Существуют способы управления копировальными станками для обработки замкнутых контуров с использованием сигнала, возникающего в результате контакта щупа-инструмента с копиромОднако известные способы управления допускают сравнительно большие погрешности копирования и, кроме того, требуют применения копировальной головки с разбивкой на квадранты.
Предлагаемый способ также относится к способам управления копировальными станками для обработки замкнутых контуров с использованием сигнала, возникающего при контакте щyиa-инcтpy eнтa с копиром, и имеет цель повысить точность копирования и упростить систему управления. Согласно изобретению, это достигается тем, что щупу сообщают движение, имеющее характер шагового поиска в двух взаимно-перпендикулярных наиравлениях, величина и характер перемещения по которым определяется логической схемой по наступлению или отсутствию контакта щупа с копиром за период поиска.
На фиг. 1 изображены схемы перемещений щупа-инструмента (а. б, в и блок-схема устройства в соответствии с предлагаемым способом; на фиг. 2 - электрическая схема управления копировальным станком типа фрезерного по предлагаемому способу.
При контакте щупа-инструмента А с копиром О возникает сигнал.
Движение щупа-инструмента представляет ряд непрерывных дискретных испытаний Я, каждое из которых п редусматривает перемещение щупа А в двух взаимно-перпендикулярных направлениях А и У. В период проведения каждого отдельного испытания Я о текущем изменении профиля копира судят по наличию или отсутствию контакта щупа с копиром в каждый момент времени. Таким образом, каждое испытание Я состоит из элементов, во время выполнения которых щуп А получает движение, имеющее характер шагового поиска в следующем порядке: шаг назад по ранее пройденному пути а°, в направлении X,
№ 144697-2шаг b° в направлении У (вправо или влево); затем шаг вперед.С° вновь в направлении А и т. д. (фиг. 1 а).
Наступление контакта К прерывает любой из указанных шагов, при этом должно быть предусмотрено ограничение максимальных величин шагов а°, Ь°, с°.
Наступление контакта К после шага с°, означает логическое разрешение продолжения испытания в данном направлении. При контакте, Бозникаюш,ем в результате шага Ь° (фиг- 1 б), необходимо изменение направления шага на 90°.
В том случае, если в результате шага с° (фиг. 1 в) контакт не наступает, то это означает обход внешней кривизны, т. е. необходимость проведения последуюш,их испытаний в направлении, перпендикулярном лредыдушему.
Логическая система, построенная в соответствии с предлагаемым . способом позволяет, используя наличие контакта К. или его отсутствие, исследовать контур копира шупом-инструментом. Точность копирования будет тем выше, чем меньше шаги Ь или чем большее количество отдельных испытаний нроводится в единицу времени при одном и том же периметре контура.
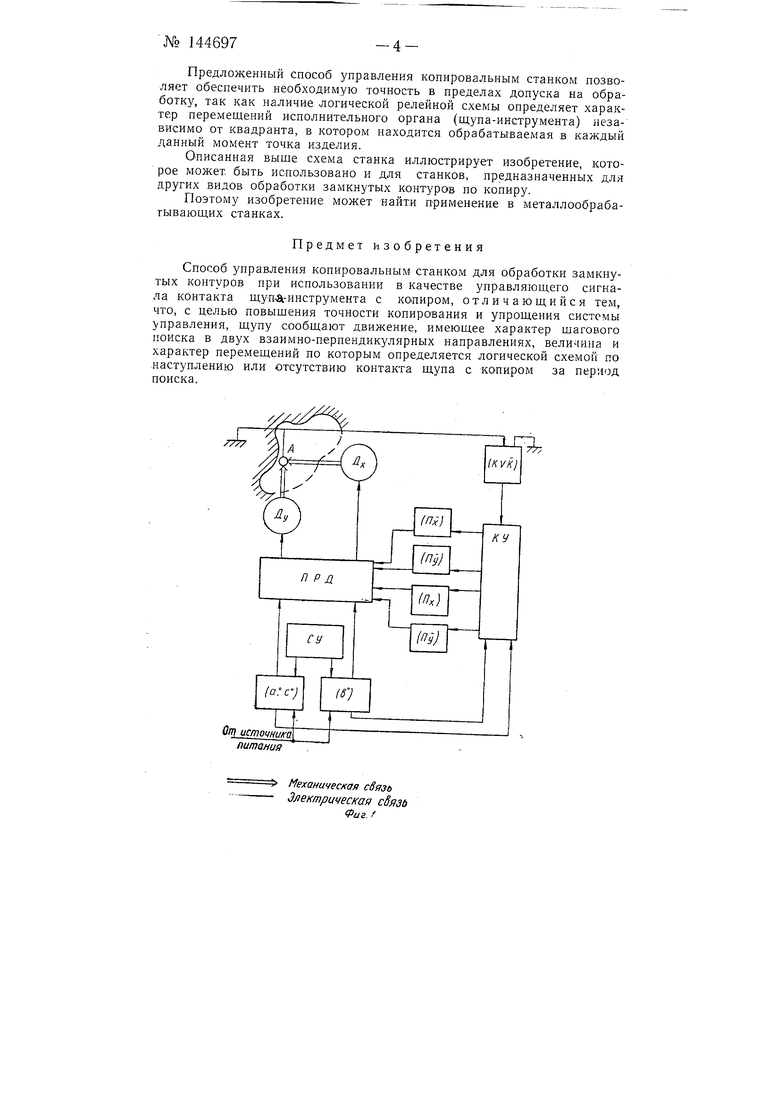
В соответствии с блок-схемой (фиг. 1 ) работа осушествляется следуюшим образом.
