Изобретение относится к волочильному производству.
Известна самоустанавливающаяся оправка для волочения труб, включающая рабочий конический участок, на поверхности которого выполнены канавки, и калибрующий цилиндрический участок 1.
Канавки на поверхности конического участка оправки выполнены кольцевыми, т. е ось канавки перпендикулярна к профильной оси оправки. При таком выполнении канавок со стороны оправки на металл, находящийся в канавке, в направлении, противоположном направлению волочения, действуют максимальные контактные напряжения, величина которых может достигать критических значений. При это.м происходит отрыв металла, находящегося в канавках оправки, от основной его массы (от внутренней поверхности заготовки), что приводит к «забиванию канавок. «Забивание канавок оторвавщимся металлом уменьщает сопротивление осевому перемещению деформируемого металла; усилия, втягивающие оправку в очаг деформации, также уменьшаются, и оправка занимает в очаге деформации положение, отличное от первоначального и обус-ювленное условиями силового равновесия. Так как положение оправки в очаге деформации определяет толщину стенки получаемой трубы, изменение ее положения в ходе волочения приводит к изменению толщины стенки по длине полунепной трубы, т. е. к продольной разностенности.
Целью изобретения является стабилизация положения оправки в очаге деформации в процессе волочения вследствие предотвращения забивания канавок металлом и повышение тем самым точности геометрических размеров получаемых труб.
Цель достигается тем, что канавки выполнены винтовыми с углом наклона винтовой линии к оси оправки 25-75° на 0,5- ,0 длины рабочего конического участка и 0,2-0,5 длины калибрующего цилиндрического участка.
0 Выполнение угла наклона оси образующей канавок к оси оправки в пределах 25-75° выбирают из условия, при котором составляющая нормальных давлений в месте контакта металла с поверхностью канавки, действующая в плоскости, перпендикуоПярной к оси оправки, вызывает вращение оправки вокруг ее оси в ходе волочения. Вследствие вращения оправки образующиеся на внутренней поверхности заготовки выступы, соответствующие впадинам .на оправке, будут «проскальзывать по впадинам оправки без отрыва от заготовки. Втягивание оправки в очаг деформации при использовании предлагаемой оправки производится осевой составляющей сил контактного давления, а также осевыми составляющими сил контактного трения, действующими в месте контакта металла с оправкой. Выполнение канавок на 0,5-1,0 длины конического участка оправки обусловлено тем, что в процессе волочения в зависимости от конкретных технологических условий оправка контактирует с внутренней поверхностью трубы не всегда по всей поверхности конического участка и, следовательно, канавки целесообразно выполнять только на той части конического участка, которая контактирует с внутренней поверхностью трубы. Для того, чтобы суммарное втягивающее усилие, действующее на оправку в процессе волочения, не уменьшалось вследствие уменьщения угла наклона поверхности канавок к оси оправки и сохранялась возможность осуществления той же суммарной деформации, что и в случае использования оправки с кольцевыми канавками на коническом ее участке, указанная оправка имеет винтовые канавки не только на коническом участке, но и на 0,2-0,5 длины цилиндрического участка.
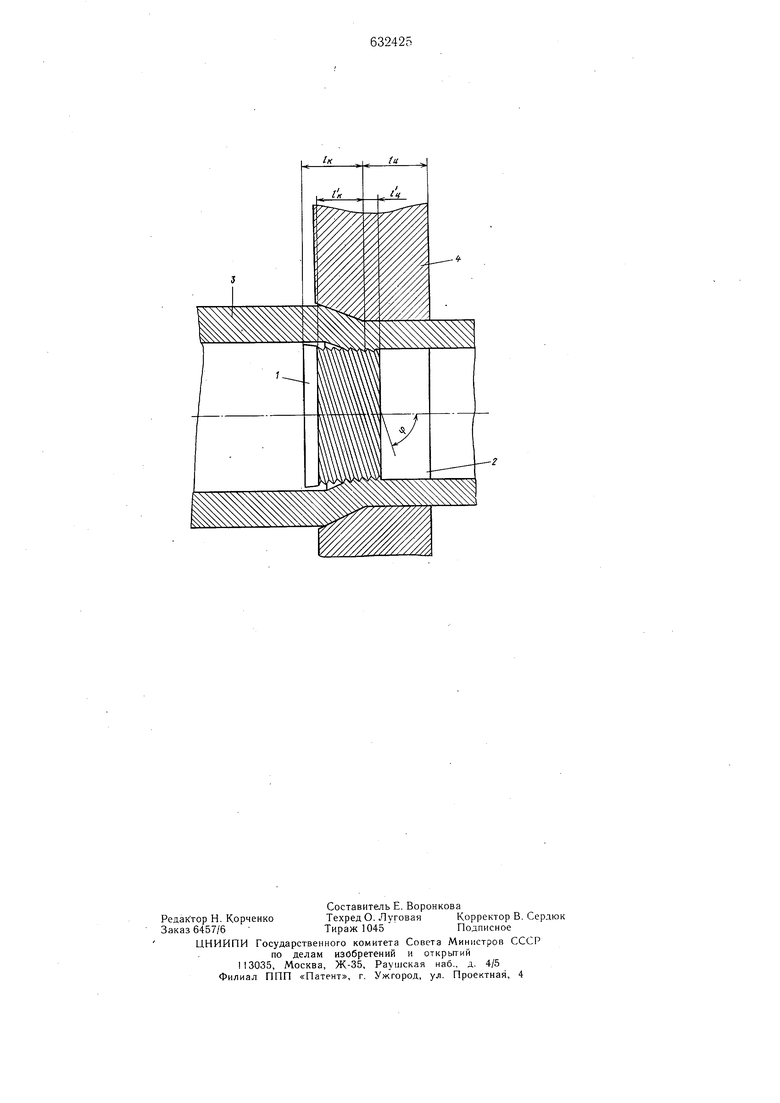
