ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу производства тонкостенных трубчатых винтовых штанг.
УРОВЕНЬ ТЕХНИКИ
Трубчатые винтовые штанги (также известные как анкерные штанги) применяются при буроинъекционном бурении (см. Смоленков М.А. и др. Обзор существующих конструкций буроинъекционных анкерных свай // Вестник МГСУ. Том 14. Выпуск 12, 2019).
В настоящее время трубчатые винтовые штанги производят на резьбонакатных станках или станах холодной поперечно-винтовой прокатки способом накатки винтовой резьбы, задавая гладкую трубу-заготовку в двух- или трехвалковые станы с прокатными валками, имеющими резьбовой профиль.
Общие принципы и оборудование, применяемое в известных способах описаны, например, в монографии Васильчиков М.В., Волков М.М. - Поперечновинтовая прокатка изделий с винтовой поверхностью // «Машиностроение». 1968 г.
При этом, известные технологии позволяет производить винтовые штанги только из толстостенных и особо толстостенных труб с отношением наружного диаметра к толщине стенки в диапазоне 3,17-9,50.
Трубчатые винтовые штанги ведущих анкерных систем «TITAN» (компания Ischebek, Германия) (см. ЕР 035537Э), «GEOIZOL-МР» (Пушкинский машиностроительный завод, Санкт-Петербург, Россия) (см. http://web.archive.org/web/20210225161208/https://geoizolproject.ru/technologies/geoizol-mp/), «ГЕОКРЕП» (Геотехнические Системы, Санкт-Петербург, Россия) (см. http://geots.ru/catalog/anchor-systems/geokrep) производятся в ограниченном сортаменте из труб, параметры которых указаны в таблице 1.


Применение только толстостенных штанг приводит к большому шагу допустимых нагрузок при бурении, значительно сужает эффективность их применения и не всегда оправдано с точки зрения эффективности использования металла.
Кроме того, при производстве штанг одного диаметра из труб с разной толщиной стенки, различие в площади их поперечного сечения приводит к разному сопротивлению прокатываемого металла и, как следствие, к большим допускам формы готовых изделий.
Проблему расширения сортамента и повышения эффективности применения трубчатых винтовых штанг можно было бы решить за счет производства этих штанг из более тонкостенных труб с меньшей площадью поперечного сечения. Однако при холодной прокатке штанг из труб с отношением диаметра к толщине стенки более 9 резко падает устойчивость поперечного сечения труб-заготовок, поэтому при деформации в прокатных валках они теряют круглую форму поперечного сечения, что до настоящего времени препятствовало производству из них круглых трубчатых винтовых штанг.
В настоящее время способы холодной прокатки тонкостенных труб для формирования наружных винтовых ребер недостаточно разработаны.
Среди наиболее близких (по количеству совпадающих технических особенностей, но не по своему назначению) известных способов можно отметить способ изготовления изделий со спиральными ребрами, в котором накатку внутренней спирали осуществляют обкатыванием трубной заготовки на введенной в нее оправке и деформацию заготовки в радиальном направлении силовой раскатной головкой с планетарно вращающимися давильными элементами. Перед накаткой внутренней спирали в известном способе осуществляют настройку оправки по давильным элементам силовой раскатной головки на размер профиля ребра спирали, в процессе накатки внутренней спирали осуществляют одновременно перемещение трубной заготовки в осевом направлении, в качестве оправки используют профильную оправку, вращающуюся в одном направлении с силовой раскатной головкой с частотой вращения, равной частоте вращения упомянутой силовой раскатной головки, рабочая часть профильной оправки в продольном сечении выполнена в виде усеченного эллипсоида, а в поперечном - в виде симметричного многогранника с заходными и калибрующимися участками с числом граней, равным количеству давильных элементов силовой раскатной головки (патент РФ на изобретение № 2172223).
Указанный способ не позволяет изготавливать изделия с внешними спиральными ребрами, кроме того, в патенте 2172223 отсутствует информация о пригодности способа для формирования спиральных ребер на тонкостенных трубчатых заготовках.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в создании способа накатки спиральных ребер на внешней поверхности тонкостенных трубчатых заготовок методом холодной прокатки.
