Изобретение относится к области станкостроения и может быть использовано при проектировании и создании гибких автоматических линий и производственных систем с автоматически сменными узлами модульной конструкции в условиях автоматизированного машиностроительного производства.
Сущность изобретения
Способ осуществляют для процессов многоярусного компонования и перекомпонования рабочей позиции автоматической лини. Для решения задачи обработки деталей различной конструкции и гибких технологий осуществляют автоматическую смену узлов модульной конструкции. Все узлы на рабочей позиции являются сменными, где между каждой парой автоматически сменных узлов размещены съемные устройства автоматического базирования и крепления этих узлов между собой. Оборудование рабочей позиции создают переменной компоновкой с вертикально расположенными комплектами автоматически сменных узлов, тогда компоновка рабочей позиции будет включать три комплекта автоматически сменных узлов: левый, правый и центральный. В связи с техническим решением автоматизации смены узлов всех трех комплектов компонуют многоярусную перекомпонуемую рабочую позицию по всем трем комплектам из автоматически сменных узлов модульной конструкции. Автоматически сменные узлы устанавливают в вертикальном направлении от фундамента производственной площади в несколько ярусов.
При смене технологии обработки и обрабатываемых деталей в связи с заменой узлов компоновка рабочей позиции имеет переменный характер компонования новым набором узлов. Рабочую позицию подвергают автоматическому перекомпонованию и автоматической смене узлов на основе применения промышленного робота с манипуляторами, которые размещают над многоярусными комплектами автоматически сменных узлов рабочей позиции. В этой связи при смене обрабатываемой детали и изменении технологии обработки на рабочей позиции в цикле перекомпонования применяют промышленный робот, который по программе ЧПУ выполняет перекомпонование комплектов сменных узлов при необходимости всех трех комплектов и по всем ярусам. Рабочую позицию из автоматически сменных узлов трех комплектов многоярусного компонования в цикле перекомпонования переводят из скомпонованного состояния в дескомпонованное, меняют сменные узлы, инструмент, оснастку. Затем, изменяя компоновку, переводят состояние узлов из дескомпонованного состояния рабочей позиции в скомпонованное с возможностью замены узлов с образованием новой компоновки рабочей позиции с новыми свойствами и технико-эксплуатационными параметрами. При этом автоматически сменные узлы устанавливают в вертикальном направлении компонования от фундамента производственной площади в несколько ярусов компонования, а между каждой парой смежных узлов размещают съемные устройства автоматизации базирования и крепления каждой пары узлов, образуют многоярусную компоновку рабочей позиции с вертикальным многоярусным расположением в комплектах сменных узлов и устройств автоматического базирования и крепления.
Для перевода комплектов рабочей позиции из скомпонованного состояния в дескомпонованное над комплектом осуществляют манипуляторами промышленного робота отвод вверх, начиная с узла верхнего яруса D с последовательной сменой узлов от верхнего яруса D к нижнему ярусу A, перемещают снимаемые узлы на транспортер отвода снятых узлов. При этом захватные устройства вместе с захватами манипуляторов вводят в проушины, которые размещены на корпусе каждого автоматически сменного узла. Манипуляторы перемещают сверху вниз и, поднимая, базирующие пальцы захватов вводят в проушины снизу. Осуществляют раскрепление сменного узла очередного яруса механизмами устройства автоматического базирования и крепления, расположенного под сменным узлом смежного узла нижнего яруса. Захватами поднимают очередной сменный узел и перемещают на транспортер отвода снятых узлов. После чего осуществляют процесс изменения компоновки и устанавливают полностью или частично новый состав сменных узлов от нижнего яруса A к верхнему D и переводят рабочую позицию из дескомпонованного состояния в скомпонованное состояние, наращивая компонование в многоярусную перекомпонуемую рабочую позицию с новыми технико-эксплуатационными параметрами.
Перекомпонуемая рабочая позиция автоматической линии для реализации способа многоярусного компонования и перекомпонования рабочей позиции содержит вертикально расположенные в несколько ярусов комплекты автоматически сменных узлов модульной конструкции, которые соединены между собой по вертикали промежуточными (межузловыми) съемными устройствами автоматического базирования и крепления с чередованием размещения автоматически сменных узлов и устройств автоматического базирования и крепления. Устройство автоматического базирования и крепления состоит из корпуса в виде плиты, на которой нижняя и верхняя базовые поверхности корпуса расположены параллельно. Нижней базовой поверхностью корпус сопряжен и соединен сверху с нижним расположенным сменным узлом, а верхней базовой поверхностью корпус сопряжен снизу с верхним расположенным смежным автоматически сменным узлом. Обеспечивая взаимное базирование и крепление пары смежных узлов и ярусов, корпус со стороны верхней базовой поверхности содержит механизмы ориентации, базирования, крепления.
Для решения проблемы многоярусного перекомпонования рабочей позиции применен промышленный робот навесного исполнения, который имеет автооператоры, оптимально два для одновременного обслуживания двух комплектов вертикально расположенных узлов. Допускается применение как минимум одного автооператора, максимум трех автооператоров при одновременном обслуживании трех многоярусных комплектов узлов рабочей позиции автоматической линии. Автооператоры промышленного робота установлены с возможностью автономного перемещения на верхних продольных направляющих над комплектами рабочей позиции. Каждый автооператор имеет три группы перемещаемых кареток сварной рамной конструкции: каретку продольного перемещения, каретку вертикального перемещения на каретке продольного перемещения, поперечно расположенные каретки на каретке вертикального перемещения. При этом у каждого автооператора каретка продольного перемещения расположена относительно продольных направляющих с возможностью продольного горизонтального перемещения. Каретка вертикального перемещения расположена под кареткой продольного перемещения с возможностью вертикального перемещения по направляющим. На каретке вертикального перемещения размещены две перемещаемые поперечно расположенные каретки. На поперечно расположенной каретке установлены вертикально два манипулятора с механизмами поперечного перемещения внутри поперечно расположенной каретки и вертикально перемещаемого захватного устройства с захватами. Каретка вертикального перемещения содержит две автономно перемещаемые и управляемые от ЧПУ поперечно расположенные каретки, где в свою очередь каждая поперечно расположенная каретка имеет два автономно перемещаемых и управляемых от ЧПУ манипулятора. На каждом автооператоре при наличии управления системы ЧПУ имеется возможность перемещения по трем координатам одновременно четырех манипуляторов с захватами.
Аналогами заявляемых технических решений являются разрабатываемые и широко применяемые в машиностроительном производстве автоматические линии и гибкие производственные системы [1, 2, 3, 4]. Известны автоматические линии из агрегатных станков [1], гибкие производственные системы и участки, комплексные автоматические линии [2, 3, 4]. В рассматриваемых автоматических линиях и гибких производственных системах оборудование рабочих позиций выполнено с жесткой, неизменяемой компоновкой агрегатных исполнительных и обрабатывающих узлов, отсутствуют какие-либо возможности перекомпонования рабочей позиции. На рабочих позициях отсутствует возможность автоматизации смены узлов и агрегатов. Это приводит к существенному уменьшению производительности, к уменьшению номенклатуры и программы изготавливаемых изделий. Данные производственные системы, автоматические линии являются громоздкими, не позволяют в изменяющихся рыночных условиях оперативно удовлетворять требованиям заказчика и современному машиностроительному производству.
