Изобретение относится к производству изделий из армированных пластиков методом намотки и может быть использовано в химической промьшшеннос ти, судостроении, авиационной и ракетной технике
Цгль изобретения - расширение ассортимента при одновременном повьшет
НИИ производительности и качества продукции
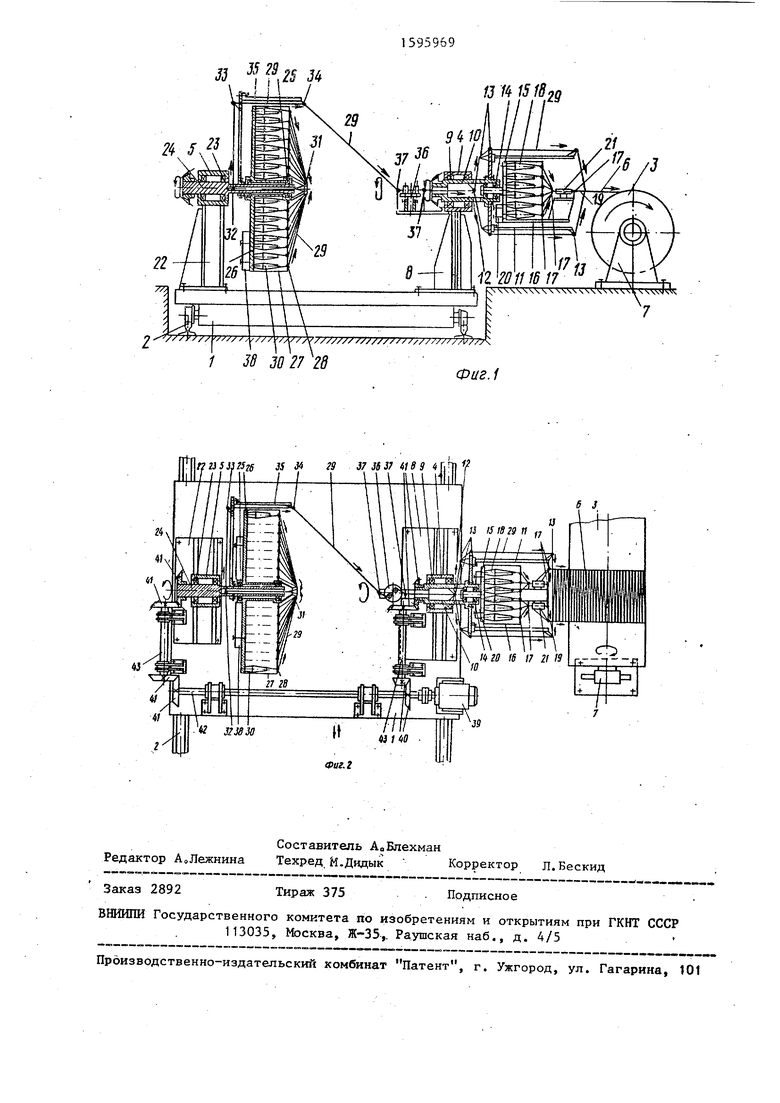
На фиго показано у стройство, реализующее предлагаемый способ,,общий вид; на - то же, вид сверху .
