Изобретение относится к машиностроению, а именно к изготовлению деталей вращения типа колец, втулок, роликов, валиков в условиях безотходного и малоотходного производства.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому (прототипом) является способ изготовления деталей вращения (авт.св. СССР №1682091А1, 07.10.1991), включающий навивку на катушку, используемую в качестве наружной оболочки детали, в несколько слоев металлического проката, при этом в процессе навивки слои плотно прижимают друг к другу посредством прижимного ролика. В качестве проката используют металлическую нить, а закрепление наружных слоев детали осуществляют напрессовкой на нее металлической оболочки, соответствующей внешней форме детали.
Недостатками данного способа является пониженная жесткость детали, так как между витками остается большое свободное пространство и сложность изготовления детали, так как на наружный слой витков необходимо напрессовать на предварительно изготовленную по внешней форме готовой детали наружную оболочку.
Задачей предлагаемого изобретения является повышение жесткости детали и упрощение ее изготовления.
Поставленная задача решается тем, что в известном способе изготовления деталей вращения, включающем навивку на катушку, используемую в качестве наружной оболочки детали, в несколько слоев металлического проката, при этом в процессе навивки слои плотно прижимают друг к другу посредством прижимного ролика, в качестве материала металлического проката используют металлическую ленту, ленту предварительно профилируют, витки между собой закрепляют, а между витками ленты размещают связующий и (или) антифрикционный материал.
За счет использования в качестве проката металлической ленты, при которой свободное пространство между витками уменьшается, повышается жесткость детали. Заполнение свободного пространства между витками металлического проката связующим материалом дополнительно повышает жесткость детали, а кроме того, отпадает необходимость установки на деталь наружной оболочки, что упрощает изготовление детали. При использовании связующего материала с высокими антифрикционными свойствами отпадает необходимость в последующей операции заполнения подшипника смазкой.
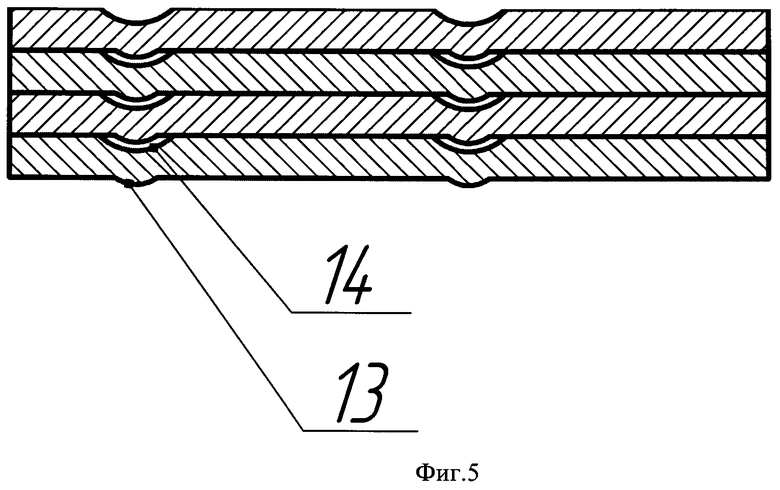
Сущность изобретения поясняется чертежами, где на фиг.1 изображена схема осуществления способа изготовления детали, на фиг.2 - поперечное сечение катушки и прижимного валка, на фиг.3 - поперечное сечение кольца упорного подшипника, на фиг.4 - поперечное сечение кольца упорного подшипника с напрессованными металлическими кольцами, на фиг.5 - схема расположения фиксирующих гнезд на витках детали, на фиг.6 - два варианта поперечного сечения шарнирного подшипника.
Бухту 1 (фиг.1) металлической ленты 2 разматывают, а ленту 2 подвергают правке правильными валками 3, затем профилируют валками 4, подвергают упрочняющей или иной термообработке ТО, подают на направляющий валок 5 и наносят на ленту необходимый материал. Валок 5 контактирует с бункером 6, в котором находится связующий (антифрикционный) материал. Поверхность направляющего валка 5 захватывает связующий (антифрикционный) материал и переносит его на поверхность лены 2. После этого осуществляют навивку ленты 2 на катушку 7, в результате чего постепенно формируется деталь 8. Для обеспечения требуемой плотности соединения витков в процессе навивки ленты 2 ее с помощью прижимного валка 9 прижимают к катушке 7.
Прижим валка 9 с упорами 10 осуществляют под действием силы Р, либо с помощью механизма (не показан), регулирующего его поперечную подачу.
