оо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканой ленты и устройство для его осуществления | 1988 |
|
SU1595969A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1756420A1 |
| Способ получения нетканой ленты и устройство для его осуществления | 1989 |
|
SU1737051A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1675443A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1670010A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1802007A1 |
| Устройство для изготовления нетканой ленты | 1986 |
|
SU1350203A1 |
| Способ изготовления нетканой ленты для изделий из армированных пластиков | 1988 |
|
SU1663071A1 |
| Устройство для изготовления нетканой ленты | 1985 |
|
SU1260422A1 |
Изобретение относится к производству нетканой ленты и позволяет улучшить эксплуатационные свойства и упростить конструкцию устройства при одновременном повышении производительности и качества продукции. Устройство содержит шпулярники со шпулями поперечных и продольных нитей, тележку, на которой размещены установленная в подшипниковых опорах горизонтальная поворотная труба с размещенными внутри нее нитепроводниками и привод этой трубы, а также установленную в ее подшипниковых опорах люльку с нитепроводниками поперечных нитей, расположенную в торцовой части трубы, и приспособления для натяжения нитей. На наружной поверхности трубы жестко смонтирован раскладчик продольных нитей. Шпулярник шпуль продольных нитей установлен стационарно на тележке, а шпулярник шпуль поперечных нитей установлен на люльке, смонтированной в подшипниковых опорах с торца трубы. Труба имеет отверстия для ввода и вывода продольных нитей, при этом отверстие вывода продольных нитей расположено на наружной поверхности трубы в месте закрепления раскладчика продольных нитей, на котором размещены нитепроводники продольных нитей. 2 ил.
Изобретение относится к текстильной промышленности, в частности к изготовлению нетканых лент из продольных и поперечных нитей, которые могут быть использованы при производстве армированных пластиков в химичест кой промышленности, в судостроении и т. д.
