Изобретение относится к волс Чению, в частности к инструменту для ЕЮЛО- чения проволочек, прутков и труб.
Цель изобретения - увеличение степени деформации за проход за счет уменьшения усилий волочения.
На чертеже изображена волока, продольный разрез.
Волока содержит рабочий 1, калибрующий 2 и выходной 3 участки. Рабочий участок, составленный из входного и обжимного участков, образован параболой, определяемой уравнением
г CVR - (Vi - VR )X/I
Н, 1 -
X где г - определяемый радиус волочильного канала в поперечном сечении;
R максимальный радиус входного участка, мм;
радиус калибрующего участка, мм;
суммарная протяженность входного и обжимного участков,
MMJ
расстояние определяемого сечения от начала входного участка, мм.
Волока устанавливается в матрице- держателе на маршруте волочения. Проволочная заготовка всходит во входную зону, при этом из геометрических условий между проволочной цилиндрической заготовкой и стенкой волоки образуется криволинейная полость, в которую протягиваемой заготовкой наг нетается смазка. Геометрия полости такова, что позволяет создать гидродинамический режим трения при деформации проволочной заготовки в рабочем участ ке 1. Из рабочего заготовка подается в калибрующий участок 2, в котором происходит калибровка протянутой проволоки, откуда она поступает в выходной участок 3.,
В ла бораторных условиях проводят пробное волочение медной и никелевой отожженных проволок через известную и предлагаемую волоки. Известная волока имеет радиусы закругления, равные 3 и 5 радиусам готовой проволоки. Для вытяжки 1,1 входные углы волоки равны соответственно 14,5 и 11,4. Предлагаемый инструмент для волочения готовят для протягивания проволоки с той же вытяжкой. Геометрию рабочего участка
0
5
0
5
0
5
0
5
0
5
определяют предложенным уравнением. При этом входные углы равны соот- ветствунлцим углам известной волоки. Испытывают образцы медной и никелевой отожженных проволок, имеющие соединяющие первоначальные размеры 0,275, 1,375 и 2,750 мм. Радиусы готовых изделий соответственно равны 0,250, 1,250 и 2,500 мм.
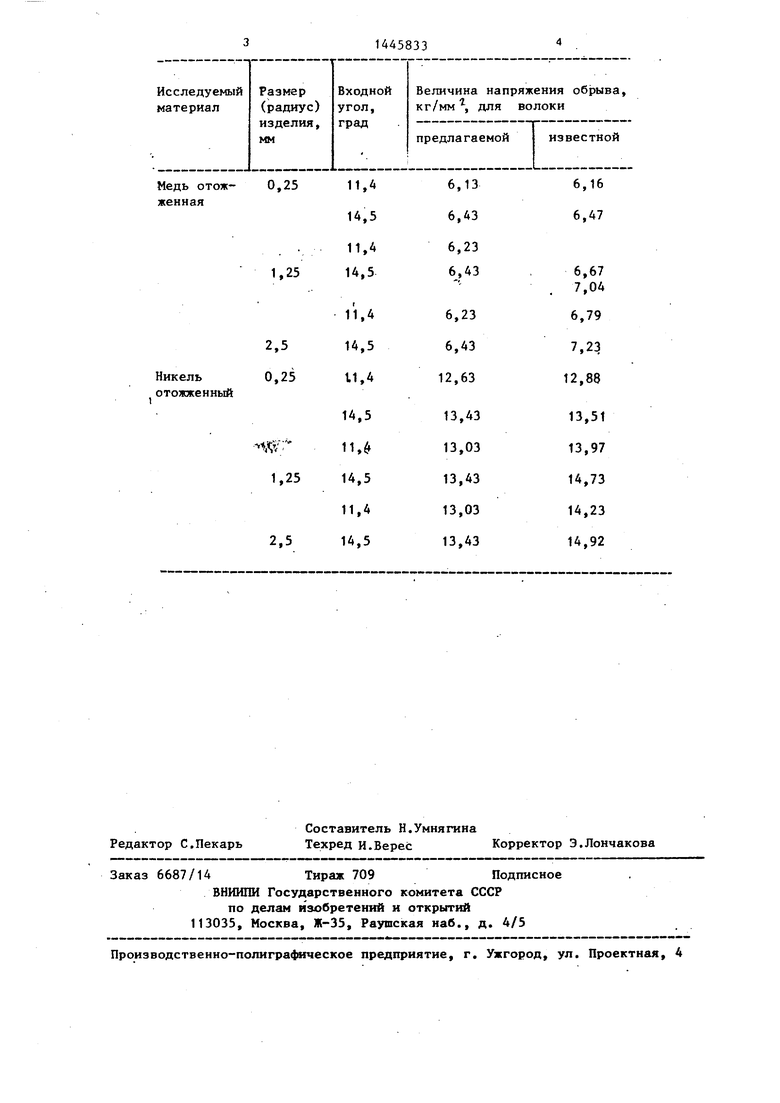
В результате экспериментов замеряют напряжение обрыва проволоки. Пос- кольку произведение данной величины на площадь сечения изделия определяет предельное усилие волочения, то данная величина позволяет судить об энергозатратах процесса и о предельно допустимом обжатии за проход. Результаты экспериментов приведены в таблице.