К наиболее близким аналогам относятся технические решения патентных источников [5, 6, 7]. Из числа источников [5, 6, 7] в качестве наиболее близкого прототипа принято техническое решение по патенту №2159695 (B23Q 41/00, 1998) "Способ смены и транспортирования многоинструментальных узлов в автоматической линии и автоматическая линия для его реализации" [7]. В техническом решении прототипа рассмотрены задачи автоматизации смены многоинструментальных шпиндельных узлов, что позволит увеличивать гибкость оборудования на рабочей позиции автоматической линии, повышать производительность и номенклатуру обрабатываемых изделий. Но существенным недостатком является невозможность автоматизации многоярусной и многоуровневой смены узлов в последовательности их компонования и расположения на рабочих позициях. Отсутствует возможность перекомпонования рабочей позиции, что существенно с позиций развития перекомпонуемых и реконфигурируемых производственных систем снижает технико-эксплуатационные характеристики прототипа, приводит к невозможности изменения технологии в реальном времени эксплуатации и предъявляемых изменяющихся требований заказчика и производства.
Заявляемое техническое решение по отношению к указанным аналогам и прототипу обладает новыми отличительными и существенными признаками предложенных технических решений для практической реализации и применения. Предлагаемое техническое решение обладает новыми отличительными признаками, которые повышают технико-эксплуатационные характеристики и эффективность применения автоматических линий с применением перекомпонуемых рабочих позиций в составе автоматических линий. Создание и применение перекомпонуемых рабочих позиций и в целом перекомпонуемых производственных систем будет удовлетворять требованиям и спросу на продукцию для заказчика на изделия машиностроения с высоким уровнем производительности, расширения номенклатуры изделий требуемого качества и количества в требуемое для заказчика время. Перекомпоновка, реконфигурация производственных систем автоматических производств позволит эффективно реагировать производству в условиях развивающегося рынка и в жестких условиях мировой конкуренции на изменяющийся спрос продукции.
Признаками заявленных технических решений, совпадающими с известными в соответствии с литературным и патентным поиском, являются следующие. Рабочие позиции автоматических линий состоят из комплектов исполнительных и обрабатывающих узлов, агрегатной или модульной конструкции в несколько уровней (ярусов) их расположения на рабочей позиции. Существуют промышленные роботы навесного исполнения, содержащие автооператоры и манипуляторы с захватными устройствами.
Задачей изобретения является развитие автоматизированного машиностроительного производства на основе разработки, создания и применения перекомпонуемых производственных систем, в частности изменения компоновки и перекомпонования рабочих позиций гибких автоматических линий и гибких производственных систем.
Технический результат изобретения и практическое применение. Применение результата изобретения по предложенным техническим решениям компонования и перекомпонования оборудования рабочих позиций автоматических линий и гибких производственных систем решает принципиальную задачу разработки и применения способа и технических средств реализации способа в части решения задачи разработки и создания автоматизированного станочного оборудования перспективных направлений развития автоматических производств и применения перекомпонуемых и реконфигурируемых производственных систем.
Существенные признаки. Для достижения вышеуказанного технического результата в предлагаемой заявке компонуют и перекомпоновывают в заданном цикле перекомпонования многоярусную перекомпонуемую рабочую позицию из автоматически сменных узлов модульной конструкции, в цикле перекомпонования переводят рабочую позицию из скомпонованного состояния в дескомпонованное, меняют автоматически компоновку, переводят рабочую позицию из дескомпонованного состояния в скомпонованное с новыми свойствами и технико-эксплуатационными параметрами так, что автоматически сменные узлы устанавливают в вертикальном направлении компонования в несколько ярусов, при этом между каждой парой смежных узлов размещают съемное устройство автоматического базирования и крепления данной пары узлов, образуют скомпонованную рабочую позицию с вертикальным расположением сменных узлов и устройств автоматического базирования и крепления. При этом над рабочей позицией осуществляют автооператорами промышленного робота отвод вверх и автоматическую смену узлов, захватные устройства автооператоров промышленного робота вводят в проушины для захвата на корпусе каждого автоматически сменного узла, осуществляют раскрепление сменного узла, соединенного с ним устройством автоматического базирования и крепления, и снимают последовательно с каждого яруса сверху до низу сменные узлы, переводят рабочую позицию из скомпонованного состояния в дескомпонованное. Изменяют компоновку и переводят рабочую позицию из дескомпонованного состояния в скомпонованное, устанавливают полностью или частично от нижнего яруса к верхнему новый состав сменных узлов, последовательно их соединяют устройствами базирования и крепления, образуют многоярусную перекомпонуемую рабочую позицию в скомпонованном состоянии с новыми технико-эксплуатационными параметрами.
Для реализации способа многоярусного компонования и перекомпонования рабочей позиции автоматической линии рабочая позиция содержит вертикально расположенные в несколько ярусов автоматически сменные узлы модульной конструкции, которые соединены между собой промежуточными межузловыми съемными устройствами автоматического базирования и крепления с чередованием размещения автоматически сменных узлов и устройств автоматического базирования и крепления от фундамента производственной площади вверх, при этом над рабочей позицией расположен промышленный робот с автооператорами и манипуляторами автоматической смены узлов. Устройство автоматического базирования и крепления состоит из корпуса в виде плиты с взаимно параллельными базовыми поверхностями межузлового соединения так, что нижней базовой поверхностью корпус сопряжен и соединен сверху с нижним автоматически сменным узлом, а верхней базовой поверхностью корпус сопряжен снизу с верхним смежным автоматически сменным узлом, при этом со стороны верхней базовой поверхности корпус содержит механизмы ориентации, базирования и крепления с прилеганием, ориентацией, базированием и креплением верхнего сменного узла на верхней базовой поверхности корпуса, с нижней стороны верхнего сменного узла имеются ответные элементы ориентации, базирования и крепления для соединения с устройством автоматического базирования и крепления. Устройство автоматического базирования и крепления со стороны верхней базовой поверхности содержит боковые направляющие ориентации сменного узла верхнего яруса, подводные опоры с клиновыми механизмами подъема подводных опор от привода перемещения клиньев клинового механизма, элементы базирования сменного узла верхнего яруса на устройстве базирования и крепления, например, в виде базирующих пальцев, механизмы крепления, которые состоят из Т-образных прижимов с клиновыми скосами, приводимые в движение от приводов продольного перемещения прижимов, при этом прижимы расположены с двух сторон продольной осевой линии корпуса устройства базирования и крепления, а скосы попарно расположенных прижимов направлены в сторону продольной осевой линии корпуса устройства, тогда как сменный узел верхнего яруса сверху ориентирован на устройстве относительно боковых направляющих ориентации и установлен на базирующие элементы, верхнюю опорную плоскость устройства с подъемом подводных опор, а прижимы скосами введены в ответные пазы на боковых сторонах корпуса сменного узла верхнего яруса. Промышленный робот навесного исполнения содержит два автооператора с автономным перемещением по верхним продольным направляющим, где каждый автооператор имеет три группы кареток сварной рамной конструкции, такие как: каретка продольного перемещения, каретка вертикального перемещения, поперечно расположенная каретка, при этом каретка вертикального перемещения расположена на направляющих, которые вместе с приводом вертикального перемещения закреплены на каретке продольного перемещения с возможностью перемещения каретки вертикального перемещения по вертикальным направляющим и каретка вертикального перемещения расположена под кареткой продольного перемещения, тогда как каретка вертикального перемещения содержит две поперечно расположенные каретки на направляющих рамы каретки вертикального перемещения, а каждая поперечно расположенная каретка содержит два вертикально расположенных манипулятора, где каждый манипулятор имеет механизм вертикального перемещения захватного устройства.