Перемещение шупа-инструмента А в двух взаимно-перпендикулярных направлениях X и У осуш,ествляется при помош,и электродвигателей поперечной и продоль}10Й подачи (Дх и Ду), переключения и реверсирование которых обеспечивается соответствуюшим устройством ПРД. Шаговый поиск щупа обеспечивается узлами (а°, с°) и (Ь°), которые управляются устройством синхронизации СУ.
При наличии или .отсутствии контакта между копиром О и щупом А в узле KVK возникает соответствующий сигнал, который поступает в командное устройство КУ. В это же устройство поступают из узлов () и (6°) сведения о текущем исполнении элемента испытаний /7 а°, Ь°, с.
Командное устройство из четырех возможных взаимно-перпендикулярных направлений поиска щупа выбирает одно необходимое направление.
Выбранное направление обеспечивается воздействием соответствующего узла Пх, Пх Пу, Пу на устройство переключения и реверсирования электродвигателей Дх и Ду, которые подключаются к узлам (а°, с° и (6) в одной из двух комбинаций с необходимой полярностьюПри наличии текущего изменения профиля контура О происходит переизбрание узла П, что приводит к выключению одного двигателя и включению другого, после чего процесс копирования продолжается.
Применительно к фрезерному станку с инструментом в виде концевой фрезы описываемый способ осуществляется посредством схемы (фиг. 2), работающей следующим образом.
Пакет, состоящий из. изделия 7 и копира 2, разделенных изолирующей прокладкой 3, закреплен на столе 4 станка.
Щуп-инструмент Л (концевая фреза)укреплен на суппорте 5, перемещение которого в двух взаимно-перпендикулярных направлениях X и У осуществляется от электродвигателей Дх и Ду, обмотки возбужде-. ВИЯ которых ОВДх и ОВДу включены в цепь переключений и реверсирования (ЯРД).
Нажатием одной из кнопок KHi, KHz, КНу, КН оператор задает одно из направлений подвода инструмента А к. изделию /
Бели, например, выбрано направление Пх, то нажатием кнопки KHi включают соответствующее направляющее реле Рь блок-контакты которого обеспечивают питание катущки и после выключения кнопки /(Як При этом двигатель Дх подготовлен к перемещению суппорта 5 станка для осуществления щагов а° и с° в направлении + X. Двигатель Дх также подготовлен в щагу Ь° в направлении + УВключение реле Pi, кроме того, подготавливает к работе реле Ро и Р4 в случае необходимости изменения направления движения инструмента на +90°, а также блокирует реле РЗ. Последнее необходимо потому, что изменение направления движения инструмента на 180 не имеет смысла.
Далее нажимают кнопку КН (подвод инструмента)- Вследствие этого двигатель Дх подает инструмент А до замыкания его с изделием 1. При появлении контакта между изделием и инструментом включается реле Рб и двигатель Дх отключается. Врезанир рабочей части инструмента А (фрезы) происходит за счет энергии, накопленной в упругом элементе Ух, при выбеге двигателя Дх. В качестве упругого элемента может быть применена, например, пружина или гидравлический цилиндр.