Таким образом, применение предлагаемого инструмента позволяет снизить энергозатраты при волочении на 5-10% повысить степень деформации за проход на 5-10%, уменьшить количество переходов при многопереходном волочении, а также повысить качество протягиваемых изделий.
Формула изобретения
Волока, содержащая входной и обжимной .участки, образованные единой кривой, калибрующий и выходной участки, отличающаяся тем, что, с целью увеличения степени деформации за проход за счет уменьще- ния усилия волочения, образующая входной и обжимной участки кривая выполнена в виде параболы, определяемой уравнением
г tVR - (Ук - YR,)X/I
где г - определенный радиус волочильного канала в поперечном сечении, мм;
R - максимальный радиус входного
участка, мм;
RI радиус калибрующего участка, мм;
1 - суммарная протяженность входного и обжимного участков, мм;
X - расстояние определяемого сечения от начала входного участка, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКА | 1991 |
|
RU2033874C1 |
| Волока | 1987 |
|
SU1454533A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| Волока | 1989 |
|
SU1650306A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2017 |
|
RU2675710C1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2753395C1 |
Изобретение относится к волочению, в частности к инструменту для волочения проволоки, прутков и труб. Цель изобретения - увеличение степени деформации за проход за счет уменьшения усилий волочения. Волока содержит рабочий 1, калибрующий 2 и выходной 3 участки. Рабочий участок, составленный из входного и обжимного участков образован параболой определяемой уравнением г С - - (VR - -/F)x/l, где г - определяемый радиус волочильного канала в поперечном сечении, мм; R - максимальный радиус входног о участка, мм RI - радиус калибрующег о участка, мм 1 - суммарная протяженность входного и обжимного участков, мм; х - рассто яние определяемого сечения от начала входного участка, мм. 1 ил,, 1 табл. с & (Л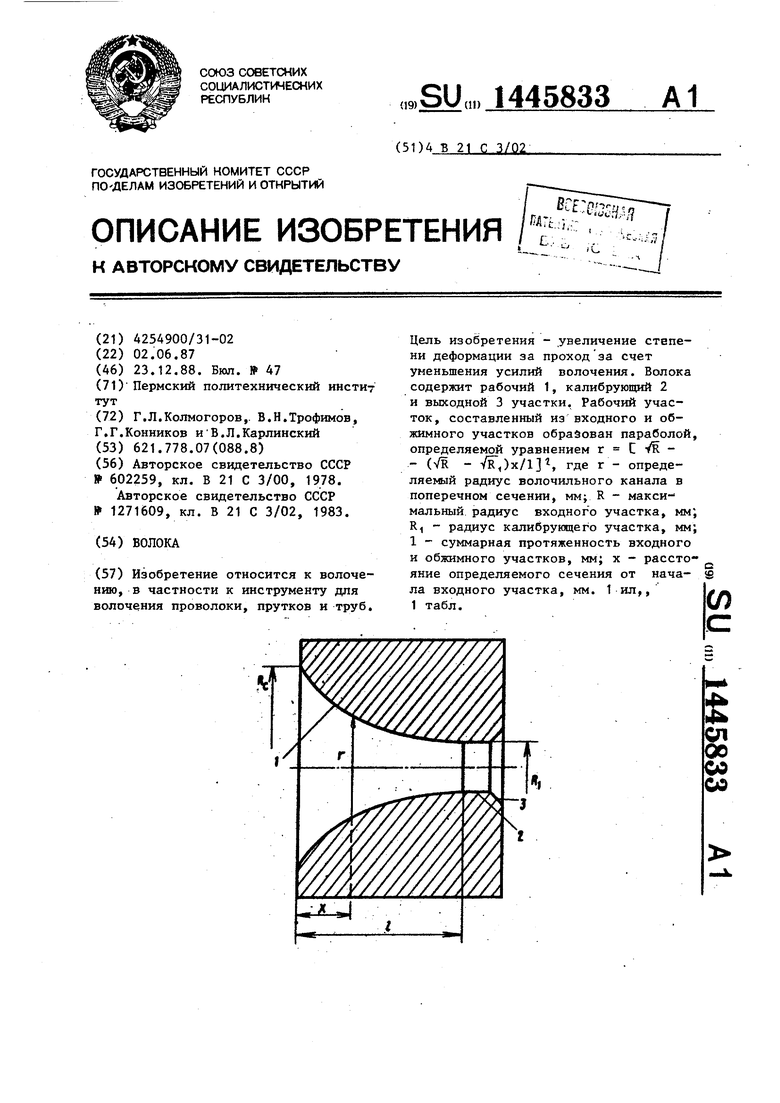
| Волока | 1976 |
|
SU602259A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Волока | 1983 |
|
SU1271609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