Основной корпусной деталью устрой- ства, реализующего предлагаемый спо«о
соб, является тележка 1 ко горая по ельсам 2 может перемещаться вдоль оси оправки За В состав устройства входят формующее средство 4 и сред- j ство 5 дпя непрерывного скручивания продольного жгутво Нетканая лента 6 наматывается на вращающуюся оправку 3j которая установлена на опорах 7о Оба средства 4 и 5 размещены на те- to ежке 1 о
На тележке 1 закреплена стойка 8, B которой установлена подшипниковая опора 9 горизонтальной поворотной трубы iO, входящей в состав формующего Js средства 4о На наружной поверхности поворотной трубы 10 установлены раскладчики И в виде рычагов, а внутри трубы 10 и по длине раскладчиков 11 смонтированы нитепроводники 12 и 13, 20 направляющие группы продольных нитей в зону формования нетканой ленты б На другом торце поворотной трубы 10 в ее подшипниковой опоре 14 установлена люлька 15, на которой разме- 25 щен шпулярник 16 с нитепроводниками. 17, с помощью которых нити сматывгиот- ся со шпуль 18 и группируются в два кромочных жгута 19, являюш ихся по отношению к оправке 3 поперечными 30
Б нижней части люльки 15 закреплен балластный груз 20, cмeщaюш й вниз центр ее тяжести для обеспече ния постоянного устойчивого положения люльки 15 при враитении поворотной 35 трубы 10. Натяжение кромочньк жгутов 19 осуществляется с помощью натяжных устройств 21, также размещенных на люльке 15 о Натяжные средства 21 обеспечивают натяжение поперечных нитей, 40
Кроме формукщего средства 4, на тележке 1 смонтировано средство 5 для непрерывного скручивания продольного жгута, которое состоит из корпуса д 22, на котором установлен подшипниковый узел 23, в котором вращается вал 24, имеющий полую часть, в которой в подшипниковой опоре 25 установлена люлька 26с На люльке 26 размещен шпу- лярник 27 с нитепроводниками 28, с помощью которых продольные нити 29 сматываются со шпуль 30 и посредством центрального кольца 31, закрепленного, на люльке 26, при своем по- следующем движении объединяются в жгут продольных 1штейо Этот жгут дви- 1кется через нитепроводник 32, наа:одя- щийся внутри полой части вала 24
Вал 24 имеет на боковой поверх- ности отверстие для вывода жгута продольных тштей к нитепроводникам 33 и 34, размещенным на рычаге 35, который закреплен на валу 24, Натяжение жгута из продольных нитей 29 обеспечивается, например, с помощью пальцевого приспособления 36 для натяжения, закрепленного на стойке 8о11ри- способление 36 оборудовано нитепроводниками 37 для подвода и отвода жгута из продольных нитей 29 при его прохождении через это приспособление В-нижней части люльки 26 закреплен балластный груз 38, смещающий вниз центр ее тяжести для обеспечения постоянного устойчивого положения люльки при вращении вала 24о
Дпя вращения поворотной трубы 10 формующего средства 4 и вала 24 сред ства 5 для непрерывного скручивания продольного жгута на тележке 1 установлен электропривод 39, который например, с помощью системы зубчатых конических передач 40, 41 и валов 42, 43 может синхронно вращать поворотную трубу 10 и вал 24 в одном и том же направлении, обеспечивая при этом скорость вращения трубы 10, вдвое большую, чем скорость вращения вала 24, средство 5 имеет жесткую кинематическую связь с трубой 10„
Устройство для изготовления нетканой ленты работает следующим об- разомо
Перед началом работы поперечные нити со шпуль 18, установленных в формуклцем средстве, проводятся через нитепроводники 17, и сгруппированные из них два поперечных кромочных жгута 19 подаются сквозь натяжные сред- ства 21 и закрепляются на оправке З