Технический результат изобретения состоит в том, что за счет введения в зону деформации оправки, выполненной с возможностью вращения относительно оси, при использовании тонкостенных труб в качестве заготовок удалось избежать ухудшения точности их изготовления и предотвратить критические отклонения формы готовых изделий.
Указанная задача решена благодаря тому, что в предлагаемом способе производства трубчатых винтовых штанг посредством холодной прокатки металлических труб на резьбонакатных станках или станах поперечно-винтовой прокатки;
накатку винтового профиля на внешней поверхности упомянутой металлической трубы осуществляют приводными валками на оправке, при этом:
упомянутые валки представляют собой тела качения, имеющие формообразующую винтовую боковую поверхность,
упомянутые валки и оправка выполнены с возможностью вращения относительно своей оси,
упомянутая оправка в очаге деформации имеет форму тела качения с максимальным наружным диаметром меньше минимального внутреннего диаметра прокатываемой трубы после снятия деформирующего усилия на 0,5-3,5 мм, при этом диаметр оправки обеспечивает деформацию стенки трубы-заготовки при прокатке штанг на 0,4-1,0 мм.
В зависимости от реальной геометрии труб-заготовок, диаметр оправок может меняться в указанных пределах (наружным диаметром меньше минимального внутреннего диаметра прокатываемой трубы после снятия деформирующего усилия на 0,5-3,5 мм) для обеспечения требуемой точности прокатываемых штанг.
В одном из предпочтительных вариантов осуществления способа упомянутые валки и оправка могут иметь, по существу, цилиндрическую форму.
В альтернативном предпочтительном варианте осуществления способа упомянутые валки и оправка могут иметь, по существу, коническую форму.
В одном из наиболее предпочтительных вариантов осуществления способа, используют, по меньшей мере, три вышеупомянутых профилирующих валка, оси которых ориентированы по ребрам воображаемой правильной треугольной призмы.
В одном из частных вариантов осуществления способа вышеупомянутые штанги могут иметь круглую форму поперечного сечения.
В еще одном из частных вариантов осуществления способа внешний диаметр вышеупомянутых штанг может быть, по меньшей мере, в 10 раз больше шага винтовой линии.
В другом предпочтительном варианте осуществления способа, шаг винтового профиля составляет до 10 мм.
Особенно предпочтительно, когда упомянутые трубы имеют отношение наружного диаметра к толщине стенки в диапазоне от 3,17 до 27, предпочтительно от 3,17 до 9,50.
Упомянутые металлические трубы предпочтительно выполнены из стали.
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
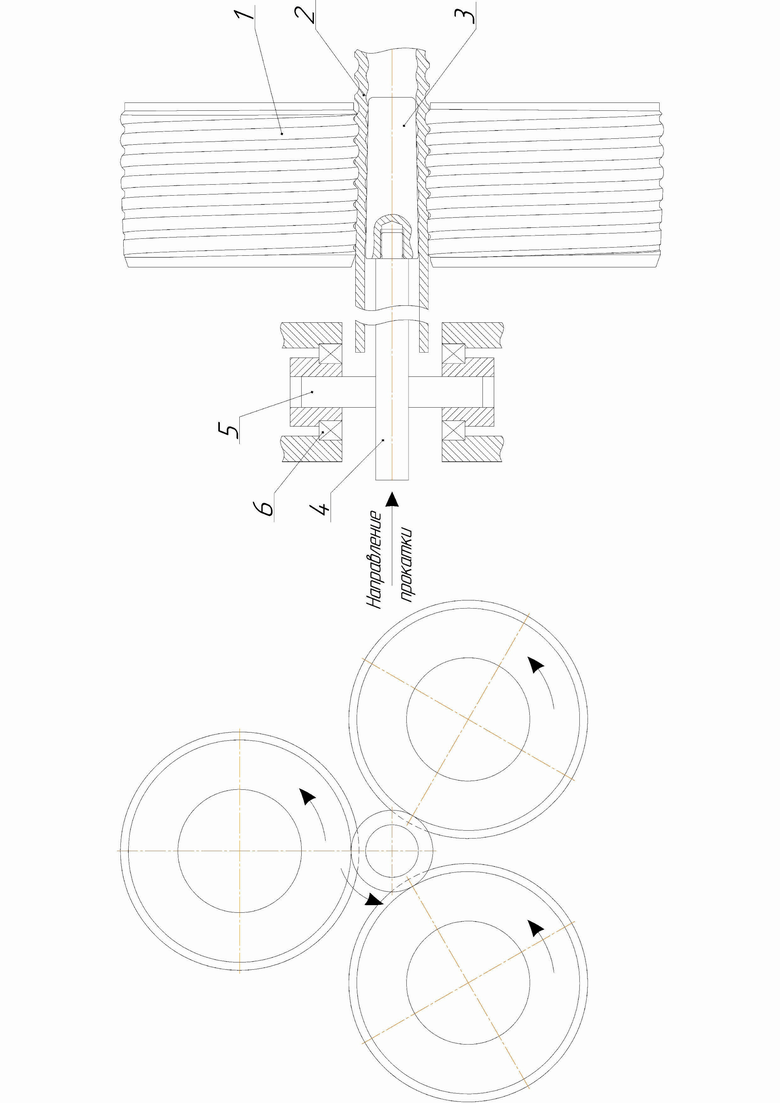
На фиг.1 схематически изображена прокатка тонкостенной штанги между валками.
