Известны вертикально-шлифовальные станки, имеющие иоворотную головку с несколькими шпинделями, расположенными по окружности, и лолый шпиндель изделия с установкой и креплением изделия на планшайбе.
Цель изобретения - повышение точности установки обрабатываемого изделия.
Предложенный станок отличается от известных тем, что планшайба, расположенная на торце шпинделя, имеет центрируюш,ий поясок, представляюш,ий собой кольцо с лепестками, а механизм Крепления детали расположен внутри полого шпинделя и снабжен возвратно-поступательно перемещаемой тягой с закрепленным на ее конце стаканом, имеющим прорези, в которых размещены шарнирно установленные захваты, взаимодействующие с копиром, расположенным на внутренней поверхности полого шпинделя. Кроме того, для .выставления оси щпинделя в любой плоскости параллельно направляющим и смещения ее при шлифовке -конических отверстий, щпиндель установлен в гильзе, имеющей сферическую поверхность.
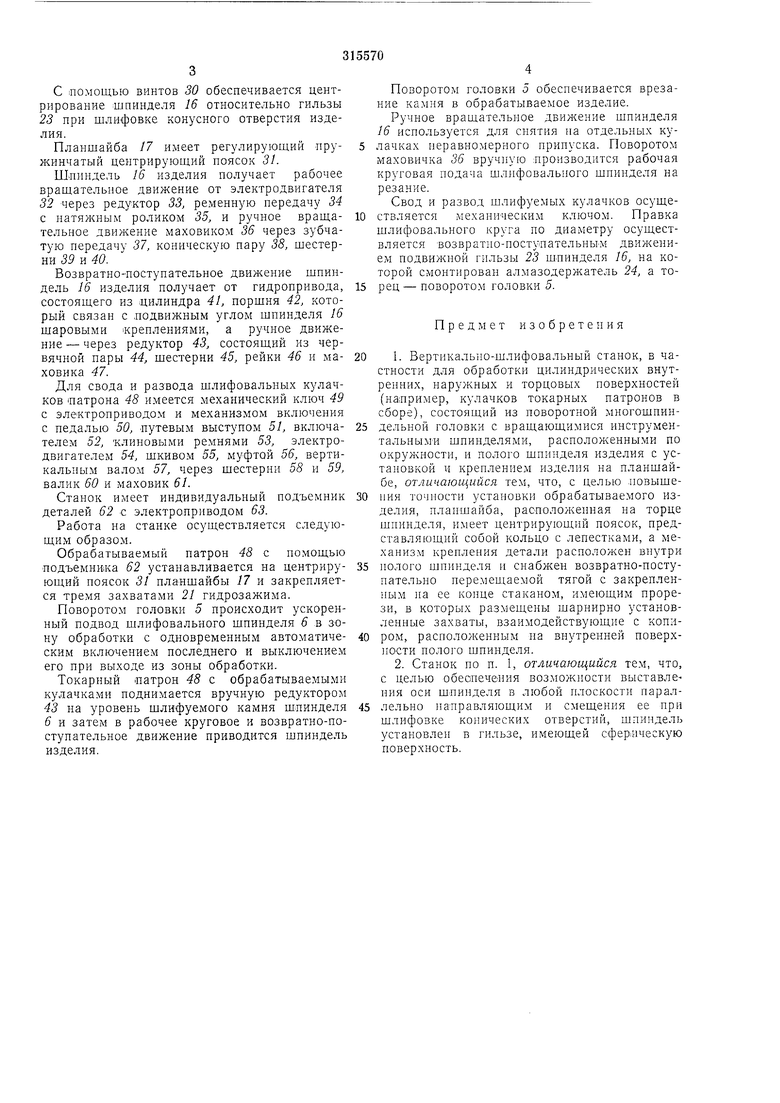
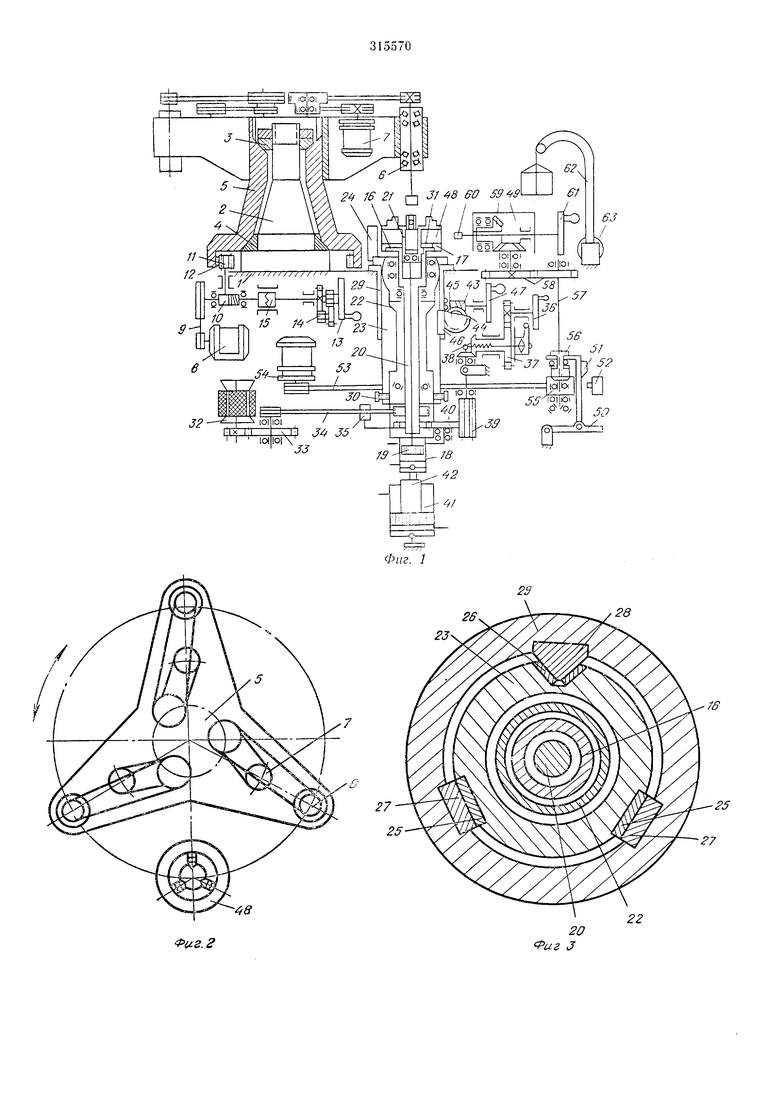
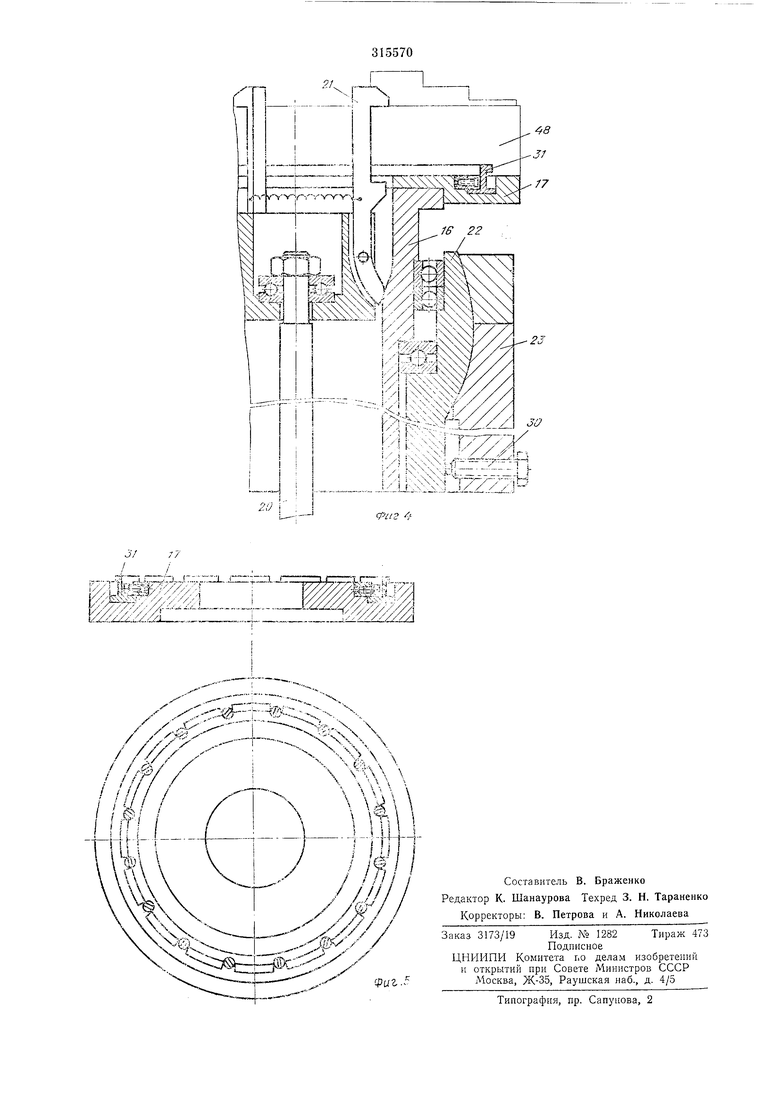
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - схема расположения щлифовальных шпинделей и ш-пинделя изделия; на фиг. 3-шлиндель изделия, вид сверху; иа фиг. 4 - шпиндель изделия в разрезе;
иа фиг. 5-лланшайба шлинделя изделия с центрирующим пояском.