На фиг.1 показан общий вид рабочей позиции с тремя многоярусными комплектами компонования автоматической линии;
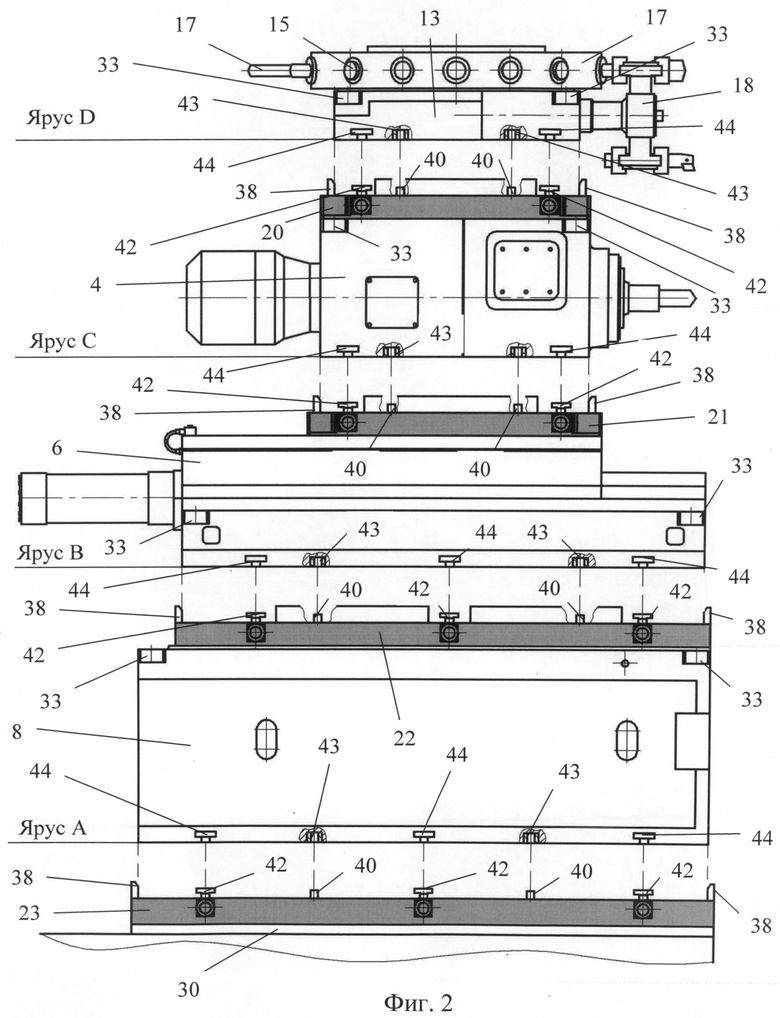
на фиг.2 - автоматически сменные узлы левого комплекта компонования рабочей позиции автоматической линии;
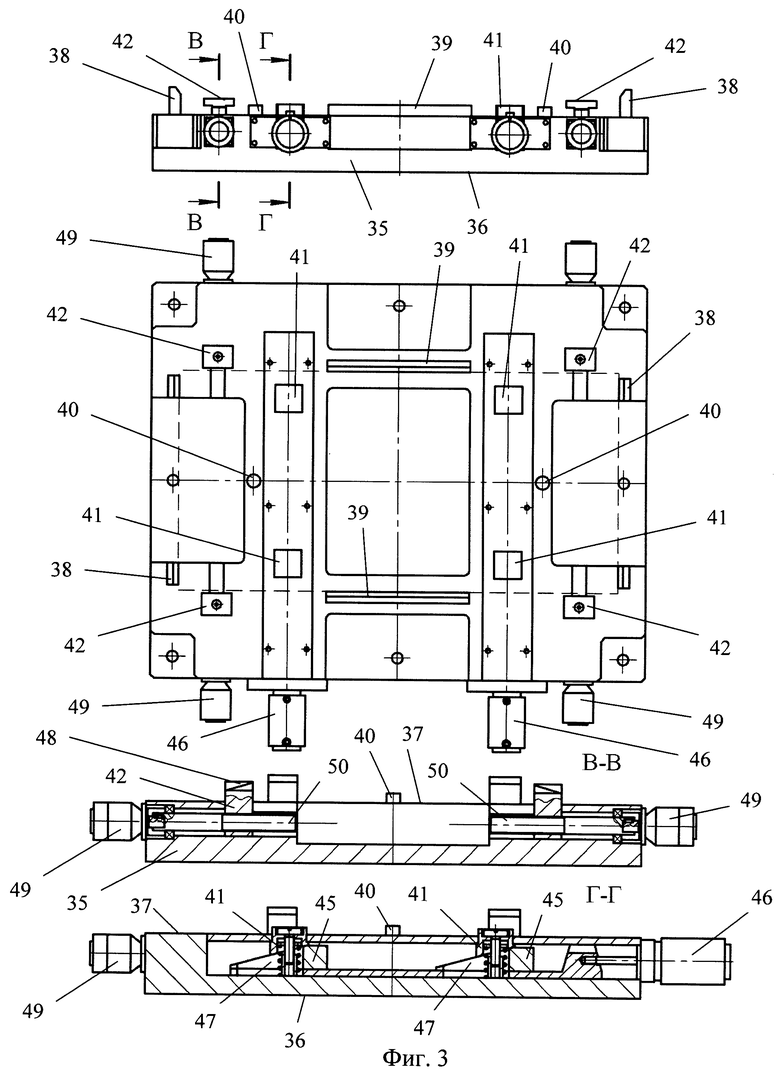
на фиг.3 - съемное устройство базирования и крепления для соединения каждой пары смежных автоматически сменных узлов и многоярусного компонования комплектов рабочей позиции автоматической линии;
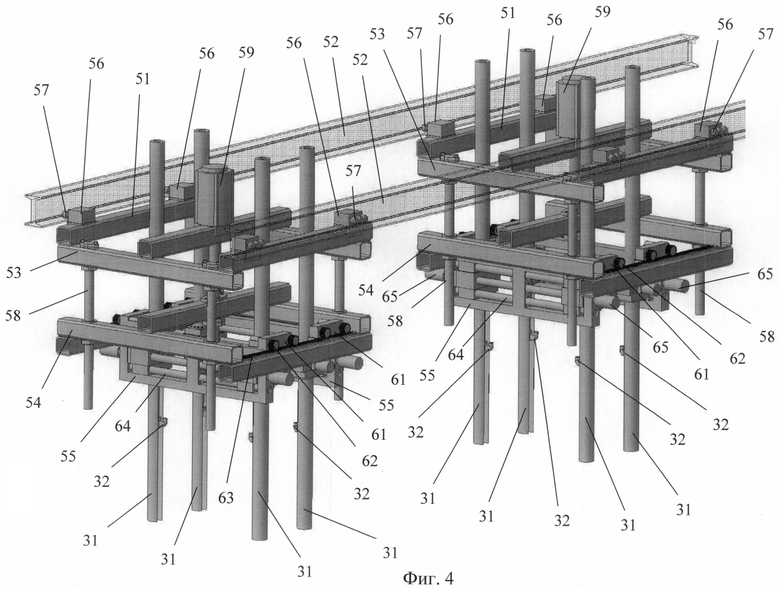