Позициями 1-4 на фиг.1 обозначены следующие элементы:
1 - валок;
2 - штанга;
3 - цилиндрическая оправка;
4 - резьбовой хвостовик;
5 - патрон зажима справочного стержня;
6 - подшипник.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением трубчатые винтовые штанги изготавливают посредством холодной прокатки металлических труб на резьбонакатных станках или станах поперечно-винтовой прокатки;
накатку винтового профиля на внешней поверхности упомянутой металлической трубы осуществляют приводивши валками на оправке, при этом:
упомянутые валки представляют собой тела качения, имеющие формообразующую винтовую боковую поверхность,
упомянутые валки и оправка выполнены с возможностью вращения относительно своей оси,
упомянутая цилиндрическая оправка в очаге деформации имеет форму тела качения с максимальные наружным диаметром меньше минимального внутреннего диаметра прокатываемой трубы после снятия деформирующего усилия на 0,5-3,5 мм.
Как показано на фиг.1 цилиндрическая оправка (3) вворачивается в резьбовой хвостовик справочного стержня (4).
Загрузку труб-заготовок производят через оправочный стержень посредством роликовых блоков или пневматических цилиндров, либо ручным методом. Оправочный стержень (4) удерживается в очаге деформации от перемещений по оси прокатки с помощью кулачковых патронов зажима стержня (5). Кулачковые патроны зажима стержня (5) посредством вмонтированных упорных подшипников (6) позволяют стержню и оправке свободно вращаться в очаге деформации.
Сочетание деформации по наружной поверхности прокатными валками, а также стабилизация деформации по внутренней поверхности за счет применения цилиндрических оправок, значительно повышают точность изготовления трубчатых винтовых штанг до прецизионного уровня.
Предлагаемый способ позволяет расширить размерный ряд трубчатых винтовых штанг. Например, предлагаемым способом могут быть изготовлены штанги с наружным диаметром 73 мм с 4 до 14 значений.
В настоящее время производятся штанги диаметром 73 мм четырех типоразмеров: 73/56, 73/53, 73/45, 73/35 (см. таблицу 1), тогда как предлагаемая технология позволяет довести количество типоразмеров до 14 (см. таблицу 2). Соответственно, значительно уменьшается «шаг допускаемых нагрузок» между соседними значениями типоразмеров, что позволяет при проектировании выбирать наиболее оптимальные типоразмеры с необходимыми допускаемыми нагрузками. Одновременно у группы штанг диаметром 73 мм значительно расширяется площадь поперечного сечения у существующего диапазона с 1554 до 2918 мм2 до диапазона от 577 до 2991 мм2 (расширение диапазона по площади поперечного сечения обеспечивает пропорциональное расширение диапазона допустимых нагрузок на трубчатые винтовые штанги).