Станок имеет станину 1 с установленной на
ней стойкой 2, на которой в упорных кольцах
3 и 4 установлена поворотная головка 5 со
шпинделями 6, имеющими индивидуальные
двигатели 7.
Поворотная головка 5 лолучает ускоренное
установочное движение от электродвигателя
S через ременную передачу 9, редуктор 10,
шестерню 11, зубчатое колесо 12 внутреннего
зацепления.
Рабочую подачу на врезание головка 5 получает от ручного привода посредством маховика 13, двухступенчатого редуктора 14 и муфты 15.
Шпиндель 16 изделия с лланшайбой 77, гидрозажимом, состоящим из цилиндра 18,
поршня 19 со штоком 20 и трех захватов 21, установлен в гильзе 22, которая своей сферической частью опирается на гильзу 23, имеюшую кронштейн 24 с алмазодержателем. Гильза имеет три направляющих плоскости
.(две плоские 25, а третья призматическая 26), которые центрируют при возвратио-поступательном движении шпиндель 16 с помошью двух направляющих планок 27 и клина 28, смонтированных в неподвижной гильС помощью винтов 30 обеспечивается центрирование шпинделя 16 относительно гильзы 23 при шлифовке конусного отверстия изделия.
Планшайба 17 имеет регулируюший пружинчатый центрируюший поясок 31.
Шпиндель 16 изделия получает рабочее врашательпое движение от электродвигателя 32 через редуктор 33, ремеппую передачу 34 с натяжным роликом 35, и ручное враш,ательное движение маховиком 36 через зубчатую передачу 37, коническую пару 38, шестерни 39 и 40.
Возвратно-поступательное движение шпиндель 16 изделия получает от гидропривода, состоящего из цилиндра 41, поршня 42, который связан с -ПОДВИЖНЫМ углом шпинделя 16 шаровыми креплениями, а ручное движение - через редуктор 43, состоящий из червячной пары 44, шестерни 45, рейки 46 и маховика 47.
Для свода и развода шлифовальных кулачков патрона 48 имеется механический ключ 49 с электроприводом и механизмом включения с педалью 50, -путевым выступом 51, включателем 52, клиновыми ремнями 53, электродвигателем 54, шкивом 55, муфтой 56, вертикальным валом 57, через шестерни 58 и 59, валик 60 и маховик 61.
Станок имеет индивидуальный подъемник деталей 62 с электроприводом 63.
Работа на станке осуществляется следующим образом.
Обрабатываемый патрон 48 с помощью подъемника 62 устанавливается на центрирующий поясок 31 планшайбы 17 и закрепляется тремя захватами 21 гидрозажима.
Поворотом головки 5 происходит ускоренный подвод шлифовального шпинделя 6 в зону обработки с одновременным автоматическим включением последнего и выключением его при выходе из зоны обработки.
Токарный патрон 48 с обрабатываемыми кулачками поднимается вручную редуктором 43 на уровень шлифуемого камня шпинделя 6 и затем в рабочее круговое и возвратно-ноступательное движение приводится шпиндель изделия.
Поворотом головки 5 обеспечивается врезание камня в обрабатываемое изделие.
Ручное вращательное движ:ение щпинделя 16 используется для снятия на отдельных кулачках неравномерного припуска. Поворотом маховичка 36 вручную производится рабочая круговая подача шлпфовальиого шпинделя на резание.
Свод и развод шлифуемых кулачков осуществляется 1механическнм ключом. Правка шлифовального круга по диаметру осуществляется возвратно-поступательным движением подвижной гильзы 23 шпинделя 16, на которой смонтирован алмазодержатель 24, а торец- поворотом головки 5.
Предмет изобретения
1.Вертикально-шлифовальный станок, в частности для обработки цилиндрических внутренних, наружных и торцовых поверхностей (например, кулачков токарных патронов в сборе), состоящий из поворотной многошпиндельной головки с вращающимися инструментальными шпинделями, расположенными по окружности, и полого щпинделя изделия с установкой и креплением изделия на планшайбе, отличающийся тем, что, с целью .повышения точности установки обрабатываемого изделия, планшайба, расположенная на торце шпинделя, имеет центрирующий поясок, представляющий собой кольцо с лепестками, а механизм крепления детали расположен внутри нолого шпинделя и снабжен возвратно-поступательно перемещаемой тягой с закрепленным на ее конце стаканом, имеющим прорези, в которых размещены шарнирно установленные захваты, взаимодействующие с копиром, расположенным на внутренней поверхности полого шпинделя.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности выставления оси шпинделя в любой п.тоскости параллельно паправляюшим и смещения ее при щлифовке конических отверстий, шпиндель установлен в гильзе, имеющей сфер1вческую поверхность.
/--
Фиг. 1
Av 4