплены звездочка 21 и множество раскладчиков 22.
5 В области, ограниченной траекторией вращения раскладчиков 22, на подшипниковых опорах 23 свободно подвешена люлька 24. Для предотвращения вращения люльки 2-4 при работе раскладчиков 22 в нижней части
0 люльки закреплен балластный груз 25. К стенкам люльки крепятся магазин 26 с конечными нитепроводниками 27 и исполнительный орган 28.
Нитепроводники 27 связаны между со5 бой пружинами 29 равной жесткости и имеют возможность свободно перемещаться вдоль направляющих магазина 26. Для свободного входа и выхода нитей 9 поперечной ориентации к нитепроводникам 27 незави0 симо от конкретного расположения последних магазин 26 имеет две радиальные щели 30. Исполнительный орган 28 представляет собой, например, две полиспастные аналогичные системы, в каждую из которых входят
5 несколько подвижных 31 и неподвижных 32 блоков с запасованными в них тросами 33. Каждый из двух тросов 33 прикрепляется одним концом к стенке люльки 24, а вторым концом - к одному из крайних конечных
0 нитепроводников 27. Кратность полиспаста и соответственно количество блоков 31 и 32 подбираются в соответствии с конкретными конструктивными параметрами устройства и требованиями, предъявляемыми к величи5 не регулируемости ширины ленты 7.
Неподвижные блоки 32 прикрепляются к стенкам люльки 24, а подвижные блоки 31 - к втулке 34, имеющей возможность перемещаться вдоль внутренней полости люльки 24 по направляющим шлицам 35
Подвижная втулка 34 соединена посредством подшипника 36 с трубой 37, которая размещена внутри вала 19 и соединена с ним с помощью шлицевого зацепления 38. В осевом направлении труба 37 имеет сквозное отверстие 39 и множество радиальных отверстий 40 в средней части, которые расположены напротив радиальных щелевых отверстий 41 вала 19. Щелевые отверстия 41 выполнены несколько больши- ми в продольном направлении относительно отверстий 40 с целью обеспечения совмещения перечисленных отверстий при любом положении подвижной трубы 37.
Свободная торцовая часть трубы 37 опирается через упорные подшипники 42 на регулировочную втулку 43, которая с помощью резьбового соединения 44 соединена с корпусом 18 формирующего устройства 4. Вращение валу 19 формирующего устрой- ства 4 и валу 10 механизма 5 непрерывного скручивания передается от общего привода 45 посредством вала 46, звездочек 47 и 48 и цепных передач 49 и 50 Для обеспечения синхронности работы всего устройства уг- ловая скорость вращения вала 19 вдвое больше, чем скорость вращения вала 10. Фиксация регулировочной втулки 43, а вместе с ней и фиксация определенной ширины ленты осуществляется с помощью подпру- жиненного стопора 51. Внутри трубы 37 в зоне радиальных отверстий 40 установлен разделительный нитепроводник 52.
Устройство работает следующим образом.
Перед началом работы нити 9 со шпуль 8 проводят сквозь нитепроводники шпуляр- ника 6 и обьединяют в жгут Образованный из нитей 9 жгут проводят сквозь осевое отверстие вала 10, затем выводят через одно из радиальных отверстий и заправляют в нитепроводники рычага 16 После нитепро- водников рычага 16 нити 9 объединяются с нитями 13, сходящими со шпулярника 11. и направляют о осевое отверстие (с противо- положной стороны) вала 10. После прохождения осевого отверстия вала 10 нити 9 и 13, объединенные в общий совместный жгут, пропускают через второе радиальное отверстие и по нитепроводникам рычага 15 на- правляют в осевое отверстие 39 трубы 37.
В осевом отверстии 39 нити 9 и 13 проходят через нитепроводник 52 и разделяются на две группы нитей. Нити 13 направляют во множество радиальных отверстий 40 и соосные с ними щелевые отверстия 41, после чего по нитепроводникам раскладчиков 22 они поступают в зону формирования нетканой ленты 7, выполняя функции повивоч- ных нитей. В то же время нити 9, пройдя
нитепроводник 52, направляют сквозь отверстие подвижной втулки 34, где их разделяют на две или более группы нитей и подают сквозь щелевые отверстия 30 магазина 26 к конечным нитепроводникам 27. При выходе из нитепроводников 27 группы нитей 9 попадают в зону формирования нетканой ленты, где образуют кромочные жгуты (ограничивающие ленту 7) и внутренние жгуты, параллельные кромочным.
Организуют внутренние жгуты только при технологической необходимости. В противном случае нити 9 поперечного армирования используются только для создания кромочных жгутов в ленте 7.При включении привода 45 с одновременным включением привода вращения оправки 3 и перемещения тележки 1 кромочные жгуты, образованные из групп нитей 9, начинают наматываться на цилиндрическую поверхность оправки. Синхронно работающие механизмы 5 скручивания и устройство 4 формирования нетканой ленты осуществляют подачу и намотку (повивку) нитей 13 вокруг кромочных жгутов, состоящих из нитей 9. Сформированная таким образом нетканая лента 7 поступает на оправку 3.