На чертеже изображена предлагаемая самоустанавливающаяся оправка, продольный разрез очага деформации.
Оправка включает рабочий конический участок 1 длиной Е и калибрующий цилиндрический участок 2 длиной Ец.. На поверхности рабочего конического участка длиной РК,,,лежащей в пределах от 0,5 до 1,0 длины конического участка поверхности, и цилиндрического участка длиной Eli,, лежащей в пределах от 0,2 до 0,5 длины этого участка, выполнены винтовые канавки с углом наклона р винтовой линии к оси волочения, лежащим в пределах от 25 до 75°.
Процесс волочения на оправке осуществляют следующим образом.
До начала процесса волочения передний конец заготовки 3 йодвергают забивке. Оправку вводят в заготовку 3 до забивки конца так, чтобы в процессе забивки одновременно получить на заготовке конец, свободно проходящий в волоку 4, и прижать внутреннюю поверхность заготовки у. оправке, что обеспечивает ее стабильное положение в очаге деформации в начале процесса волочения. Заготовку с оправкой вво- ч дят в волоку и к переднему концу прикладывают тянущее усилие. При движении заготовки в направлении юлочения под действием тянущего усилия, приложенного к переднему концу трубы, на поверхности металла образуются винтовые выступы, профиль которых соответствует профилю винтовых впадин-канавок на оправке. Взаимодействие поверхности выступов на металле и впадин на оправке приводит к вращению
оправки в процессе волочения, что предотвращает отрыв частей металла, находящегося в канавках оправки, от основной массы заготовки и стабилизирует величину втя, гивающих усилий, действующих на оцравку со стороны деформируемого металла, а следовательно, обеспечивает постоянное положение оправки в очаге деформации и постоянную толщину стенки получаемой тру. бь1 по всей ее длине. На части цилиндрического участка оправки, где канавки отсутствуют, происходит «сглаживание выступов на внутренней поверхности трубы и готовая труба имеет гладкое цилиндрическое отверстие.
Изготов тение труб волочением на предлагаемой самоустанавливаюшейся оправке позволяет повысить точность размеров получаемых труб, что дает экономический эффект в народном хозяйстве страны.
Формула изобретения
Самоустанавливающаяся оправка для волочения труб, включающая рабочий конический участок, на поверхности которого выполнены канавки, и калибрующий цилиндрический участок, отличающаяся тем, что, с целью стабилизации положения оправки в очаге деформации в процессе волочения вследствие предотвращения, забивания канавок металлом и повышения те.м самым точности геометрических размеров получаемых труб, канавки выполнены винтовыми с углом наклона винтовой линии к оси оправки 25-75° на 0,5-1,0 длины рабочего конического участка и 0,,5 длины калибрующего цилиндрического участка.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетатьство СССР № 495115, кл. В 21 С 3/16, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для продольной прокатки труб | 1978 |
|
SU747540A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014924C1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА КОНИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014925C1 |
| Самоустанавливающаяся оправка для волочения труб | 1987 |
|
SU1528593A1 |
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Оправка для пилигримовой прокатки труб | 1978 |
|
SU737035A1 |
| Оправка для продольной прокатки труб | 1984 |
|
SU1146112A1 |
| Способ изготовления труб | 1986 |
|
SU1388132A1 |