на фиг.4 - пространственное изображение в системе 3D моделирования промышленного робота навесного исполнения с двумя автооператорами и группами манипуляторов автоматической смены узлов многоярусных комплектов рабочих позиций автоматической линии;
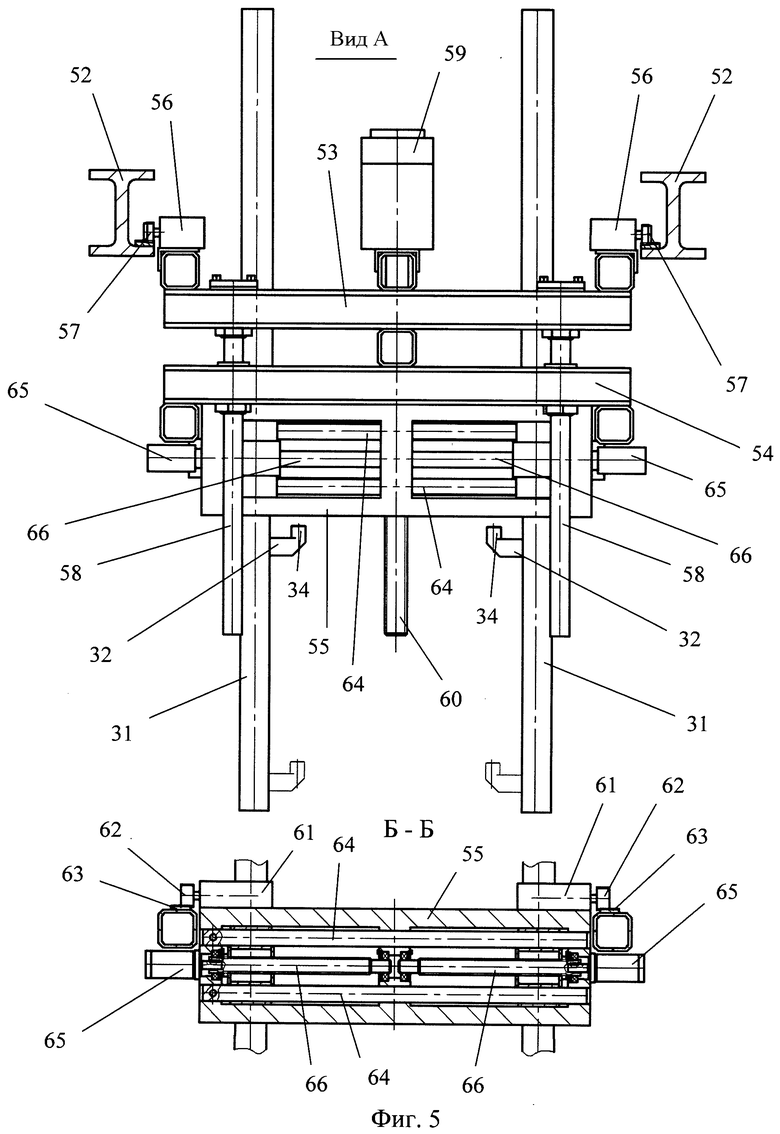
на фиг.5 - вид B автооператора промышленного робота общего вида на фигуре 1 рабочей позиции автоматической линии;
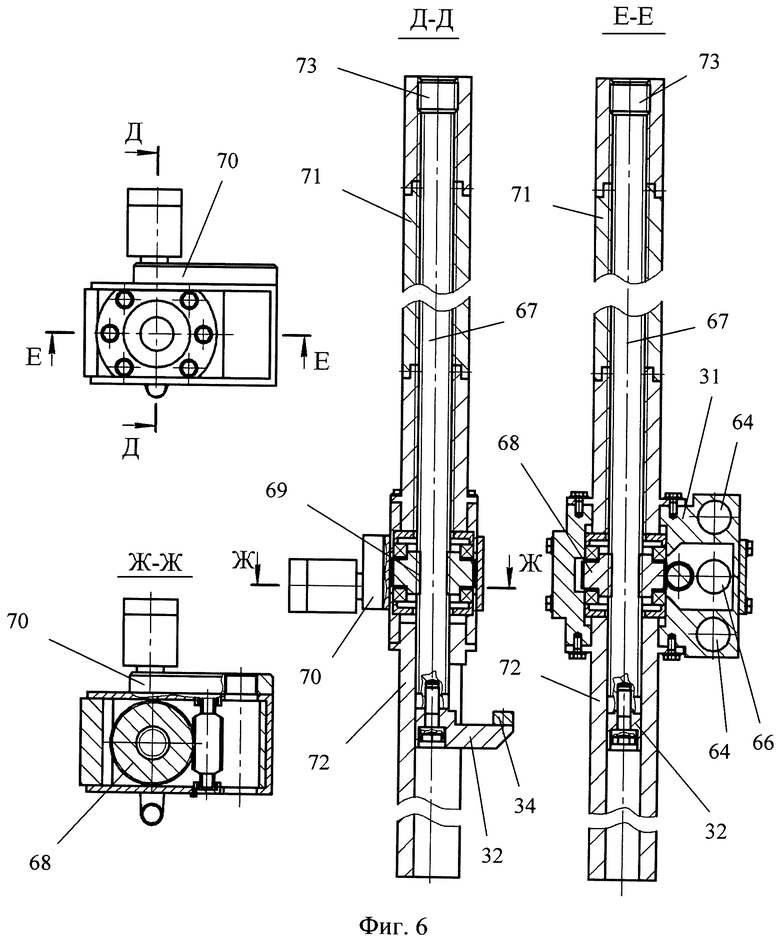
на фиг.6 - сборочный чертеж манипулятора с захватным устройством автооператора промышленного робота на фигуре 1.