Продольные нити, сматываемые со шпуль 30, установленных на шпулярни- ке 27 средства 5 непрерывного скручивания продольного жгута, группируются с помощью центрального кольца 31 в жгут продольных нитей, который про пускается через полость вала 24 к ни тепроводнику 32 и через отверстие в вале 24 подается к нитепроводникам 33 и 34j, размещенным на рычаге 3.5-, После нитепроводника 34 жгут из про- дольнь1х нитей 29 поступает к приспо- соблению 36 для натяжения, затем он вводится внутрь поворотной трубы Юо
После нитепроводника 12 продоль-
ный лсгут разделяется на множество групп нитей, каждая из этих групп выводится к боковой стенке трубы и подается через соответствующее отвер- . стие на отдельный раскладчик П, после чего прикрепляется к кромочным жгутам 19о После этого включается привод оправки 3 и привод перемещения тележки (не показаны) Затем включается электропривод 39, обеспечивающий вращение горизонтальной поворотной трубы 10 и вала 24о Кромочные жгуты 19 наматываются на оправку 3 и одновременно обвиваются множеством групп продольных нитейо Продольные нити при своем движении к зоне формования нетканой ленты 6 сматываются со шпуль 30 шпулярника 27, размещенного на люльке 26, поступают к центральному кольцу 31, а затем внутрь полой части вала 24 к нитепроводни- ку 32, Образовавшийся продольный
1595969
6
Л 5
продольно-поперечной ориентацией нитей, которая непрерывно поступает н4 оправку 3 для намотки изделий
Средство 5 для непрерывного скруч вания продольного жгута работает по схеме процесса, обеспечивающего двой ное кручение (за один оборот рычага 35 жгут из продольных нитей 29 полу10 .чает два кручения). При неподвижных шпулях 30, установленных в люльке 26 и при вращении рычага 35 жгут из про дольных нитей 29, двигаясь через кольцо и нитепроводники 31 и 32, псз15 первое кручение и кручение (в том же направленииJ, что и . первое) на участке нитепроводник 33 - нитепроводник 37 Наличие обоих кручений обусловлено тем, что нити 29 на участке от нитепроводшша 32 до нитепроводника 33 как бы принадлежат вращающемуся рьиагу 35, Таким образом, если бы жгут из продоль ньгх нитей 29 после прохождения ките20
жгут йыходит из полости вала 24 и про- 25 проводника 37 поступил на какое-дабо
ходит через нитепроводйики 33 и 34, установленные на рычаге 35, и далее подается внутрь вращающейся трубы 10о Здесь на выходе из нитепроводника 12 продольный жгут разделяется на множество групп нитей, которые через отверстия в трубе 10 поступают к .ните- проводникам 13, установленным на раскладчиках 11, вращением которых
приемное устройство (например, вра - щающуюся оправку), он наматывался бы на нее и при этом бьш бы скрученным Но так как после нитепроводника 12 30 жгут из продольных нитей 29 снова
скручивается за счет вращения расклад чиков 11 в том же направлении, в ко тором бьша создана скрутка, то оказывается возможным разделить жгут из
скручивается за счет вращения ра чиков 11 в том же направлении, в тором бьша создана скрутка, то о зывается возможным разделить жгу
и производится HHBHBjca групп продоль- .J5 продольных нитей 29 на множество
ных нитей на кромочные жгуты 19,
На участке от центрального кольца 31 до нитепроводника 37 средство 5 непрерывного скручивания продольного жгута создает за один оборот вращающегося рычага 35 два кручения жгута из продольных нитей 29. На участке от нитепроводника 37 до нитепроводника 12 каждый оборот трубы 10 с раскладчиками 1 создает одно кручение жгута из продольных нитей 29 в том же- направлении, что и средство 5о Так как скорость вращения рычага 35 вддое меньше скорости вращения трубы 10 с раскладчиками 11, то на участке -между нитепроводниками 37 и 12 продольный жгут вращается с той же скоростью и в том же направлении, что и труба 10 с раскладчиками 1 1 Это позволяет