Цель изобретения - улучшение эксплуатационных свойств и упрощение конструкции при одновременном повышении производительности и качества ленты.
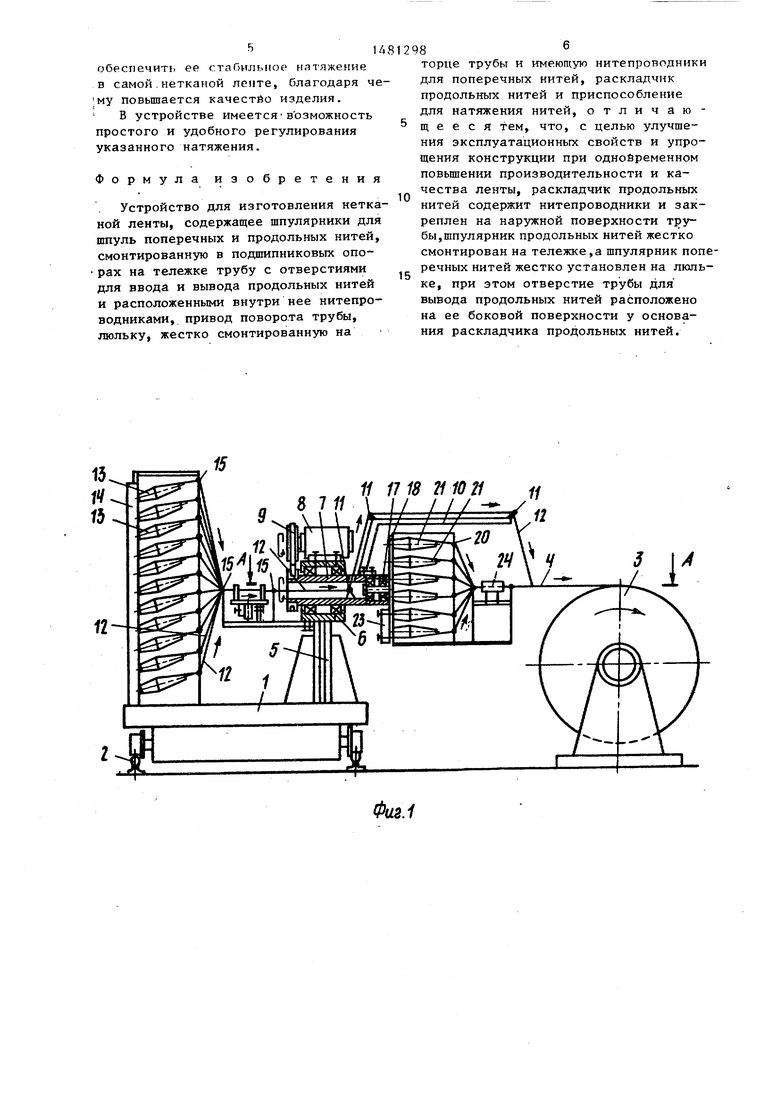
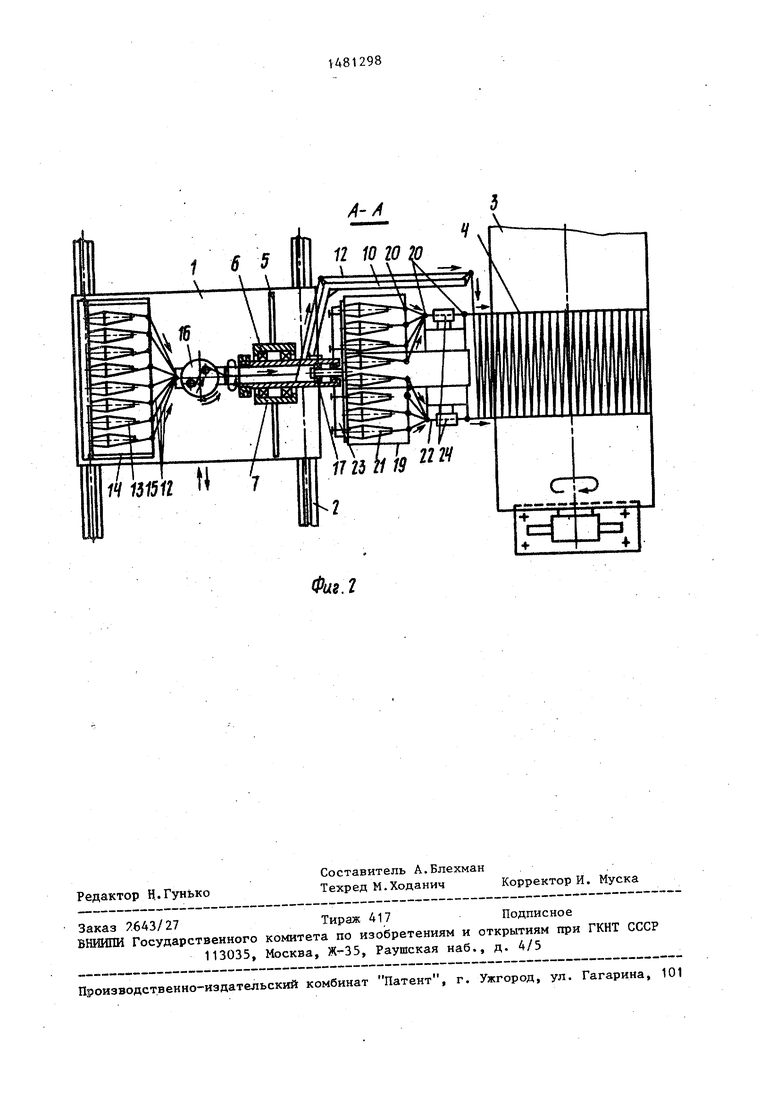
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1 (положение раскладчика показано повернутым на 90°).
Основной корпусной деталью устройства является тележка 1, которая по рельсам 2 может перемещаться вдоль оси оправки 3. Формуемая устройством лента 4 наматывается на вращающуюся оправку 3.
На тележке 1 закреплена стойка 5, на которой установлены подшипниковая опора 6 поворотной горизонтальной трубы 7 и электропривод 8, который
со
00
314
с помощью передачи 9 (например, кли- ниременнон) может вращать горизонтальную поворотную трубу 7.
На наружной поверхности Горизонтальной трубы 7 установлен раскладчик в виде рычага 10, а-внутри трубы 7 и по длине раскладчика Ю смонтированы нитепрово дники 11, направляющие продольные нити 12, сматываемые со шпуль 13, в зону формования нетканой, ленты 4, Шпули 13 размещены на стационарно закрепленном относитель-1 но тележки 1 шпулярнике 14, а смотка с них нитей осуществляется за счет нитепроводников 15. Натяжение продолных нитей 12 обеспечивается, например, с помощью пальцевого натяжного устройства 16, а также размещенного на стойке 5. Направление нитей (продольные и поперечные) принято по отношению к продольной оси оправки 3. На другом торце поворотной трубы 7 в ее подшипниковой опоре 17 установлена люлька 18 с размещенными на ней шпулярником 19с нитепроводника- ми 20, с помощью которых нити сматываются со шпуль 21 и группируются в две кромочные нити 22, являющиеся по отношению к оправке поперечными. В нижней части люльки 18 закреплен балластный груз 23, смещающий вниз центр ее тяжести для обеспечения устойчивого положения люльки при вращении поворотной трубы 7. Натяжение кромочных поперечных нитей 22 осуществляется с помощью натяжных устройств 24.
