6, на последнем в местах будущих горизонтальных площадок 7 образуются утолщения 5, благодаря чему обеспечивается накопление излищка металла для образования на последующей операции горизон- 5 тальных площадок 7 на фланце 6, количество которых соответствует количеству ребер 3 жесткости. При этом также происходит калибровка радиуса Ri и умень- щение его минимальной величины г. На заИзобретение касается обработки металлов давлением и относится к способам изготовления полых двустенных деталей с фланцем.
Цель изобретения - расщирение технологических возможностей путем изготовления деталей с ребрами жесткости и торо- образным фланцем, имеющим горизонтальные площадки.
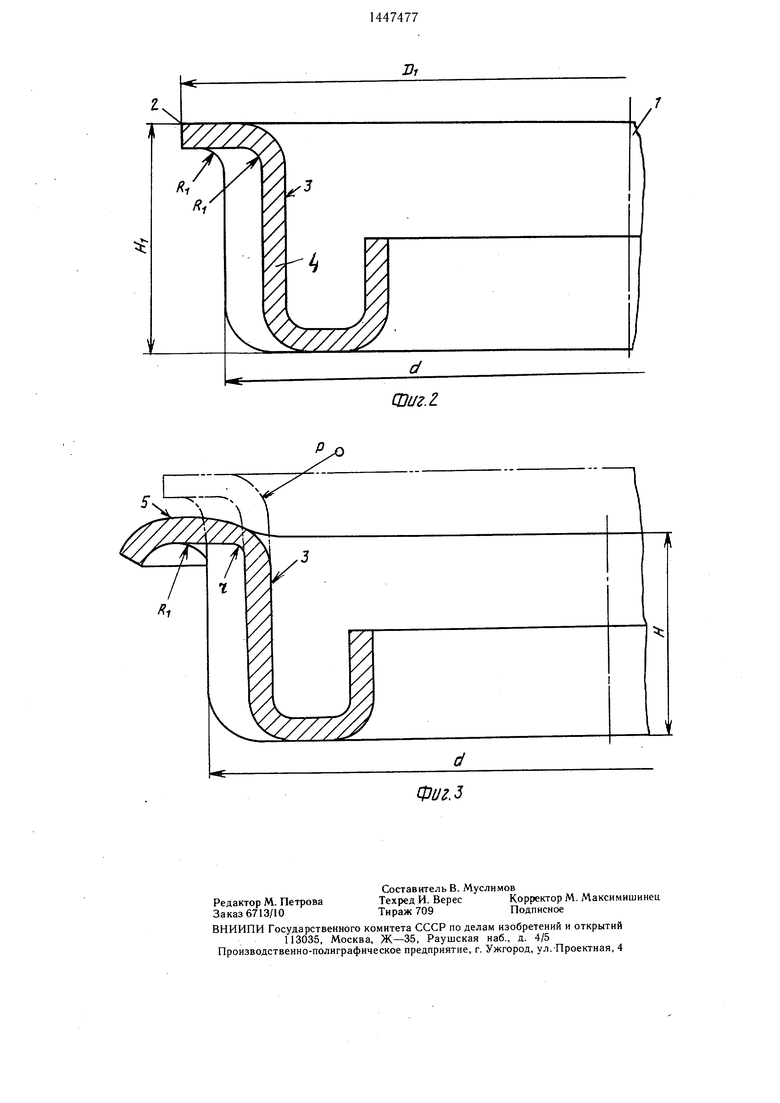
На фиг. 1 изображена готовая деталь, продольное сечение и вид сверху; на фиг. 2 - ю ключительной операции производят плюще- полуфабрикат, продольный разрез; на фиг. ние утолщений 5 до получения горизон- 3 - то же, в процессе отбортовки фланца тальных площадок 7.
и образования горизонтальных площадокТаким образом, данный способ по сравна фланце.нению с известным имеет более щирокие
На фиг. 1-3 приняты следующие обо- технологические возможности, так как поз- значения: 1 - готовая деталь, 2 - плоский воляет получать двустенные детали с реб- фланец, 3 - ребра жесткости, 4 - полуфабрикат, 5 - утолщения на фланце в зоне ребер жесткости, 6 - торообразный фланец, 7 - горизонтальные площадки на фланце.
