Известны вертикальные многошпиндельные автоматические станки непрерывного действия с вращающейся колонной, на которой устанавливаются обрабатываемые детали и инструмент. Однако такие станки занимают.больщую площадь.
В описываемом станке для уменьшения занимаемой площади колонна станка выполнена многоярусной с гравитационными транспортерами, соединяющими ярусы и обеспечивающими подачу деталей после окончания их обработки с верхнего яруса на лижний.
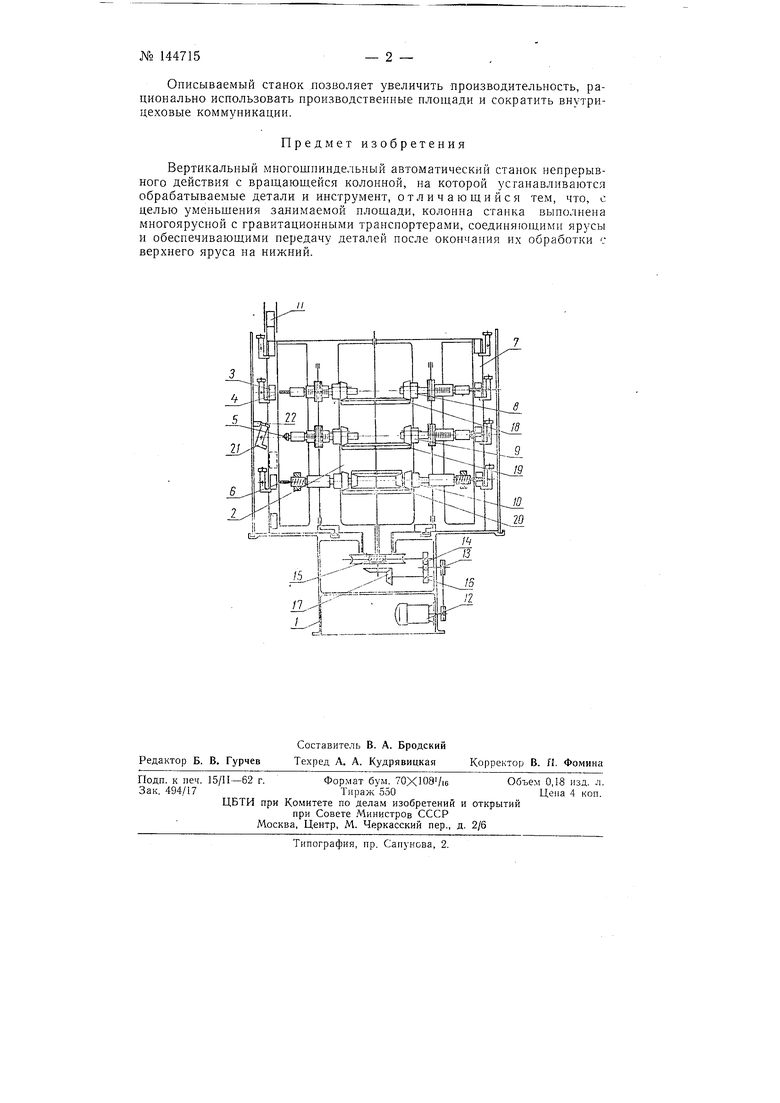
На чертеже изображена схема станка.
Вертикальный многошпиндельный автоматический станок непрерывirpro действия состоит из станины /, вращающейся колонны 2, на которой устанавливаются обрабатываемые детали 3 и инструменты 4, 5 и б, гравитационных транспортеров 7, соединяющих ярусы 8, 9 и 10 колонны, бункера 1 и электродвигателя 12. Привод вращения колонны осуществляется от электродвигателя через клинноремениую передачу 13, зубчатую передачу 14 и червячную передачу 15. От зубчатой иередачн 16 через коническую зубчатую передачу 17 и конические зубчатые передачи J8, 19 и 20 вращение передается соответственно инструментам 4, 5 и 6. находящимся на ярусах 8, 9 и 10.
Деталь 5, подлежащая обработке, поступает из бункера 11 по гравитационному транспортеру 7 на верхний ярус 8 колонны. Во время одного оборота колонны деталь, удерживаемая поворотным захватом 21, подвергается обработке, например в ней сверлятся отверстия. Затем деталь по транспортеру 7 передается на средний ярус 9, где просверленные отверстия зенкуются, после чего деталь 3 поступает на нижний ярус 10 для нарезания отверстий. Готовая деталь с помощью того же гравитационного транспортера 7 выдается со станка. Поворот захватов 21, в результате которого происходит освобождение детали, совершается под воздействием копиров 22.
Описываемый станок позволяет увеличить производительность, рационально использовать производственные площади и сократить внутрицеховые коммуникации.
Предмет изобретения
Вертикальный многошпиндельный автоматический станок непрерывного действия с вращающейся колонной, на которой устанавливаются обрабатываемые детали и инструмент, отличающийся тем, что, с целью уменьщения занимаемой площади, колонна станка выполнена многоярусной с гравитационными транспортерами, соединяющими ярусы и обеспечивающими передачу деталей после окончания их обработки с верхнего яруса на нижний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный многопозиционный полуавтоматический сверлильный станок карусельного типа | 1959 |
|
SU133316A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| СПОСОБ МНОГОЯРУСНОГО КОМПОНОВАНИЯ И ПЕРЕКОМПОНОВАНИЯ РАБОЧЕЙ ПОЗИЦИИ АВТОМАТИЧЕСКОЙ ЛИНИИ И ПЕРЕКОМПОНУЕМАЯ РАБОЧАЯ ПОЗИЦИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2011 |
|
RU2487004C2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