Способ осуществляют для процессов многоярусного компонования и перекомпонования рабочей позиции автоматической линии. На рабочей позиции, фиг.1, осуществляют обработку деталей 1 различной номенклатуры, например, растачивание отверстий с двух сторон инструментом 2, 3, закрепленным в автоматически сменных шпиндельных узлах 4, 5 модульной конструкции. Для решения задачи обработки деталей 1 различной конструкции и гибких технологий осуществляют не только смену инструмента 2, 3, но автоматическую смену шпиндельных узлов 4, 5. А также осуществляют автоматизацию смены сменных узлов подачи 6, 7 модульной конструкции, а при необходимости автоматизацию смены боковых станин 8, 9, центральной станины 10, приспособления 11 для базирования и закрепления на приспособлении 11 обрабатываемой детали 1 с помощью автоматически действующих прижимов 12. На сменный шпиндельный узел 4, 5 устанавливают автоматически сменный узел - инструментальный магазин 13, 14 с размещенными на нем магазином - накопителем 15, 16, сменным инструментом 17 в нем. Для смены инструментов 2,3 с оправками в шпиндельных узлах 4, 5 на инструментальном магазине 13, 14 устанавливают двухзахватное устройство 18, 19, обеспечивающее замену инструмента 2, 3 на узлах 4, 5 на инструмент 17 в магазине - накопителе 15, 16. Все узлы на рабочей позиции, фиг.1, являются сменными, где между каждой парой автоматически смежных узлов размещены съемные устройства автоматического базирования и крепления этих узлов между собой, с левой стороны рабочей позиции вертикально расположенных узлов: съемные устройства 20, 21, 22, 23, с правой стороны съемные устройства 24, 25, 26, 27, по центру рабочей позиции съемные устройства 28, 29. В целом оборудование рабочей позиции, фиг.1, создают переменной компоновкой с вертикально расположенными комплектами автоматически сменных узлов модульной конструкции, например, фиг.1, включая три комплекта: левый, правый и центральный. В левый комплект сменных узлов многоярусного компонования устанавливают узлы: 8, 6, 4, 13, в правый комплект - узлы: 9, 7, 5, 14, в центральный комплект - узлы 10, 11.
В связи с техническим решением автоматизации смены узлов всех трех комплектов компонуют многоярусную перекомпонуемую рабочую позицию по всем трем комплектам из автоматически сменных узлов модульной конструкции. Автоматически сменные узлы устанавливают в вертикальном направлении снизу от фундамента 30 производственной площади в несколько ярусов, где между каждой парой смежных узлов размещают съемное устройство автоматического базирования и крепления каждой пары для всех ярусов компонования каждого комплекта. В левый комплект, фиг.1, 2, между смежными узлами устанавливают съемные устройства и обеспечивают автоматическое размещение, базирование, крепление, включая: устройство 23 - между основанием 30 и узлом 8, устройство 22 - между узлами 8, 6, устройство 21 - между узлами 6, 4, устройство 20 между узлами 4, 13.
Соответственно, в правый комплект, фиг.1, рабочей позиции устанавливают съемные устройства и обеспечивают автоматическое размещение, базирование, крепление, включая съемные устройства: устройство 27 - между основанием 30 и узлом 9, устройство 26 - между узлами 9, 7, устройство 25 - между узлами 7, 5, устройство 24 - между узлами 5, 14. Для центрального комплекта, фиг.1, размещают съемные устройства: устройство 28 - между основанием 30 и центральной станиной 10, устройство 29 - между центральной станиной 10 и приспособлением 11 модульной конструкции.
При смене технологии обработки и обрабатываемых деталей 1 в связи с заменой узлов компоновку рабочей позиции, фиг.1, 2, меняют и переводят рабочую позицию из скомпонованного состояния в дескомпонованное. Тогда рабочая позиция, фиг.1, подвергается автоматическому перекомпонованию на основе применения промышленного робота с манипуляторами 31, которые размещают над многоярусными комплектами автоматически сменных узлов рабочей позиции. В этой связи при смене обрабатываемой детали 1 и изменении технологии обработки на рабочей позиции в цикле перекомпонования промышленный робот по программе ЧПУ выполняет перекомпонование комплектов сменных узлов при необходимости всех трех комплектов и по всем ярусам. Тогда рабочую позицию из автоматически сменных узлов трех комплектов многоярусного компонования в цикле перекомпонования переводят при снятии сменных узлов сверху до низу из скомпонованного состояния в дескомпонованное, меняют сменные узлы, инструмент, оснастку и рабочая позиция в дескомпонованном состоянии становится рабочей зоной для перекомпонования. Тем самым компоновка трансформируется в рабочую зону перекомпонования при необходимости по всей вертикали комплектов сменных узлов. Рабочая зона перекомпонования это зона, освобожденная от автоматически сменных узлов рабочей позиции с верхнего до нижнего яруса компонования (освобожденная зона фундамента с коммуникациями на месте расположения рабочей позиции).
Затем переводят рабочую зону перекомпонования в зону компонования и из дескомпонованного состояния рабочая позиция комплектуется новым набором сменных узлов и переводится в скомпонованное с образованием новой компоновки рабочей позиции с новыми свойствами и технико-эксплуатационными параметрами. При этом автоматически сменные узлы устанавливают в вертикальном направлении компонования от фундамента 30 производственной площади в несколько ярусов компонования, а между каждой парой смежных узлов размещают съемные устройства автоматизации базирования и крепления, фиг.3, каждой пары узлов, образуют многоярусную компоновку рабочей позиции с вертикальным многоярусным расположением в комплектах сменных узлов и устройств автоматического базирования и крепления между каждой парой смежных узлов, фиг.1, 2.
Автоматически сменные узлы между соседними ярусами соединяют между собой промежуточными (межузловыми и межярусными) съемными устройствами автоматического базирования и крепления, фиг.3, с чередованием размещения автоматически сменных узлов и устройств автоматического базирования и крепления от нижнего яруса.
Для перевода комплектов рабочей позиции из скомпонованного состояния в дескомпонованное над комплектом, на примере левого комплекта, фиг.2, рабочей позиции, фиг.1, осуществляют манипуляторами 31 промышленного робота отвод вверх, начиная с узла, например, 13 верхнего яруса D с последовательной сменой узлов от верхнего яруса D к нижнему ярусу A, перемещают снимаемые узлы на транспортер отвода снятых узлов (на фигурах транспортер не показан). При этом захватные устройства вместе с захватами 32 манипуляторов 31, фиг.4, 5, 6, вводят в проушины 33 для захвата, которые размещены на корпусе каждого автоматически сменного узла. При этом манипуляторы 31 перемещают сверху вниз и базирующие пальцы 34 захватов 32 вводят в проушины 33 снизу. Осуществляют раскрепление сменного узла верхнего яруса расположения механизмами устройства автоматического базирования и крепления, фиг.3, расположенного на смежным узле нижнего яруса расположения. После чего захватами 32 поднимают очередной сменный узел и перемещают на транспортер отвода снятых узлов. Снимают последовательно с каждого яруса сверху до низу сменные узлы, фиг.1, 2, вместе с устройством базирования и крепления на каждом сменном узле. При снятии сменных узлов с верхнего яруса D до нижнего A переводят комплекты узлов и в целом рабочую позицию автоматической линии, фиг.1, из скомпонованного состояния в дескомпонованное. После чего осуществляют процесс изменения компоновки и устанавливают полностью или частично новый состав сменных узлов от нижнего яруса A к верхнему D, фиг.2, и переводят рабочую позицию из дескомпонованного состояния в скомпонованное состояние, наращивая компонование в многоярусную перекомпонуемую рабочую позицию с новыми технико-эксплуатационными параметрами.
Перекомпонуемая рабочая позиция, фиг.1, автоматической линии для реализации способа многоярусного компонования и перекомпонования рабочей позиции содержит вертикально расположенные в несколько ярусов комплекты (левый, правый, центральный) автоматически сменных узлов модульной конструкции, где сменные узлы соединены между собой по вертикали промежуточными (межузловыми) съемными устройствами автоматического базирования и крепления с чередованием размещения автоматически сменных узлов и устройств автоматического базирования и крепления от фундамента 30 производственной площади для левого комплекта - сменные узлы 13, 4, 6, 8, для правого комплекта - узлы 14, 5, 7, 9, для центрального комплекта - узлы 10, 11. Над рабочей позицией располагают промышленный робот с манипуляторами 31 для автоматической смены узлов с устройствами автоматического базирования и крепления узлов.