групп нитей о
Проведение указшшой операции деления жгута из продольных ните становится возможным только в то
40 случае, когда направление скручи ния продольных нитей, создаваемое средством 5, совпадает с HanpaBne ем навив1ш групп продольных нитей кромочные жгуты, возникающим при
45 боте средства 4, а число кручений производимых ими в единицу времен одинаково о Операция скручивания ж та из продольных нитей 29 необход при работе устройства для нейтра
50 зации скручивания жгута из продо ных нитей 29, которое возникает п вращении раскладчиков По
Операция скручивания продольно жгута позволяет обеспечить паралл
Операция скручивания продольного жгута позволяет обеспечить параллель
разделить продольный жгут на множес -55 ное (не скрученное) движение ттей в
во групп нитей после нитепроводника- этом жгуте при совместной работе уст- 12 и подать каждую из этих групп на ройств 4 и 5„
отдельньй раскладчик IK Таким об- Таким образом, изобретеняе.позволя- разом формуется нетканая лента 6с ет вести намотку нескрученным жгутом
6
5
продольно-поперечной ориентацией нитей, которая непрерывно поступает н4 оправку 3 для намотки изделий
Средство 5 для непрерывного скручивания продольного жгута работает по схеме процесса, обеспечивающего двойное кручение (за один оборот рычага 35 жгут из продольных нитей 29 полу10 .чает два кручения). При неподвижных шпулях 30, установленных в люльке 26, и при вращении рычага 35 жгут из продольных нитей 29, двигаясь через кольцо и нитепроводники 31 и 32, псз
15 первое кручение и кручение (в том же направленииJ, что и . первое) на участке нитепроводник 33 - нитепроводник 37 Наличие обоих кручений обусловлено тем, что нити 29 на участке от нитепроводшша 32 до нитепроводника 33 как бы принадлежат вращающемуся рьиагу 35, Таким образом, если бы жгут из продоль ньгх нитей 29 после прохождения ките20
25 проводника 37 поступил на какое-дабо
25 проводника 37 поступил на какое-дабо
приемное устройство (например, вра - щающуюся оправку), он наматывался бы на нее и при этом бьш бы скрученным Но так как после нитепроводника 12 30 жгут из продольных нитей 29 снова
скручивается за счет вращения раскладчиков 11 в том же направлении, в ко тором бьша создана скрутка, то оказывается возможным разделить жгут из
.J5 продольных нитей 29 на множество
.J5 продольных нитей 29 на множество
групп нитей о
Проведение указшшой операции разделения жгута из продольных нитей 29 становится возможным только в том
40 случае, когда направление скручивания продольных нитей, создаваемое средством 5, совпадает с HanpaBneHM ем навив1ш групп продольных нитей на кромочные жгуты, возникающим при ра45 боте средства 4, а число кручений, производимых ими в единицу времени, одинаково о Операция скручивания жгу та из продольных нитей 29 необходима при работе устройства для нейтралй50 зации скручивания жгута из продольных нитей 29, которое возникает при вращении раскладчиков По
Операция скручивания продольного жгута позволяет обеспечить параллель
55 ное (не скрученное) движение ттей в
и одновременно нecкoльки ш жгутами (необязательно одинаковой толщины),, iT,e. получать разнообраз1& е структуры нетканой ленты, а таюте ггог -шкть производительность без снижения качества ленты, Тоео расширить ассортимент выпускаемой продукции
Формула изобретения
1 о Способ изготовления нетканой Пенты, при котором осуществляют подачу поперечных нитей со шпулярника ic последующим объединением их в кро- 1мочные жгуты и намоткой на оправку, продольные нити подают с соответст- - вующего шпулярника, формируют из них жгут продольнЬйС нитей, осуществляют его подачу на раскладчик и навивают жгут продольных нитей на кромочные жгуты, отличающийся тем.