Расширение сортамента за счет производства тонкостенных штанг значительно повышает возможности их использования. Например, тонкостенные штанги 73/64 с площадью поперечного сечения 905 мм2 можно использовать вместо существующих штанг 40/16 с площадью поперечного сечения 900 мм2.
Таким образом при сравнимой площади поперечного сечения способ позволяет получить штанги большего диаметра, имеющие, в частности более высокое сопротивление на изгиб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| Способ производства труб | 1976 |
|
SU647024A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
Изобретение относится к способу производства тонкостенных трубчатых винтовых штанг, анкерных штанг, применяемых при буроинъекционном бурении. Способ производства трубчатых винтовых штанг посредством холодной прокатки металлических труб на резьбонакатных станках или станах поперечно-винтовой прокатки, в котором накатку винтового профиля на внешней поверхности упомянутой металлической трубы осуществляют приводными валками на оправке. При этом упомянутые валки представляют собой тела качения, имеющие формообразующую винтовую боковую поверхность, упомянутые валки и оправка выполнены с возможностью вращения относительно своей оси. Упомянутая оправка в очаге деформации имеет форму тела качения с максимальным наружным диаметром меньше минимального внутреннего диаметра прокатываемой трубы после снятия деформирующего усилия на 0,5-3,5 мм. Технический результат состоит в повышении точности изготовления трубчатых винтовых штанг до прецизионного уровня, предотвращения критического отклонения формы готовых изделий. 8 з.п. ф-лы, 2 табл., 1 ил.
1. Способ производства трубчатых винтовых штанг посредством холодной прокатки металлических труб на резьбонакатных станках или станах поперечно-винтовой прокатки, в котором
накатку винтового профиля на внешней поверхности упомянутой металлической трубы осуществляют приводными валками на оправке, при этом:
упомянутые валки представляют собой тела качения, имеющие формообразующую винтовую боковую поверхность,
упомянутые валки и оправка выполнены с возможностью вращения относительно своей оси,
упомянутая оправка в очаге деформации имеет форму тела качения с максимальным наружным диаметром меньше минимального внутреннего диаметра прокатываемой трубы после снятия деформирующего усилия на 0,5-3,5 мм.
2. Способ по п. 1, в котором упомянутые валки и оправка имеют, по существу, цилиндрическую форму.
3. Способ по п. 1, в котором упомянутые валки и оправка имеют, по существу, коническую форму.
4. Способ по п. 1, в котором используют, по меньшей мере, три вышеупомянутых профилирующих валка, оси которых ориентированы по ребрам воображаемой правильной треугольной призмы.
5. Способ по п. 1, в котором вышеупомянутые штанги имеют круглую форму поперечного сечения.
6. Способ по п. 1, в котором внешний диаметр вышеупомянутых штанг, по меньшей мере, в 10 раз больше шага винтового профиля.
7. Способ по п. 1, в котором шаг винтового профиля составляет до 10 мм.
8. Способ по п. 1, в котором упомянутые трубы имеют отношение наружного диаметра к толщине стенки от 3,17 до 27, предпочтительно от 3,17 до 9,50.
9. Способ по п. 1, в котором упомянутые металлические трубы выполнены из стали.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| ПУСТОТЕЛЫЙ АНКЕРНЫЙ БОЛТ, САМОЗАБУРИВАЮЩИЙСЯ АНКЕРНЫЙ БОЛТ И СПОСОБ ФОРМОВАНИЯ ПУСТОТЕЛОГО АНКЕРНОГО БОЛТА | 2008 |
|
RU2458226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| Устройство для холодильного накатывания спиральных канавок на трубе | 1976 |
|
SU654337A1 |
| Способ получения фруктовых, ягодных и цветочных эссенций | 1930 |
|
SU29817A1 |
| US 3503237 A1, 31.03.1970. | |||