Устройство автоматического базирования и крепления, фиг.3, состоит из корпуса 35 в виде плиты, на которой нижняя 36 и верхняя 37 базовые поверхности корпуса 35 расположены параллельно. Нижней базовой поверхностью 36 корпус 35 сопряжен и соединен сверху с нижним расположенным смежным узлом, а верхней базовой поверхностью 37 корпус 35 сопряжен снизу с верхним расположенным смежным автоматически сменным узлом. Обеспечивая взаимное базирование и крепление пары смежных узлов и ярусов, корпус 35 со стороны верхней базовой поверхности 37 содержит механизмы ориентации 38, 39, базирования 40, 41, крепления 42. При этом верхний смежный узел прилегает с ориентацией, базированием и креплением на верхней базовой поверхности 37 корпуса 35, тогда как устройство базирования и крепления размещено между двумя ярусами смежных узлов и составляет межярусное автоматически разъемное соединение. А с нижней стороны 36 и сбоку корпуса 35 верхний смежный узел (верхнего яруса расположения) имеет ответные элементы ориентации, базирования 43 и крепления 44, фиг.2, для соединения с устройством автоматического базирования и крепления, размещенным на смежном узле нижнего яруса расположения, фиг.2.
Устройство автоматического базирования и крепления сменных узлов, фиг.3, со стороны верхней базовой поверхности 37 содержит боковые направляющие 38, 39, служащие для предварительной ориентации при установке смежного узла верхнего яруса расположения на узел нижнего яруса. Имеются подводные опоры 41 с клиновыми механизмами 45 подъема подводных опор 41 от привода 46 перемещения клиньев 47 клинового механизма 45, со стороны верхней базовой поверхности 37 расположены элементы базирования, например, базирующие пальцы 40 для базирования смежного узла верхнего яруса по ответным базирующим элементам - установочным втулкам 43, фиг.2, механизмы крепления на устройстве базирования и крепления выполнены в виде Т-образных боковых прижимов 42 с клиновыми скосами 48 с возможностью продольного перемещения прижимов 42, с применением приводов продольного перемещения 49 и винта 50, фиг.3. При этом прижимы 42 расположены с двух сторон продольной осевой линии корпуса 35 устройства базирования и крепления, тогда как скосы 48 на прижимах 42 направлены в сторону продольной осевой линии корпуса 35.
Для решения проблемы многоярусного перекомпонования рабочей позиции применен промышленный робот навесного исполнения, фиг.4, который имеет автооператоры 51, оптимально два одновременного обслуживания двух комплектов вертикально расположенных узлов. Допускается применение как минимум одного автооператора 51, максимум три автооператора 51 при одновременном обслуживании трех многоярусных комплектов узлов рабочей позиции автоматической линии.
Автооператоры 51 промышленного робота установлены с возможностью автономного перемещения на верхних продольных направляющих 52. Каждый автооператор 51 имеет три группы перемещаемых кареток сварной рамной конструкции: каретка продольного перемещения 53, каретка вертикального перемещения 54, поперечно расположенная каретка 55. При этом у каждого автооператора 51 каретка продольного перемещения 53 расположена относительно продольных направляющих 52 с возможностью продольного горизонтального перемещения. Для чего на раме каретки 53 размещены электроприводы 56 с зубчато-реечной передачей 57, что позволяет управлять по программе ЧПУ параметрами перемещения каретки 53 по направляющим 52 (продольная ось координатного перемещения). Каретка вертикального перемещения 54 расположена под кареткой продольного перемещения 53 на круглых направляющих 58 с возможностью вертикального перемещения по направляющим 58. Для чего на раме каретки продольного перемещения 53 закреплен электропривод 59, который через винтовую пару 60, фиг.5, соединен с рамой каретки вертикального перемещения 54 (реализуется вертикальная ось координатного перемещения).
На каретке вертикального перемещения 54 размещены две перемещаемые поперечно расположенные каретки 55, фиг.4, 5. Поперечно расположенная каретка 55 содержит электроприводы 61 и зубчато-реечные передачи 62 с возможностью автономного перемещения по программе ЧПУ по направляющим 63 рамы каретки вертикального перемещения 54. На поперечно расположенной каретке 55 размещены вертикально два манипулятора 31, фиг.5, 6, с механизмами поперечного перемещения (реализация поперечной оси координатного перемещения) внутри поперечно расположенной каретки 55 и вертикально перемещаемого захватного устройства с захватами 32. Механизмы поперечного перемещения манипулятора 31, фиг.5, включают круглые направляющие 64 и независимые электроприводы 65 с винтовыми парами 66 независимого перемещения по программе ЧПУ по направляющим 64 манипуляторов 31, фиг.5, 6. Каждый манипулятор 31 имеет механизм вертикального перемещения захватного устройства с захватом 32, фиг.6. Захваты 32 расположены на резьбовом валу 67 снизу, а резьбовой вал 67 соединен с червячной шестерней 68 через винтовую пару 69 так, что при вращении червячной шестерни 68 имеется возможность от червячного электропривода 70 осуществлять вертикальное перемещение резьбового вала 67 с захватом 32 через винтовую пару 69. Для обеспечения жесткости расположения захватного устройства с захватом 32 резьбовой вал 67 расположен снизу и сверху в резьбовых направляющих в виде охватывающей шлицевой втулки 71, 72. Резьбовой вал 67 сверху соединен с коротким шлицевым валом 73 так, что при вращении червячной шестерни 68 резьбовой вал 67 перемещается вертикально без возможности вращения, ибо от вращения резьбовой вал 67 удерживает шлицами шлицевой вал 73.
Каретка вертикального перемещения 54 содержит две автономно перемещаемые и управляемые от ЧПУ поперечно расположенные каретки 55, где в свою очередь каждая поперечно расположенная каретка 55 имеет два автономно перемещаемых и управляемые от ЧПУ манипулятора 31, каждый автооператор 51 имеет четыре манипулятора 31.
Перекомпонуемая рабочая позиция, фиг.1, автоматической линии для реализации способа многоярусного компонования и перекомпонования рабочей позиции работает следующим образом. Рабочая позиция содержит три комплекта автоматически сменных узлов: левый, правый, центральный комплекты. В каждом комплекте автоматически сменные узлы устанавливают в вертикальном направлении в несколько ярусов: A, B, C, D. В скомпонованном состоянии многоярусные комплекты определяют компоновку в целом рабочей позиции, фиг.1. В дескомпонованное состояние рабочая позиция переводится в рабочем цикле перекомпонования. Так, для левого комплекта рабочей позиции получают дескомпонованное состояние, фиг.2, когда любой из автоматически сменных узлов раскрепляется автоматически, снимается автооператором 51 и четырьмя манипуляторами 31 промышленного робота, фиг.1, и отводится на отдельно расположенный транспорт отвода снятых узлов и подвода новых узлов на смену снятых.