Устройство работает следующим образом.
Перед началом работы нити со шпуль 21 пропускаются через нитепроводники 209 а составленные из них две поперечные кромочные нити 22 проводятся сквозь натяжные устройства 24 и закрепляются на оправке 3. Нити, сматываемые со шпуль 13, группируются с помощью нитепроводников 15 в единую продольную нить 12, которая пропускается через натяжное устройство 16 и поступает за счет определенного взаимного расположения нитепроводников 11 вначале вовнутрь трубы 7, а затем выводится из нее через отверстие для вывода и отводится на jраскладчик 10, после чего прикрепляется к нитям 22.
После этого включается привод оправки 3 (не показан), а затем элек 984
тропривод 8 горизонтальной поворотной трубы 7. Кромочные поперечные нити 22 наматываются на оправку 3 и при этом, одновременно обматываются . продольными нитями 12, которые, сматываясь со шпуль 13 стационарного шпулярника 14, поступают вовнутрь вращающейся трубы 7, а затем, выйдя
0 из нее, проходят через нитепроводники 11, установленные на раскладчике 10, вращением которого и производит - ся обмотка нитей 22 нитями 12 Таким образом, формируется нетканая лента 54с продольно-поперечной ориентацией нитей, которая непрерывно поступает на оправку для намотки изделий.
Скрепление нитей 22 и 12 может осуществляться любым известным спо0 собом: пульверизацией, погружением оправки в связующее, одновременной намоткой с помощью другого устройства пропитанных нитей с избытком связующего и др.
5 Конструкция устройства дает возможность производить пропитку как нитей 22, так и нитей 12 непосредственно в процессе формования ленты и изделия путем размещения пропиточ0 ных устройств в зоне нитенаправите- лей, собирающих ленту, что совершенно недопустимо в известных устройствах аналогично назначения.
Устройство, имея стационарный шпу- лярник для навивочных нитей, почти не имеет ограничений на число соответствующих шпуль, оно позволяет повысить скорость вращения формующего V органа - раскладчика. Таким образом, оба эти параметра: масса шпульного материала (количество нитей продольного армирования) и скорость вращения формирующего органа (рычага) при принятой конструктивной схеме устройства не исключают увеличения каждого из них в отдельности или обоих одновременно, что в конечном счете и позволяет обеспечить повышение производительности устройства.
При работе устройства имеется воз0 можность увеличения его рабочего цикла за счет проведения заправки новых нитей продольного армирования (взаимен выработанных) без остановки процесса намотки в движущийся непре5. рывно жгут с помощью известных способов и устройств заправки.
Работа формующей головки при такой подаче продольной нити позволяет
5
0
148
обеспечить ее стабильное натяжение в самой нетканой ленте, благодаря че- му повьшается качество изделия.
В устройстве имеется возможность простого и удобного регулирования казанного натяжения.
ормула изобретения
Устройство для изготовления нетканой ленты, содержащее шпулярники для шпуль поперечных и продольных нитей, смонтированную в подшипниковых опо- pax на тележке трубу с отверстиями для ввода и вывода продольных нитей и расположенными внутри нее нитепро- водниками, привод поворота трубы, люльку, жестко смонтированную на
0 ,4, 1718 ° Я 11 Q Я 7 // // /// - s „ 9 . ff If I // к .12
2Q86
торце трубы и имеющую нитепроводники для поперечных нитей, раскладчик продольных нитей и приспособление для натяжения нитей, отличающ е е с я тем, что, с целью улучшения эксплуатационных свойств и упрощения конструкции при одновременном повышении производительности и качества ленты, раскладчик продольных нитей содержит нитепроводники и закреплен на наружной поверхности трубы, шпулярник продольных нитей жестко смонтирован на тележке,а шпулярник поперечных нитей жестко установлен на люль
5
ке, при этом отверстие трубы для вывода продольных нитей расположено на ее боковой поверхности у основания раскладчика продольных нитей.
3 A
Фиг.1
Фиг.2
А-А
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОРИЕНТИРОВАННОГО СТЕКЛОПЛАСТИКА | 0 |
|
SU177605A1 |
| Солесос | 1922 |
|
SU29A1 |