Профилирующие валки 4 обрезают ленту по краям, в результате чего деталь формируется сложной формы (фиг.2). На фиг.3 показано кольцо упорного шарикового подшипника, у которого в процессе изготовления детали за счет обрезки краев ленты формируют не только внутреннюю поверхность диаметром d, наружную поверхность диаметром D и заданную высоту h, но и дорожку качения радиусом rg и даже фаски радиусом rf. Это существенно упрощает изготовление детали, так как отпадает необходимость в последующей механической обработке этих поверхностей.
Ленту 2 используют шириной, равной высоте изготавливаемой детали 8. В таком случае ее просто наматываю на катушку 7. Но можно применять узкую ленту, меньшую высоты детали. В последнем случае ленту изготавливают плющением круглого проката, например проволоки, валками 4 (фиг.1) или используют стандартную узкую ленту. При использовании узкой ленты для заполнения всего профиля детали при навивке ее на катушку 7 ленте сообщают дополнительное возвратно-поступательное движение вдоль профиля детали. При изготовлении детали из узкой ленты на торцах детали возникают неровности, равные ширине ленты. Поэтому при изготовлении детали из узкой ленты, как правило, необходимо закрывать эти поверхности тонкостенными оболочками или неровности этих поверхностей заполняют связующим материалом.
Данный способ не исключает возможности установки на внутреннюю или наружную поверхность детали 8 металлических колец 11 и 12 (фиг.4) или даже боковых тонкостенных оболочек (не показано). Но во многих случаях это не требуется, так как усложняет изготовление детали, вызывает необходимость дополнительных затрат на изготовление таких оболочек.
Так как витки ленты при намотке закрепляют связующим материалом, то они прочно удерживаются между собой и не требуют наличия внешних оболочек. При необходимости усилить осевую прочность сцепления между витками ленты профилирующими валками 4 формируют такой поперечный профиль ленты 2, например создают фиксирующие гнезда 13 и 14, как показано на фиг 5, что витки ленты детали 8 (фиг.2) будут связаны между собой механически в одном или в нескольких местах.
Другим вариантом крепления витков между собой является их сварка. Например, контактную сварку осуществляют с помощью прижимного валка 9, пропуская электрический ток между лентой 2 или валком 9 и катушкой 7 (фиг.2). Под действием сварки изменяются физико-механические свойства ленты, что не всегда желательно.
С целью снижения затрат на изготовление детали используют предварительно термически упрочненную ленту, что не потребует сложной термической обработки детали после ее изготовления навивкой из ленты и существенно снизит припуски на ее окончательную обработку. Чтобы в процессе сварки физико-механические свойства ленты на рабочих поверхностях детали 8 не изменялись, сварку осуществляют не по всему профилю, а на отдельных небольших участках ленты (фиг.2). Для этого на прижимном валке 9 делают кольцевые выступы 10, которыми он под действием силы Р прижимает ленту к детали 8.
Профилирование ленты валками 4 позволяет изготавливать предложенным способом самые разнообразные детали, например наружные и внутренние кольца шариковых, роликовых, шарнирных подшипников и многих других деталей. В качестве примера на фиг.6 показаны два варианта поперечного профиля внутреннего кольца шарнирного подшипника. При варианте 15 профилирующими валками 4 (фиг.1) ленте придают выпуклый профиль, подвергают ТО, а при навивке (фиг.6 поз.15) плотно прижимают витки друг к другу. При варианте 16 ленте придают изогнутый профиль, радиус профиля ленты от витка к витку изменяют от прямолинейного до выпуклого, а на последнем витке делают равным заданному радиусу сферы кольца R. Свободное пространство между витками заполняют связующим материалом. Витки сваривают между собой описанным выше или иным способом, что обеспечивает по краям детали заданную прочность.
В целом использование предлагаемого способа позволяет получать более прочные детали, чем при их изготовлении традиционным способом из сплошного материала, так как известно, что волокнистые изделия имеют большую прочность, чем изделия сплошного сечения. И опорная способность рабочих поверхностей деталей, изготовленных предлагаемым способом, возрастает, так как волокна металла в данном случае располагаются вдоль рабочей поверхности, а это обеспечивает их высокую износостойкость и циклическую прочность.
Приведем следующий пример. Требуется изготовить кольцо упорного подшипника 1118 аналогичное тому, что изображено на фиг.3. Наружный диаметр D=82,5 мм, внутренний диаметр d=65,5 мм и высота h=2,7 мм. Радиус дорожки качения rg=2,7 мм, расположен он на диаметре dg=74 мм и имеет глубину Δ=0,5 мм.
Для изготовления этой детали используем стандартную ленту нормальной точности с обрезанными кромками, светлокаленую, термообработанную, третьей прочности, толщиной 0,2 мм и шириной 3 мм (ГОСТ 2614-55) из стали 65Г (ГОСТ 1050-60). Изготавливать деталь будем по схеме, приведенной на фиг.1, витки между собой будем закреплять контактной сваркой по схеме, изображенной на фиг.2.