При переводе комплектов рабочей позиции из скомпонованного состояния в дескомпонованное манипуляторами 31 промышленного робота осуществляется снятие с комплекта раскрепленного сменного узла сначала верхнего яруса D с последовательной сменой узлов от верхнего яруса D к нижнему ярусу A. В процессе снятия и отвода вверх сменного узла захватные устройства вместе с захватами 32 манипуляторов 31 вводят в проушины 33 на сменном узле, осуществляется по программе системы ЧПУ раскрепление сменного узла очередного яруса механизмами устройства автоматического базирования и крепления, фиг.3. После раскрепления сменного узла захватами 32 одновременно четырьмя манипуляторами 31 поднимают очередной сменный узел с каждого яруса. Так, на фигурах 1, 2 узел 13 верхнего яруса D раскрепляется механизмами устройства базирования и крепления 20, который остается размещенным и закрепленным на шпиндельном узле 4 яруса C. После съема узла 13, узел 4 яруса C раскрепляется механизмами на устройстве базирования и крепления 21 яруса B, снимается манипуляторами 31 промышленного робота и переносится на транспортер отвода снятых узлов. А устройство 21 яруса B остается закрепленным на съемном узле 6. После выполнения съема узла 4 яруса C, снимается манипуляторами 31 последовательно узел 6 яруса B, затем узел 8 яруса A.
В цикле перекомпонования со сменой технологии осуществляют комплектование рабочей позиции новыми сменными узлами и осуществляется компонование комплектов узлов с переводом рабочей позиции из дескомпонованного состояния в скомпонованное.
В процессе компонования комплектов и в целом рабочей позиции автоматически сменные узлы устанавливают автооператорами 51 промышленного робота от фундамента 30 производственной площади в несколько ярусов. Между каждой парой смежных узлов размещаются съемные устройства автоматического базирования и крепления каждой пары смежных узлов каждого комплекта. Автоматически сменные узлы между соседними ярусами соединены между собой съемными устройствами автоматического базирования и крепления, фиг.3, с чередованием многоярусного размещения в комплекте сменных узлов и устройств автоматического базирования и крепления. Устройства автоматического базирования и крепления являются промежуточными, межузловыми и межярусными и выполняют функции предварительной ориентации, базирования и крепления смежных узлов в процессе компонования каждого комплекта рабочей позиции.
Для выполнения процессов автоматической ориентации, базирования и крепления смежных сменных узлов, применяются механизмы, которые со стороны верхней 37 базовой поверхности корпуса 35 плиты устройства базирования и крепления, фиг.3, обеспечивают ориентацию, базирование и крепление сменных узлов, включая механизмы ориентации 38, 39, базирования - 40, 41, механизмы крепления 42. С нижней же стороны и сбоку сменный узел верхнего яруса ориентируется, базируется и крепится со стороны верхней 37 базовой поверхности устройства базирования и крепления, закрепленного на смежном узле нижнего яруса, включая ответные элементы базирования 43 и крепления 44.
Сменный узел верхнего яруса расположения сверху предварительно ориентируется на верхней базовой плоскости 37 корпуса 35 относительно боковых направляющих ориентации 38, 39, устанавливается на базирующие элементы - пальцы 40 ответными установочными втулками 43 верхнего узла с подъемом подводящих опор 41, а прижимы 42 с различных сторон скосами 48 вводятся в ответные пазы 44 на боковых сторонах корпуса сменного узла верхнего яруса расположения с возможностью прижатия узла и крепления к верхней базовой плоскости 37 с дополнительным прижимом подводных опор 41 снизу узла верхнего яруса расположения.
Промышленный робот имеет технологические возможности, позволяющие ему осуществлять подъем и смену узла любого яруса расположения, любого из комплектов (левого, правого, центрального) рабочей позиции автоматической линии, отдельно взятого или одновременно нескольких комплектов. На каждом автооператоре 51 при наличии управления системы ЧПУ имеется возможность перемещения по трем координатам одновременно четырех манипуляторов 31 с захватами 32.
Литературные и патентные источники
1. Вороничев Н.М., Тартаковский Ж.Э., Генин В.Б. Автоматические линии из агрегатных станков. - изд. 2-е. - М.: Машиностроение, 1979. - 488 с.
2. Врагов Ю.Д. Анализ компоновок металлорежущих станков. - М.: Машиностроение, 1978. - 208 с.
3. Гибкие производственные комплексы / В.А.Лещенко, В.М.Киселев Д.А.Куприянов и др. Под ред. П.Н.Белянина, В.А.Лещенко. - М.: Машиностроение, 1984. - 384 с.
4. Дащенко А.И., Белоусов А.П. Проектирование автоматических линий. - М.: Высшая школа, 1983. - 328 с.
5. Патент РФ №2080975. Перекомпонуемая автоматическая линия / А.М.Царев // Бюллетень "Изобретения". - 1997. - №16.
6. Патент РФ №2080976. Перекомпонуемая автоматическая линия / А.М.Царев // Бюллетень "Изобретения". - 1997. - №16.
7. Патент РФ №2159695. Способ смены и транспортирования многоинструментальных узлов в автоматической линии и автоматическая линия для его реализации / А.М.Царев // Бюллетень "Изобретения". - 2000. - №33.