При технологической необходимости произвести регулировку ширины формируемой ленты 7 оператор, предварительно освободив стопор 51, осуществляет вращательные движения регулировочной втулкой 43 в ту или иную сторону, воздействуя при этом на осевое перемещение трубы 37. При осевом перемещении трубы 37, например, в направлении движения нитей 9 происходит одновременное перемещение подвижной втулки 34 и закрепленных на ней подвижных блоков 31. При перемещении блоков 31 г оба троса 33, являясь частью полиспастной системы исполнительного органа 28, произведут воздействие на крайние нитепровод- иики 27, перемещая их в противоположные относительно друг друга стороны по направляющим магазина 26. Так как все нитепроводники 27 связаны между собой пружинами 29 растяжения, то все нитепроводники осуществляют равномерное перемещение по направляющим магазина 26 в соответствии с конкретным местонахождением крайних нитепроводников. Такая операция приведет к увеличению ширины ленты 7. При вращении регулировочной втулки 43 в другую сторону происходит осевое перемещение трубы 37 и втулки 34 в сторону, противоположную движению нитей 9. В результате этого перемещения блоки 31 ослабляют тросы 33 полиспастной системы исполнительного органа 28 и пружины 29 осуществляют перемещение всех иитепроводников 27 в направлении сближения относительно друг друга. В результате такого перемещения ширина ленты 7 уменьшится.
Таким образом, предлагаемое устройство для изготовления нетканой лен- ты позволяет значительно расширить технологические возможности устройства путем обеспечения широкого диапазона варьирования ширины ленты в непрерывном процессе ее формирования. Формула изобретения 1. Устройство для изготовления нетканой ленты, содержащее тележку, установленную с возможностью возвратно- поступательного перемещения на направляющих, и размещенные на тележке шпулярник поперечных нитей, механизм скручивания жгута и механизм формирования ленты, со- держащий полый вал с размещенными на нем люлькой, рядом установленных на выходной части механизма формирования ленты иитепроводников и раскладчиком продольных нитей, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения регулирования ширины ленты в процессе работы устройства, оно снабжено средством регулировки расстояния между поперечными Нитями, включающим трубу, расположенную в полости вала соосно с ним и установленную с возможностью совместного с валом вращения и продольного перемещения относительно него, при этом нитепро- водники, установленные на выходной части механизма формирования ленты, связаны между собой пружинами с возможностью перемещения в перпендикулярном относительно оси полого вала направлении, а труба связана с нитепроводниками посредством исполнительного органа для сообщения им перемещения в указанном направлении.
2. Устройство по п. 1, отличающее- с я тем, что исполнительный орган включает подвижную втулку и две аналогичных поли- спастных системы, у каждой из которых часть блоков размещена на подвижной втулке, а другая часть размещена на неподвижной люльке, при этом одни концы тросов полиспастной системы подсоединены к конечным нитепроводникам, а другие - к люльке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1675443A1 |
| Способ изготовления нетканой ленты и устройство для его осуществления | 1988 |
|
SU1595969A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Устройство для изготовления нетканой ленты | 1987 |
|
SU1481298A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1802007A1 |
| Способ получения нетканой ленты и устройство для его осуществления | 1989 |
|
SU1737051A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1670010A1 |
| Устройство размотки и скручивания ровинга | 2024 |
|
RU2829693C1 |
| Устройство для намотки оболочек вращения | 1982 |
|
SU1034918A1 |
| Способ изготовления нетканой ленты для изделий из армированных пластиков | 1988 |
|
SU1663071A1 |
Использование: в химической и других отраслях промышленности для производства изделий из армированных пластиков. Сущность изобретения: устройство для изготовления нетканой ленты содержит тележку с размещенными на ней шпулярником поперечных нитей, механизмом скручивания жгута и механизмом формирования ленты, имеющим полый вал с люлькой, нитепро- водниками и раскладчиком продольных нитей Устройство снабжено средством регулировки расстояния между поперечными нитями, имеющим трубу, установленную в полости вала соосно с ним с возможностью совместного вращения и относительного продольного перемещения. Нитепроводники установлены на механизме формирования ленты и связаны между собой пружинами с возможностью перемещения в перпендикулярном относительно оси полого вала направлении. Труба связана с нитепроводниками посредством исполнительного органа для сообщения им перемещения в указанном направлении. Исполнительный орган выполнен в виде подвижной втулки и двух аналогичных полиспастных систем, причем часть блоков размещена на подвижной втулке, з другая - на неподвижной люльке Одни концы тросов полиспастной системы подсоединены к конечным нитепроводникам, а другие - к люльке. 1 з.п.ф-лы, 5 ил. (Л С
и в я а 2 х
7 3
w
йиЭА
Фиг. 5
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