:что, с целью расширения ассортимента при одновременном пoвышe ши производительности и качества продукции, после формирования жгут продольных нитей подвергают непрерьшному скручиванию, затем его разделяют на группы нитей с последующей подачей каждой группы продольных нитей на соответ- , ствукйций раскладчик для навивки на кромочные жгуты, причем при скручивании направление крутки жгута продольных нитей выбирают соответствующим направлению навивки групп продольнь11х нитей на кромочные жгуты, а число кручений в единицу времени, сообщаемое жгуту продольньтк нитей при скручивании выбирают соответствующим числу . кручений в единицу времени, сообщае- .мому группам продольных нитей при их навивке на кромочные жгутыо
2в Устройство для изготовления нетканой ленты, содержащее шпулярник продольных нитей, средство формирования из продольных нитей жгута,при1595969 8
способление для натяжения жгута про- дольньхх нитей, смонтированную в под- шипниконых опорах на тележке трубу с отверстиями для ввода и вывода жгута
продольных нитей с расположенными внутри нее нитепроводниками, привод поворота трубы, смонтированную на торце трубы люльку с установленными
Q на ней шпулярником поперечных нитей, средством для объединения их в кромочные жгуты, имеющим нитепроводники, и приспособлением для натяжения кро- мочньж жгутов, раскладчик, смонти- .|5 рованный на внешней поверхности трубы, имеющей отверстие для вьшода продольных нитей, расположенное у основания раскладчика, отличающееся тем, что с целью расшире2Q ния ассортимента при одновременном повышении производительности и качества продукции, оно снабжено средством для непрерывного скручивания жгута продольных нитей, имеющим жест25 кую кинематическую связь с трубой, при этом последняя снабжена дополнительными отверстиями для вывода групп продольньгх нитей и дополнительными раскладчиками,, число которых соответ30 ствует числу дополнительньк отверстий
тру бы S
Зо Устройство по По2, отличающееся тем, что средство для непрерывного скручивания продоль35 ных нитей содержит люльку, на которой смонтирован шпулярник продольных нитей, вал,смонтированный в подшипниковых опорах, имеющий полую часть с расположенными внутри нее нитепро40 вод иками, рычаг с нитепроводниками, смонтированный на внешней поверхности вала, при этом последний имеет отверстие для вывода жгута продоль- ,. ньк нитей, расположенное у основа45 ния рычага с нитепроводниками, причем люлька жестко смонтирована на внешней поверхности полой части вала
чающееся тем, что средство для непрерывного скручивания продоль ных нитей содержит люльку, на которой смонтирован шпулярник продольных нитей, вал,смонтированный в подшипниковых опорах, имеющий полую часть с расположенными внутри нее нитепровод иками, рычаг с нитепроводниками, смонтированный на внешней поверхности вала, при этом последний имеет отверстие для вывода жгута продоль- ,. ньк нитей, расположенное у основания рычага с нитепроводниками, причем люлька жестко смонтирована на внешней поверхности полой части вала
35 29
25 J4
2 J..
/у///// // f////// //
1 36 3027 28
Фиг
fJ/4/J%
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1756420A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1675443A1 |
| Устройство для изготовления нетканой ленты | 1987 |
|
SU1481298A1 |
| Способ получения нетканой ленты и устройство для его осуществления | 1989 |
|
SU1737051A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1670010A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1802007A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Устройство для намотки оболочек вращения | 1982 |
|
SU1034918A1 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
Изобретение относится к производству изделий из армированных пластиков методом намотки. Цель изобретения - расширение ассортимента выпускаемой продукции при одновременном повышении производительности и качества продукции. Способ изготовления нетканой ленты, согласно которому поперечные нити, сматываясь со шпулярника, объединяются в два кромочных жгута, а продольные нити сматывают со стационарного шпулярника, объединяют в жгут из продольных нитей и подают на раскладчик, который обеспечивает обмотку жгутом продольных нитей жгутов. Новым является то, что продольный жгут непрерывно скручивают, затем устройство раскладки при своей работе раскручивает этот жгут, что позволяет осуществлять формование жгута множеством групп нитей. Кроме того, новым в предлагаемом устройстве является наличие в его составе средства непрерывного скручивания продольного жгута. В способе при скручивании направление крутки жгута продольных нитей выбирают соответствующим направлению навивки групп продольных нитей на кромочные жгуты при числе кручений в единицу времени при скручивании, соответствующем числу кручений в единицу времени групп продольных нитей при их навивке на кромочные жгуты. Средство для непрерывного скручивания жгута продольных нитей имеет жесткую кинематическую связь с трубой устройства, которая имеет отверстия для вывода групп продольных нитей и раскладчики, число которых соответствует числу этих отверстий. 2 с.п. и 1 з.п. ф-лы, 2 ил.
USaff s 3S i 29 37 363J 4fB3 4
Фиг. г
;
| Устройство для изготовления нетканой ленты | 1987 |
|
SU1481298A1 |