Учитывая малую глубину дорожки качения, изготовим кольцо прямоугольного сечения, а дорожку качения получим на операциях окончательной обработки детали шлифованием. Между витками поместим тонкий слой твердой смазки типа дисульфида молибдена или графита или любую консистентную смазку. В таком случае не потребуется операция заполнения подшипника смазкой, а долговечность подшипника возрастет. Несложно определить, что для изготовления данной детали необходима лента общим объемом Vl=5,6 мм3 и/или длиной l=9,4 м. При навивке требуется уложить 42 витка ленты. Если укладывать ленту с частотой вращения катушки 300 об/мин, то для изготовления детали потребуется всего 8,5 сек. Тем самым обеспечивается очень высокая производительность. Коэффициент использования материала с учетом последующих шлифовальных операций составляет КИМ=0,82.
Если данную деталь изготавливать традиционным способом вырубкой из листа, то коэффициент использования материала составит КИМ=0,18. Затраты на изготовление детали также будут высокие, так как потребуются изготовление вырубных штампов, трудоемкая токарная обработка заготовки и последующая энергоемкая термическая обработка.
Из металлических нитей данную деталь изготовить можно только с применением тонкостенных оболочек, так как иначе наружная поверхность детали будет слишком неровной. Но на изготовление наружных оболочек потребуется дополнительный металл, так что коэффициент использования материала составит КИМ=0,51, т.е. на 30% больше, чем при изготовлении предложенным способом. К тому же возрастут затраты на изготовление детали, так как потребуется изготовить два вырубных и несколько штампов для формирования профиля оболочек детали, а также обеспечить их сложную термическую обработку. Жесткость изготовления детали будет существенно меньше, чем при изготовлении из ленты.
Технико-экономическая эффективность предложенного способа обработки заключается:
1. В повышении жесткости деталей.
2. В снижении затрат на изготовление деталей.
3. В повышении прочности деталей и увеличения износостойкости их рабочих поверхностей.
Источники информации
1. Авторское свидетельство СССР №301905, кл. B21C 47/00, 1971.
2. Авторское свидетельство СССР №1682091, кл. B23K 20/00, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДШИПНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2391568C1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ТОНКОГО ПРОКАТА В РУЛОН | 2010 |
|
RU2440204C1 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478031C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2292978C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2001 |
|
RU2210480C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2005 |
|
RU2295578C2 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2010 |
|
RU2457100C2 |
| Способ стабилизации геометрических параметров цилиндрических деталей | 2023 |
|
RU2833570C1 |
| Способ изготовления деталей | 1989 |
|
SU1682091A1 |
| МУФТА ВКЛЮЧЕНИЯ СЦЕПЛЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2223425C2 |





Изобретение относится к машиностроению, а именно к изготовлению деталей вращения типа колец, втулок, роликов, валиков в условиях безотходного и малоотходного производства. Способ включает навивку на катушку, используемую в качестве наружной оболочки детали, в несколько слоев металлического проката, в качестве материала металлического проката используют металлическую ленту, ленту предварительно профилируют, витки между собой закрепляют, а между витками ленты размещают связующий и/или антифрикционный материал. Обеспечивается повышение жесткости детали и упрощение ее изготовления. 6 ил.
Способ изготовления деталей вращения, включающий навивку на катушку, используемую в качестве наружной оболочки детали, в несколько слоев металлического проката, при этом в процессе навивки слои плотно прижимают друг к другу посредством прижимного ролика, отличающийся тем, что в качестве металлического проката используют металлическую ленту, ленту предварительно профилируют, слои между собой закрепляют, а между слоями ленты размещают связующий и/или антифрикционный материал.
| Способ изготовления деталей | 1989 |
|
SU1682091A1 |
| Способ изготовления профильных изделий с продольной перфорацией | 1985 |
|
SU1274794A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЦИЛИНДРИЧЕСКИХ ЕМКОСТЕЙ С ОБОЛОЧКОЙ СПИРАЛЬНО-НАВИВНОГО ТИПА, ПОДЪЕМНОЕ И ВЫВЕШИВАЮЩЕЕ УСТРОЙСТВА | 1994 |
|
RU2070264C1 |
| СПОСОБ НАМОТКИ НА КАТУШКУ МЕТАЛЛИЧЕСКИХ НИТЕЙ ДЛЯ ПРОИЗВОДСТВА ОБРЕЗИНЕННОГО МЕТАЛЛОКОРДА'Г S^^^^o'^^.M.!.^-. У,:>& ч •С'.-'л''Tl\f- 'i^'-^^ ^ •" | 0 |
|
SU301905A1 |
| DE 4413867 A1, 26.10.1995. | |||

