Изгибание металлических труб для получения из них колен производится обычно или протаскиванием через них сердечника, диаметр которого равен диаметру трубы и имеющего радиус кривизны, равный радиусу кривизны изготовляемой изогнутой части, или протаскиванием стержня, утолщенного по окружности и изгибающего трубу, при каковых способах уширение и изгибание происходит одно за другим последовательно. Указанные способы могут применяться, однако, лишь при изгибании частей труб больших радиусов кривизны и из мягкою металла, при чем иногда на поверхности труб образуются складки и толщина стенок их может уменьшаться, что в особенности вредно при трубах малой толщины.
Предлагаемый способ образования изогнутых частей металлических труб применимый не только к трубам из мягкого металла, имеет целью устранить описанные недостатки и заключается в том, что через цилиндрическую трубчатую заготовку, имеющую меньший диаметр, чем изготовляемая изогнутая часть, протаскивается оправка, снабженная эксцентрической головкой.
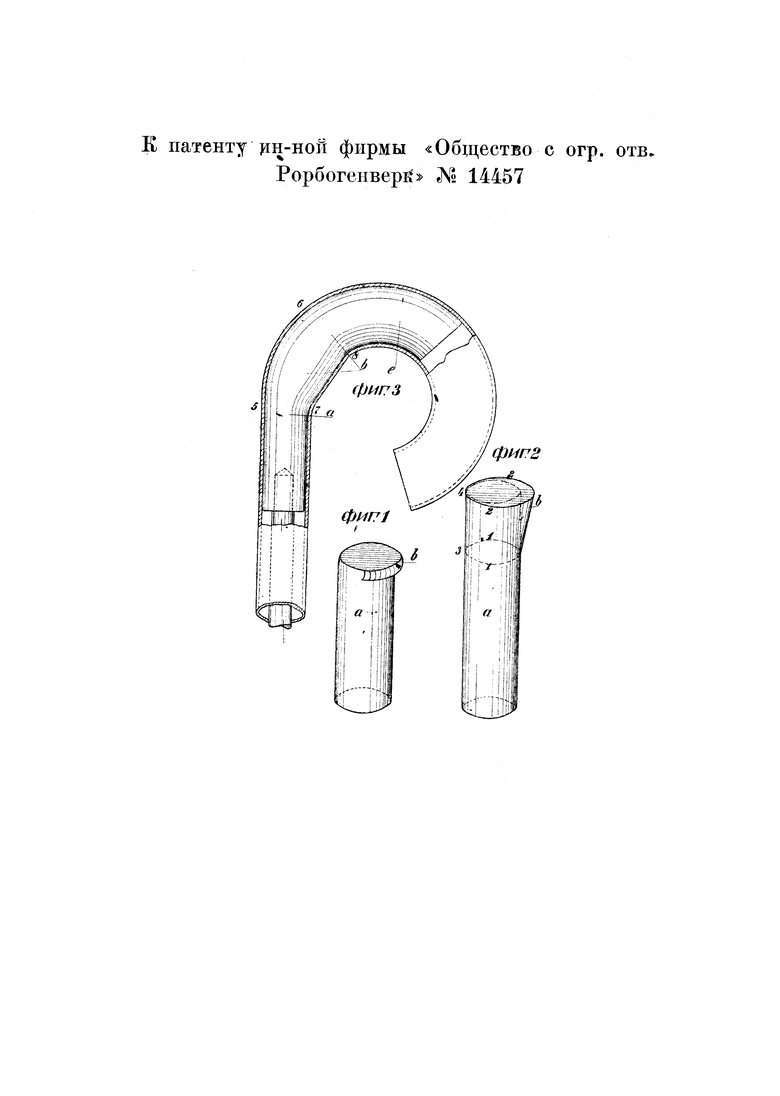
На чертеже фиг. 1 и 2 изображают перспективный вид оправок для осуществления предлагаемого способа; фиг. 3 - перспективный вид частью в разрезе изгибаемой трубы с помещенной в ней видоизмененной оправкой.