Способ осуществляют следующим обра- 2Q зом.
Способ изготовления полых двустенных
Вначале из листового материала выру- деталей с фланцем, включающий вытяжку бают заготовку (не показана), вырезают в из плоской заготовки полого полуфабри- ней центральное отверстие и вытягивают ката с плоским фланцем, вырезку отверс- полый полуфабрикат 4 с плоским фланцем 25 тин в центральной части заготовки и фор- 2 и радиусом Ri сопряжения наружноймирование внутренней стенки, отличаюц ийся
рами жесткости и торообразным фланцем, имеющим горизонтальные площадки, необходимые для выполнения отверстий.
Формула изобретения
боковой поверхности полуфабриката 4 с его фланцем 2. Высота Hi полуфабриката 4 превышает высоту Н готовой детали 1 на величину радиуса Ri величину которого назначают из условия предотвращения разрывов и утонения. Одновременно с вытяжкой на стенке полуфабриката 4 формуют продольные ребра 3 жесткости. Затем путем отбортовки внутрь кромки центрального отверстия
30
тем, что, с целью расширения технологических возможностей путем изготовления деталей с ребрами жесткости и торообразным фланцем, имеющим горизонтальные площадки, вырезку отверстия производят перед вытяжкой, в результате вытяжки получают полуфабрикат высотой, превышающей высоту готовой детали на величину радиуса сопряжения наружной боковой поверхности
формируют внутреннюю стенку полуфабри-полуфабриката с его фланцем, после выката 4.тяжки осуществляют формирование внутренПосле этого производят отбортовку плос-ней стенки путем отбортовки внутрь края
кого фланца 2 полуфабриката 4 до торо-отверстия, причем в процессе вытяжки на
образного поперечного сечения, для чегостенке полуфабриката формуют продольполуфабрикат 4 защемляют до высоты Н,ные ребра жесткости, после формирова- а на плоский фланец 2 воздействуют осе- 40 ния внутренней стенки отбортовывают с повым усилием со стороны эластичной фазы (немощью эластичной среды фланец полуфабрипоказана).ката до торообразного поперечного сечения
Поскольку в зонах ребер 3 жесткостис образованием утолщений на фланце в
сопротивление материала полуфабриката 4зонах ребер жесткости, после чего произвоздействию усилия осевого усилия будетводят плющение утолщений до получения большим, чем на остальных участках фланца горизонтальных площадок.
6, на последнем в местах будущих горизонтальных площадок 7 образуются утолщения 5, благодаря чему обеспечивается накопление излищка металла для образования на последующей операции горизон- тальных площадок 7 на фланце 6, количество которых соответствует количеству ребер 3 жесткости. При этом также происходит калибровка радиуса Ri и умень- щение его минимальной величины г. На заключительной операции производят плюще- ние утолщений 5 до получения горизон- тальных площадок 7.
технологические возможности, так как поз- воляет получать двустенные детали с реб-
рами жесткости и торообразным фланцем, имеющим горизонтальные площадки, необходимые для выполнения отверстий.