Группа изобретений относится к области станкостроения и предназначена для использования в гибких автоматических линях и производственных системах. При перекомпоновании рабочей позиции ее переводят из скомпонованного состояния в дескомпонованное, для чего осуществляют снятие и отвод автоматически сменных узлов от верхнего яруса до фундамента, освобождая фундамент с образованием на нем рабочей зоны перекомпонования. Захватные устройства 32 манипуляторов 31 промышленного робота вводят в проушины 33 на корпусе каждого автоматически сменного узла, снимают последовательно с каждого яруса сверху донизу сменные узлы промышленным роботом и переводят рабочую позицию из скомпонованного состояния в дескомпонованное. Затем устанавливают автоматически сменные узлы нового набора компонования в вертикальном направлении от нижнего яруса к верхнему и переводят рабочую позицию из дескомпонованного состояния в скомпонованное состояние с новыми технико-эксплуатационными параметрами. Обеспечивается повышение технико-эксплуатационных характеристик и эффективность применения рабочих позиций в составе автоматических линий. 2 н. и 4 з.п. ф-лы, 6 ил.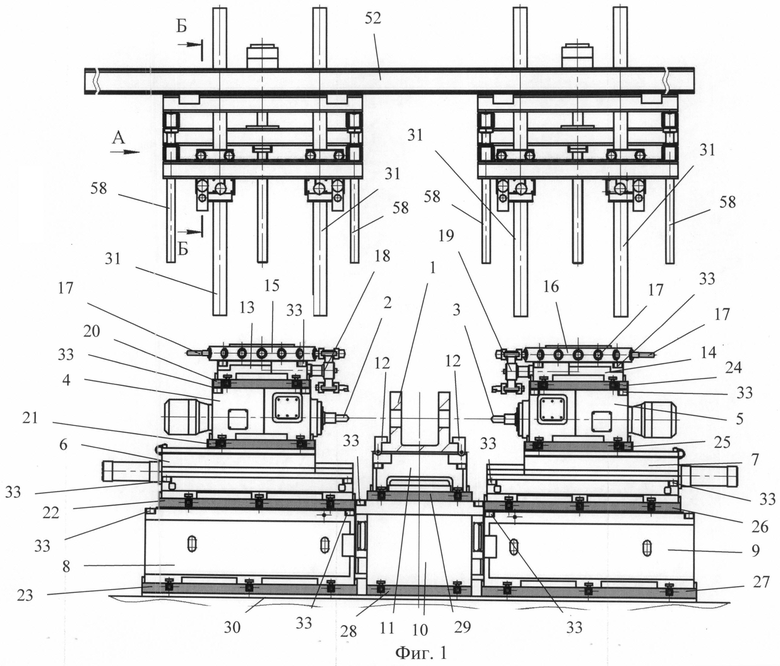
1. Способ многоярусного компонования и перекомпонования рабочей позиции автоматической линии, состоящей из комплектов соединенных узлов, отличающийся тем, что в цикле перекомпонования рабочей позиции, управляемом с помощью системы ЧПУ, базируют и закрепляют на фундаменте, например, три автоматически сменных комплекта из автоматически сменных узлов в несколько ярусов, а в системе ЧПУ переводят из скомпонованного состояния в дескопонованное комплекты манипуляторами с захватными устройствами на двух автооператорах промышленного робота верхнего расположения над комплектами так, что захватными устройствами манипулятора автооператора снимают и отводят автоматически снимаемые узлы на заменяемые узлы с верхнего яруса комплектов до фундамента и освобождают фундамент от комплектов со снимаемыми узлами с образованием рабочей зоны перекомпонования, при этом захватные устройства на манипуляторе первого автооператора вводят в проушины захвата корпуса снимаемого узла, а съемным устройством базирования и крепления на снимаемом узле раскрепляют и отделяют снимаемый узел от смежного узла в комплекте, тогда как захватное устройство на манипуляторе второго автооператора вводят в проушины захвата корпуса на заменяемом узле и в рабочей зоне перекомпонования на фундаменте базируют и закрепляют заменяемые сменные узлы, закрепляют их между собой от нижнего яруса до верхнего съемными устройствами базирования и крепления на заменяемых узлах, при этом из дескомпонованного состояния комплекты автоматически переводят в скомпонованное состояние.
2. Способ по п.1, отличающийся тем, что при переводе комплектов из дескомпонованного состояния в скомпонованное состояние съемные устройства базирования и крепления межярусного соединения заменяемых узлов от нижнего яруса до верхнего базируют и крепят со стороны нижней поверхности к верхней поверхности нижнего смежного узла, а со стороны верхней поверхности крепят к верхнему смежному узлу со стороны нижней поверхности, при этом съемное устройство базирования и крепления узла нижнего яруса со стороны нижней поверхности соединения базируют и крепят на фундаменте в рабочей зоне перекомпонования.
3. Рабочая позиция автоматической линии, компонуемая и перекомпонуемая способом по п.1 или 2, характеризующаяся тем, что на фундаменте в рабочей зоне перекомпонования расположены автоматически сменяемые комплекты многоярусного компонования и перекомпонования рабочей позиции автоматической линии, например, три комплекта в несколько ярусов автоматически сменных узлов от верхнего до нижнего ярусов на фундаменте, а над комплектами расположены манипуляторы с захватными устройствами на двух автооператорах промышленного робота верхнего расположения так, что узлы соединены между собой в составе комплекта межузловыми съемными устройствами базирования и крепления, тогда как корпусы сменных узлов имеют проушины захвата захватных устройств манипуляторов автооператоров с возможностью многоярусной смены узлов сменяемых комплектов.
4. Рабочая позиция по п.3, отличающаяся тем, что устройство автоматического базирования и крепления состоит из корпуса, выполненного в виде плиты с взаимно параллельными базовыми поверхностями межузлового соединения так, что нижней базовой поверхностью сопряжен и соединен сверху с нижним автоматически сменным узлом, а верхней базовой поверхностью корпус сопряжен снизу с верхним смежным автоматически сменным узлом, при этом корпус со стороны верхней базовой поверхности содержит механизмы ориентации, базирования и крепления с прилеганием, ориентацией, базированием и креплением верхнего сменного узла на верхней базовой поверхности корпуса, при этом устройство базирования и крепления размещено между двумя ярусами автоматически сменных узлов и составляет межъярусное автоматически разъемное соединение, а с нижней стороны верхнего сменного узла имеются ответные элементы ориентации, базирования и крепления для соединения с устройством автоматического базирования и крепления.
5. Рабочая позиция по п.4, отличающаяся тем, что устройство автоматического базирования и крепления со стороны верхней базовой поверхности содержит боковые направляющие ориентации сменного узла верхнего яруса, подводные опоры с клиновыми механизмами подъема подводных опор от привода перемещения клиньев клинового механизма, элементы базирования сменного узла верхнего яруса на устройстве базирования и крепления, например, в виде базирующих пальцев, механизмы крепления, которые состоят из Т-образных прижимов с клиновыми скосами, приводимые в движение от приводов продольного перемещения прижимов, при этом прижимы расположены с двух сторон продольной осевой линии корпуса устройства базирования и крепления, а скосы попарно расположенных прижимов направлены в сторону продольной осевой линии корпуса устройства, тогда как сменный узел верхнего яруса сверху ориентирован на устройстве относительно боковых направляющих ориентации и установлен на базирующие элементы, верхнюю опорную плоскость устройства с подъемом подводных опор, а прижимы скосами введены в ответные пазы на боковых сторонах корпуса сменного узла верхнего яруса.
6. Рабочая позиция по п.3, отличающаяся тем, что промышленный робот навесного исполнения содержит два автооператора с автономным перемещением по верхним продольным направляющим, причем каждый автооператор имеет три группы кареток сварной рамной конструкции: каретку продольного перемещения, каретку вертикального перемещения, поперечно расположенную каретку, при этом каретка вертикального перемещения расположена под кареткой продольного перемещения на направляющих, которые вместе с приводом вертикального перемещения закреплены на каретке продольного перемещения с возможностью перемещения каретки вертикального перемещения по вертикальным направляющим, тогда как каретка вертикального перемещения содержит две поперечно расположенные каретки на направляющих рамы каретки вертикального перемещения, а каждая поперечно расположенная каретка содержит два вертикально расположенных манипулятора, при этом каждый манипулятор имеет механизм вертикального перемещения захватного устройства.
| Агрегатный модуль с ЧПУ для автоматической линии | 1988 |
|
SU1673391A1 |
| СБОРНО-РАЗБОРНАЯ СТЕНОВАЯ КОНСТРУКЦИЯ ДЛЯ МАЛОЭТАЖНОГО СТРОИТЕЛЬСТВА | 1998 |
|
RU2121549C1 |
| Воздушный экономайзер регенеративного типа | 1925 |
|
SU4236A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| ПЕРЕКОМПОНУЕМАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1995 |
|
RU2080975C1 |
| СПОСОБ СМЕНЫ И ТРАНСПОРТИРОВАНИЯ МНОГОИНСТРУМЕНТАЛЬНЫХ УЗЛОВ В АВТОМАТИЧЕСКОЙ ЛИНИИ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2159695C2 |