Предлагаемый способ состоит в том, что, с целью образования изогнутых частей металлических труб, через трубчатую цилиндрическую головку с внутренним диаметром меньшим, чем диаметр готовой изогнутой части протаскивается оправка, представляющая собой цилиндрический стержень а (фиг. 1-3) с эксцентрической головкой. Диаметр последней в месте сопряжения с оправкой равен внутреннему диаметру заготовки, диаметр же на конце головки соответствует внутреннему диаметру готового изделия; тело головки представляет собою переходную часть от сечения с первым диаметром к сечению с последним диаметром.
Для осуществления описанного способа, согласно изобретения, предлагаются три формы оправок. У первой из них (фиг. 1) эксцентрическая головка выполнена в форме валика b с плавным переходом от одной из образующих цилиндрический стержень а до другой диаметрально противоположной. Головка b оправки, осуществленной по второй форме (фиг. 2) ограничена линейчатой поверхностью, имеющей основаниями круговые сечения 1-1 и 2-2, из которых первое является сечением цилиндрического стержня а оправки и отвечает внутреннему диаметру заготовки, а второе сдвинуто относительно первого таким образом, что одна из образующих 3-4 указанной поверхности совпадает с образующей цилиндрического стержня а оправки.
В оправке, осуществленной по третьей форме (фиг. 3) эксцентрическая головка имеет два участка е и b, из которых первый изогнут и отвечает внутренней полости готового изделия. Участок же b является переходным элементом от цилиндрического стержня а оправки к участку е и ограничен поверхностью, одна из образующих 5-6 которой имеет форму дуги круга, совпадающей с наружной окружностью изготовляемой части, а другая образующая 7-8, диаметрально противоположная первой, представляет прямую линию, наклонную к соответствующей образующей стержня а в направлении к внутренней стороне изгибаемой части. Остальные образующие участка b являются плавно переходящими от образующей 5-6 к образующей 7-8.
При изготовлении винтообразно изогнутых частей труб, головка b оправки, осуществленной по второй и третьей описанным выше формам, отгибается в бок от плоскости симметрии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2007 |
|
RU2364458C2 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ТЕЛЕСКОПИЧЕСКИХ ПРУЖИН | 1973 |
|
SU367946A1 |
1. Способ образования изогнутых частей металлических труб, характеризующийся тем, что через трубчатую цилиндрическую заготовку с внутренним диаметром, меньшим такового же диаметра в готовом изделии, протаскивается оправка, снабженная эксцентрической головкой, представляющей собою переходную часть от цилиндрического стержня с диаметром, отвечающим внутреннему диаметру заготовки, до диаметра, соответствующего внутреннему диаметру готового изделия.
2. Оправка для осуществления охарактеризованного в п. 1 способа, отличающаяся тем, что головка в ней сделана в форме валика b (фиг. 1) с плавным переходом от одной из образующих цилиндрического стержня а до другой диаметрально противоположной.
3. Оправка для осуществления охарактеризованного в п. 1 способа, отличающаяся тем, что головка b в ней (фиг. 2) выполнена ограниченной линейчатой поверхностью, образующие которой направляются с одной стороны круговым сечением 1-1 стержня а, а с другой - кругом 2-2, отвечающим внутреннему сечению готового изделия, сдвинутым относительно первого круга 1-1 таким образом, что одна из образующих 3-4 линейчатой поверхности совпадает с образующей цилиндрического стержня а.
4. Оправка для осуществления охарактеризованного в п. 1 способа, отличающаяся тем, что головка в ней (фиг. 3) имеет два участка е и b, из которых участок е представляет собою изогнутый стержень, отвечающий внутренней полости готового изделия, а участок b дает переходный от цилиндрического стержня а оправки к участку е элемент, ограниченный поверхностью, одна из образующих 5-6 которой имеет форму дуги круга, совпадающей с наружной окружностью изготовляемой части, другая образующая 7-8, диаметрально противоположная первой, представляет прямую линию, наклонную к соответствующей образующей стержня а в направлении к внутренней стороне изгибаемой части, а остальные образующие являются плавно переходящими от первой из двух указанных основных образующих ко второй.
5. Видоизменение охарактеризованных в п.п. 3 и 4 оправок для случая изготовления винтообразно изогнутых частей труб, отличающееся тем, что головка b в них отогнута вбок от плоскости симметрии.