Формула изобретения
0
тем, что, с целью расширения технологических возможностей путем изготовления деталей с ребрами жесткости и торообразным фланцем, имеющим горизонтальные площадки, вырезку отверстия производят перед вытяжкой, в результате вытяжки получают полуфабрикат высотой, превышающей высоту готовой детали на величину радиуса сопряжения наружной боковой поверхности
полуфабриката с его фланцем, после вытяжки осуществляют формирование внутрен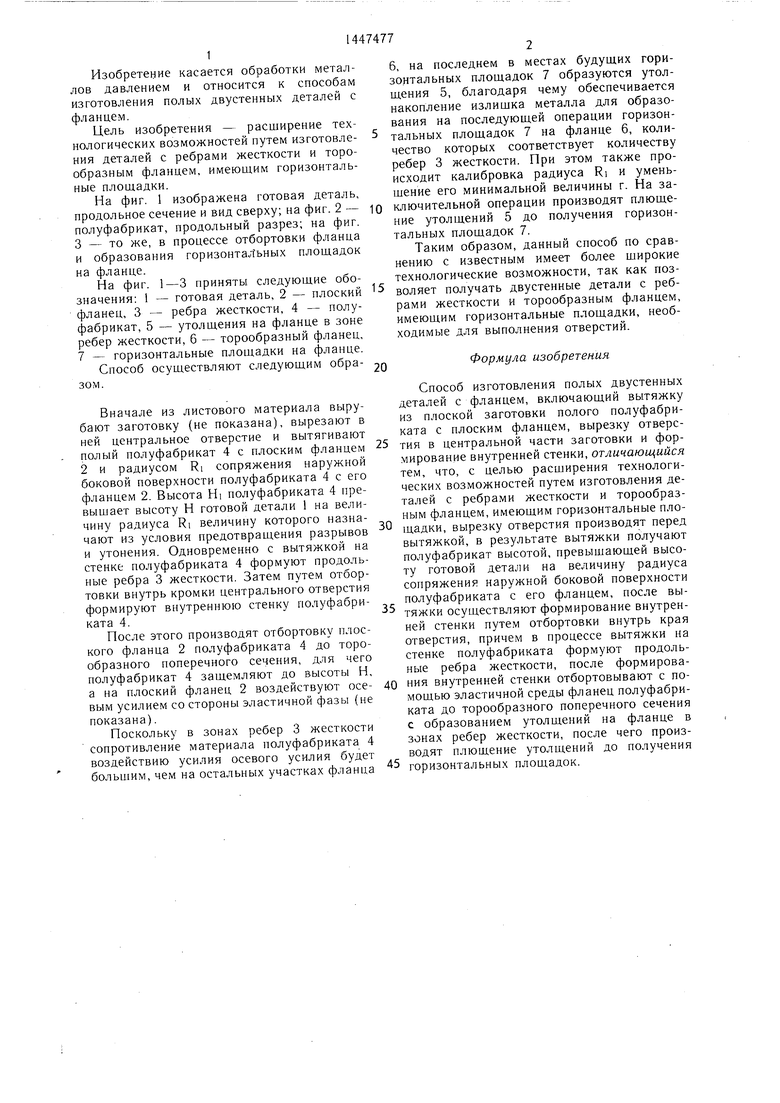
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| РЕГУЛИРУЕМАЯ НЕСУЩАЯ КОНСТРУКЦИЯ ДЛЯ ФАЛЬШПОЛА | 2013 |
|
RU2540723C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ | 2013 |
|
RU2610643C2 |
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| Способ штамповки деталей в виде лепестка двойной кривизны с плоским фланцем | 1989 |
|
SU1706752A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБ МЕТАЛЛИЧЕСКОГО ТЕРМОСА | 1995 |
|
RU2089320C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении двустенных деталей. Цель изобретения - расширение технологических возможностей путем изготовления деталей с ребрами жесткости и торообразным фланцем, имеюшим горизонтальные плош.адки. Вырезку отверстия производят перед вытяжкой. В результате вытяжки получают полуфабрикат высотой, превышающей высоту готовой детали 1 на величину радиуса сопряжения наружной боковой поверхности полуфабриката с его фланцем. Одновременно с вытяжкой на стенке полуфабриката формуют продольные ребра 3 жесткости. После вытяжки осуществляют формирование внутренней стенки путем отбортовки внутрь края отверстия. Воздействием эластичной среды отбортовывают плоский фланец полуфабриката до торообразного поперечного сечения с образованием утолщений на полученном фланце 6 в зонах ребер 3 жесткости. Производят плющение утолщений до получения горизонтальных площадок 7. Поскольку в зонах ребер 3 жесткости сопротивление материала полуфабриката воздействию усилия деформирования будет боль- Q щим, чем на остальных участках фланца -6, - то в указанных зонах образуется излишек материала в виде утолшений, необходимый для получения горизонтальных площадок 7. 3 ил. (Л
озиг.г
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке, М.: Машиностроение, 1971, с | |||
| СЧЕТНЫЙ ДИСК ДЛЯ РАСЧЕТА СОСТАВНЫХ ЧАСТЕЙ ПИЩИ | 1919 |
|
SU284A1 |
| Ручная тележка для грузов, превращаемая в сани | 1920 |
|
SU238A1 |
