Фиг. 2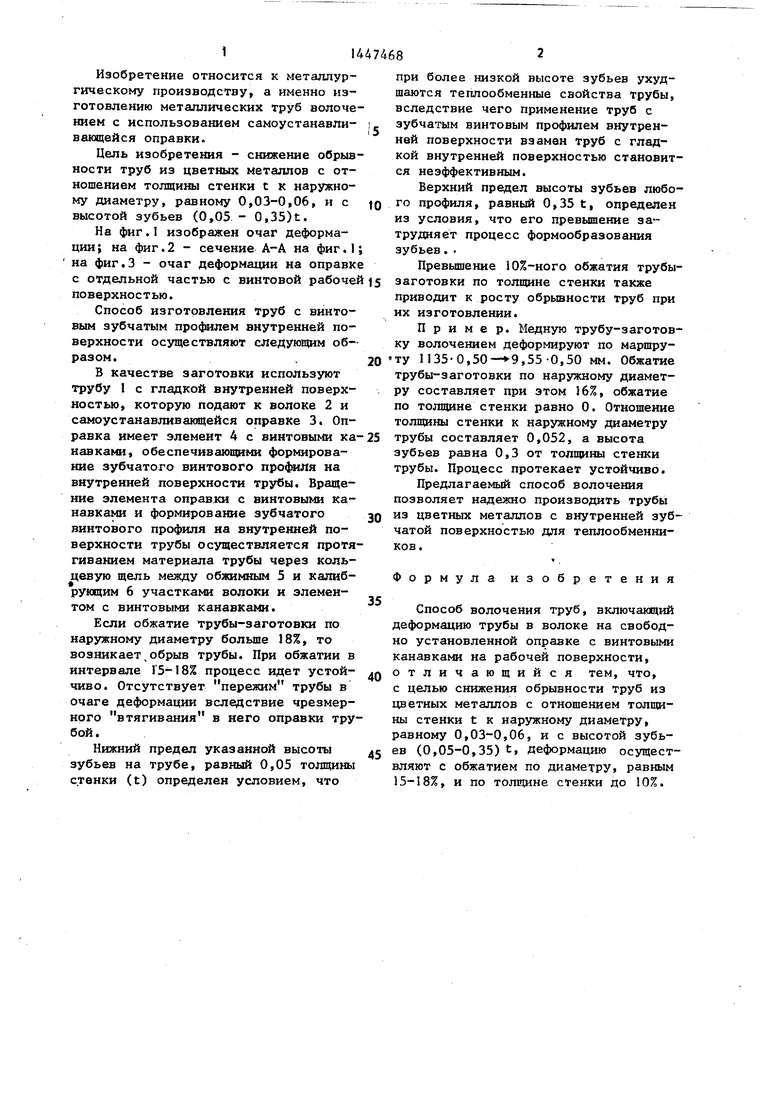
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА КОНИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014925C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014924C1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Способ изготовления многослойных труб | 1988 |
|
SU1627298A1 |
| Способ изготовления труб | 1986 |
|
SU1388132A1 |
| Способ изготовления труб в форме усеченного конуса и устройство для осуществления способа | 2019 |
|
RU2709076C1 |
| Устройство для изготовления прецизионных изделий с наружным винтовым оребрением | 1989 |
|
SU1685579A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
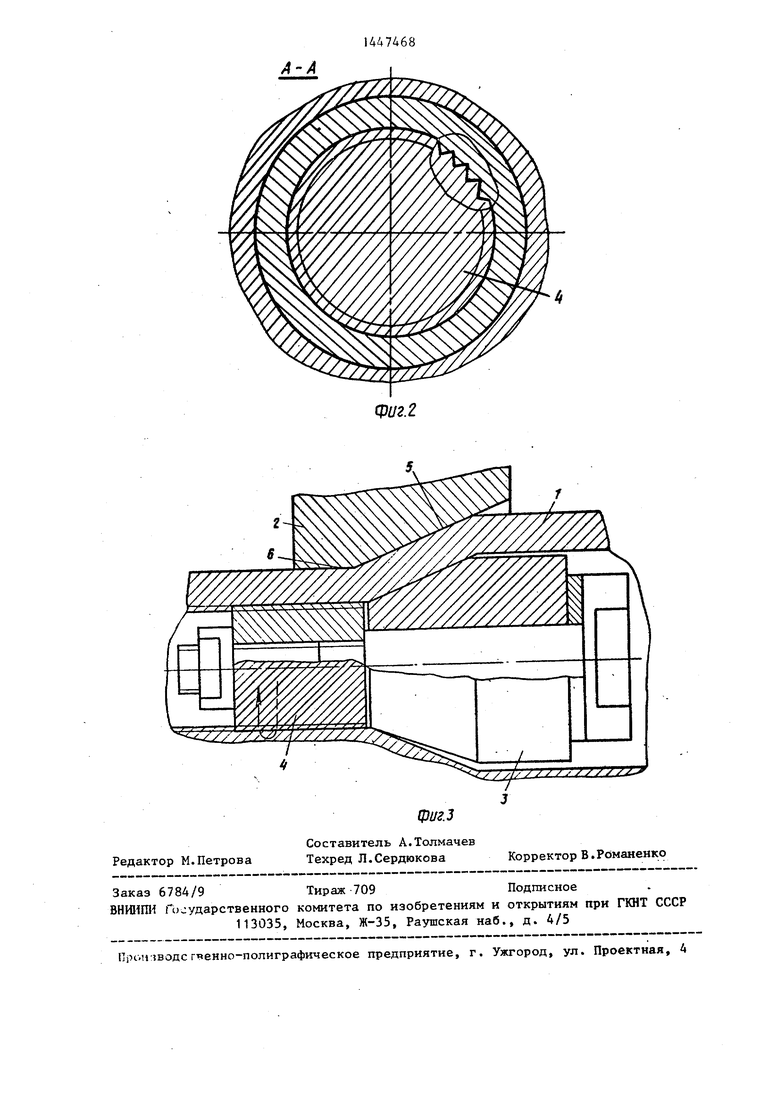
Изобретение относится к металлургическому производству, а именно изготовлению металлических труб волочением с использованием самоустанавливающейся оправки. Целью изобретения является снижение обрывности труб из цветных металлов с отношением толщины стенки t к наружному диаметру, равным 0,03-0,06, и высотой зубьев (О,05-0,35)t. Деформацию осуществляют обжатием по наружному диаметру, равным 15-18%, и по толщине стенки до 10%. Трубу-заготовку 1 подают к волоке 2 и самоустанавливающейся оправке 3, имеющей элемент 4 с винтовыми канавками. Вращение элемента 4 оправки с винтовыми канавками и формирование зубчатого винтового ля на внутренней поверхности трубы осуществляется протягиванием материала трубы через кольцевую щель между обжимным 5 и калибрующим 6 участками волоки и элементом 4 с винтовыми канавками. 3 ил. а (Л
| СПОСОБ ВЫРАБОТКИ КОНСЕРВОВ "ДАГЛАНАН ГОЮН ЭТИ" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ | 2007 |
|
RU2354155C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
