(54) ЮПИРОВАЛЬНОЕ УСТРОЙСТЮ ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ 

| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическое устройство для копировальных станков | 1936 |
|
SU51822A1 |
| Способ управления копировальным станком для обработки замкнутых контуров | 1960 |
|
SU144697A1 |
| Система управления копированием | 1980 |
|
SU965726A1 |
| Копировальное устройство | 1979 |
|
SU776870A1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU404206A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Способ автоматического управления копировальным токарным станком с автоматической коробкой скоростей подач | 2017 |
|
RU2649353C1 |
| Копирное устройство к давильномуСТАНКу | 1976 |
|
SU816620A1 |
| Копировальное, гидроследящее устройство к токарным и т.п. металлорежущим станкам | 1958 |
|
SU118677A1 |
1
Изобретение относится к системам управления или устройствам для обработки по копирам с помощью щупа.
Известны копировальные устройства для металлорежущих станков, содержащие копир, щуп в виде качакяцегося рычага с плоским шарниром, находящийся в контакте с копиром, и гидрокопировальную следящую систему til
. Недостатком данных устройств является то, что щуп, выполненный в виде качагацегося рычага, позволяет . ощупывать ощупывающим наконечником профиль копира с отклонениями угла наклона касательной к оси обрабатываемой детали в пределах . +30 .Этот недостаток частично устранен в конструкциях копировальных устройстй электромеханических следящих копировальных систем.
Известно также копировальное устройство для металлорежущих станков, содержащее копир, щуп, включающий ощупывающий наконечник, находящийся в контакте с копиром, и датчик-преобразователь перемещений щупа в сигналы, управляющие работой станка ,
Недостатком этого копировального устройства является искажение профит 51Я изделий после механической обработки из-за невозможности ощупыва ния наконечником щупа всех точек профиля копира с отклонениями угла наклона касания к оси обрабатываемого изделия в пределах ±90.
Цель изобретения - повыиение точности обработки профиля изделия путем ощупывания наконечником щупа всех точек профиля копира.
0
Поставленная цель достигается тем, что наконечник щупа выполнен в виде V-образного поворотного сектора, ось вращения которого совпадает с вершиной сектора, контактирующей с
5 поверхностью копира.
На фиг. 1 схематически изображено копировальное устройство для металлорежущих станков; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - вид
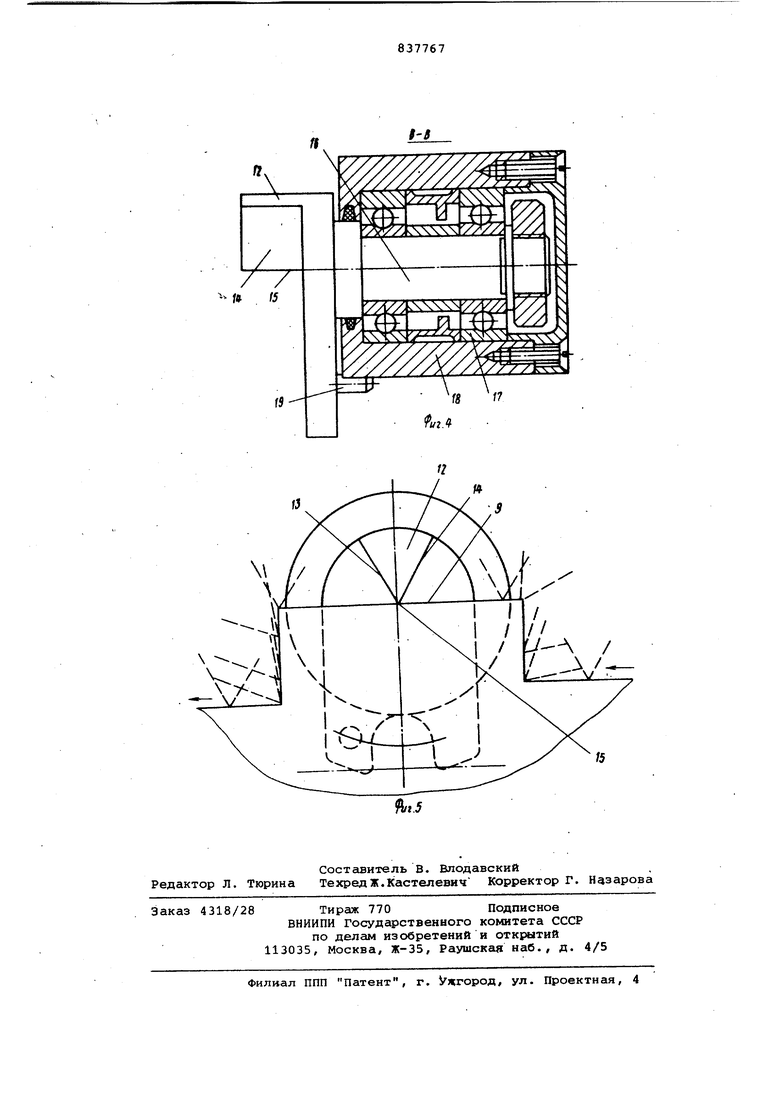
0 Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3f на фиг. 5 - схема обхода контура копира накойечником щупа. .