После выработки изделия до нарущения контакта между инструментом и изделием отключается реле Ре- При этом зарядка конденсатора СБ обеспечивает кратковременное включение реле PS, и двигатель Дх получает импульс для сообщения инструменту небольщого дальнейщего перемещения. Такой процесс осуществляется до тех пор, пока инструмент А не коснется копира 2. В этом случае реле Pg включает реле Р, при этом последнее обеспечит получение щага а инструмента. Питание катущки реле РТ после отключения реле PS осуществляется от конденсатора Ci. В Период щага а° заряжается конденсатор Са, разряд которого после прекращения щага а° поддерживается некоторое время включенным реле Рд. Вследствие этого включается двигатель Ду, который обеспечивает следующий щаг Ь°. По окончании щага Ь°, аналогично процессу при окончании щага а°, (прекращение касания инструмента с изделием) следует короткий импульс подачи от реле РЗ и т. д. до появления контакта инструмента с щаблоном.
Дальнейщая работа осуществляется аналогично в соответствии с профилем щаблона.
В схеме предусмотрены два сигнальных реле Рю н Ри, из которых реле Рю дает кратковременный сигнал по окончании щага 6°, а Рп - по окончании щага с°.
Формирование сигнала очередного направления перемещения инструмента осуществляется в цепях реле Pi2 и PIS при поступлении одного из следующих сигналов: окончание щага с° - от реле Ри, окончание щага Ь° - от реле Рю, отсутствие или наличие контакта инструмента с изделием - от реле Ре, отсутствие или наличие контакта инструмента с щаблоном - от реле РЗ.
Сигналы от реле Pi2 и Pis поступают в цепи реле Р и Р, так как реле РЗ блокировано. По цепи реле PZ и Р уже подготовлены к работе нажатием кнопки К.Н. Поэтому реле PZ включаются при наличии сигнала от Pi2, а реле Р - сигнала от Pis. Это приводит к соответствующему изменению направления движения щупа-инструмента.
Папример, при включении реле Р2 реле Pi отключается и блокируется реле Р, а реле РЗ подготавливается к работе. Эти переключения приводят к тому, что двигатель Ду включается в цепь (а°, с°), а двигатель Дх - в Цепь (е°), тем самым изменяется полярность двигателя Дх, а следовательно, и направление перемещения инструмента.
- 3-№ 144697
Предложенный способ управления копировальным станком позволяет обеспечить необходимую точность в пределах допуска на обработку, так как наличие .логической релейной схемы определяет характер перемещений исполнительного органа (щупа-инструмента) iiesaj висимо от квадранта, в котором находится обрабатываемая в каждый Г1анный момент точка изделия.
Описанная выще схема станка иллюстрирует изобретение, которое может быть использовано и для станков, предназначенных для других видов обработки замкнутых контуров по копиру.
Поэтому изобретение может найти применение в металлообрабатывающих станках.
Предмет изобретения
Способ управления копировальным станком для обработки замкнутых контуров при использовании в качестве управляющего сигнача контакта щуп -инструмента с копиром, отличающийся тем, что с целью повыщения точности копирования и упрощения системы управ пения щупу сообщают движение, имеющее характер щагового поиска в двух взаимно-перпендикулярных направлениях, величи 1 а и характер перемещений по которым определяется логической схемой по .наступлению или отсутствию контакта щупа с копиром за период поиска.
питания
Механическая связь Электрическая сбязь
Фиг.
Y- |iI
ILI
ao

| название | год | авторы | номер документа |
|---|---|---|---|
| Электроимпульсный копировальный станок | 1960 |
|
SU139185A1 |
| Копировальное устройство | 1974 |
|
SU572367A1 |
| Станок для копировальной обработки | 1981 |
|
SU998095A1 |
| Копировальный станок | 1981 |
|
SU997999A1 |
| Устройство для программного управления станком | 1972 |
|
SU571794A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1967 |
|
SU222848A1 |
| Устройство для регулирования скорости подачи инструмента в копировальных станках | 1941 |
|
SU64498A1 |
| Копировальное устройство для металлорежущихСТАНКОВ | 1979 |
|
SU837767A1 |
| Станок для нанесения токопроводящей пасты на дно канавки керамического сердечника катушки | 1953 |
|
SU101016A1 |


Д6
Риг. la
Дб
Фиг.15
7////
Яб
№;
№; -VW
А-;
/еьг/,
f
(/7«; -АЛЛ,
лд/
о7|-АЛЛ.
fs S) A/vр
fbvvV
- f-UCK
i г
- ЛЛЛ1
L-AA/v.А I,