Копировальное устройство для металлорежущих станков содержит плиту
5 1, смонтированную на суппорте станка 2 . На плите 1 установлена рычажная система 3, на рычаге 4 которой в верхней части находится щуп 5. В нижней своей части рычаг 4 находится во взаимодействии с датчиками-преобразователями 6 перемещений щупа 5 в сигналы, управлянвдие работой станка. Рычаг 4 постоянно находится под воздей ствием пружины 7. Устройство 8 предо раняет систему датчиков-преобразователей 6 от поломки при случайных больших усилиях на рычаг 4. Щуп 5 наход;1тся в контакте с копиром 9, ус тановленным на станке. Рычаг 4 жестк насажен на ось 10 (фи-г. 2) с возможностью ее поворота в опоре 11 плиты 1, с другой стороны на ось 10 жестко насажен щуп 5 (фиг. 3), имеющий наконечник 12, выполненный V-обра-зной формы, в виде сектора с гранями 13 и 14, образующих острую кромку 15 (элемент контакта). Острая кромка 15 наконечника 12 щупа 5 (фиг. 4) со осна с осью цапфы 16 (фиг. 4), установленной с возможностью повЪрота в подшипниках 17, установленных в корпусе 18 щупа 5. Наконечник 12 щупа 5 отбалансирован, а его острая кромка под действием пружины 7 (фиг. 1) прижата к плоскости копира 9. Штифт 19 (фиг. 3) предохраняет случайный проворот наконечника 12 щу . па 5 на 360. Процесс копирования на станке про исходит по широко известной системе включено - выключено, заключающейся в том, что формообразование осу,ществляется путем обхода копира при включении и выключении подач на короткие промежутки времени с помощью электромагнитных муфт, получающих управляющий положительный или отрицательный импульс (информацию) от контактов при соприкосновении или от рыве наконечника щупа от копира. В процессе обработки изделия наконечни 12 щупа 5 скользит по копиру 9 (фиг, 5) в -направлении, показанном стрелкой. Рычаг 4 со щупом 5 (фиг. 1 находится,под воздействием пружины 7, острая кромка 15 наконечника 12 щупа 5 (фиг. 5) прижата к плоскости копира 9. При этом рычаг 4 замыкает один из контактов датчиков 6, управляющих через соответствующие реле включением электромагнитной муфты, вращение которой сообщается от элект родвигателя, питающего цепь продольной подачи суппорта (например токарного станка). При этом резец обрабатывает цилиндрическую поверхность де тали Если наконечник 12 щупа 5 своей острой кромкой 15 упирается в выeMKi копира 9 (его торец справа на фиг. 5), то один из контактов-датчиков 6 продольной подачи разъединяется и прерывает ток, а замыкается цепь тока от соответствующих реле другой электромагнитной муфты, вращение которой сообщается от электро двигателя, питагацего цепь поперечной, подачи суппорта. Вращение сообрается винту, например назад,и резец отходит от детали, увеличивая диаметр обрабатываемой ступени или подрезая торец. Наконечник 12 щупа, имея возможность проворота вокруг острой кромки 15, ощупывает все точки контура копира 9. Если даже одна из граней 13 скользит по вертикальному контуру копира, цепь поперечной подачи суппора не прерывается, так как в этом случае грань 13 вместе с острой кромкой 15 не отрывается от контура копира 9. Пройдя верти- . кальный участок копира 9, наконечник 12 щупа отрывается от него и кон такты датчиков 6 прерывают цепь тока электромагнитной муфты вращения винта поперечной подачи суппорта. Под воздействием пружины 7 на рычаг 4 наконечник 12 щупа скользит по прямолинейному участку копира 9. 3ai iкается один из контактов датчиков 6, управляющий через соответствующее реле включением электромагнитной муфты, вращение которой сообщается от электродвигателя, питакщего цепь продольной подачи суппорта. Дойдя до конца продольного участка копира 9, наконечник щупа 12 отрывается от копира и контакты датчиков 6 прерывают цепь тока электромагнитной муфты вращения винта продольной подачи суппо)та. Острая кромка 15 наконечника 12 щупа или грань 14 скользит по вертикальному контуру копира, рычаг 4 3aivttJKaeT один из контактов датчиков 6, управляющий через соответствующее реле включением электромагнитной муфты, вращение которой сообщается от электродвигателя, питающего цепь поперечной подачи суппорта. Вращение сообщается винту, например вперед, и резец входит в деталь, уменьшая диаметр об- рабатываемой ступени. При этом наконечник 12 щупа прижат рычагом 4 под воздействием пружины 7 к контуру копира или своей острой кромкой 15, или гранью 14 (фиг. 5). Когда наконечник щупа 15 упирается в выемку копира 9, один из контактов датчиков поперечной подачи разъединяется и прерывает ток, а замыкается цепь тока от соответствующих реле другой электромагнитной муфты, вращение которой сообщается от электродвигателя, питающего цепь продольной подачи суппорта, и вновь начинается обработка цилинд- , рического участка поверхности детали. Преимуществом предлагаемого копировального устройства для металлорежущих станков является повышение точности обработки профиля изделия путем одупывания наконечником щупа всех точек профиля копира. Формула изобретения Копировальное устройство для металлорежущих станков, содержащее ко
