ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу изготовления и производственному устройству для изготовления формуемого прессованием изделия и, в частности, к способу изготовления и производственному устройству для изготовления формуемого прессованием изделия, выполненного из стального листа с высоким сопротивлением растяжению, с пределом прочности на разрыв 390 МПа или более, имеющего приблизительно желобообразное поперечное сечение, включающее днище желоба, ребра, которые являются продолжением днища желоба, и боковые стенки, которые являются продолжением ребер, и в котором наружную отбортовку формируют на концевой части в продольном направлении.
УРОВЕНЬ ТЕХНИКИ
[0002] Пол кузова транспортного средства (далее называемый просто «полом») не только главным образом ответственен за жесткость при скручивании и жесткость при изгибе кузова транспортного средства во время движения транспортного средства, но также ответственен за передачу ударной нагрузки во время аварийного столкновения, кроме того, он в большой степени влияет на вес кузова транспортного средства, и поэтому необходимо добиваться противоречивых характеристик как высокой жесткости, так и малого веса. Пол включает плоские панели (например, приборная панель, передняя панель пола, задняя панель пола и так далее), которые сварены друг с другом, длинные детали (например, поперечина пола, поперечина сиденья, и так далее), имеющие приблизительно желобообразные поперечные сечения, которые закреплены сваркой в положении по направлению ширины транспортного средства на этих плоских панелях для повышения жесткости и прочности пола, и длинные детали (боковая балка, лонжерон и так далее), имеющие приблизительно желобообразные поперечные сечения, которые закреплены размещенными по переднему и заднему направлению транспортного средства для повышения жесткости и прочности пола. Например, поперечину пола обычно соединяют с другими деталями, например, такими как туннельный участок передней панели пола и боковая балка, посредством наружных отбортовок, сформированных на обеих концевых частях в продольном направлении.
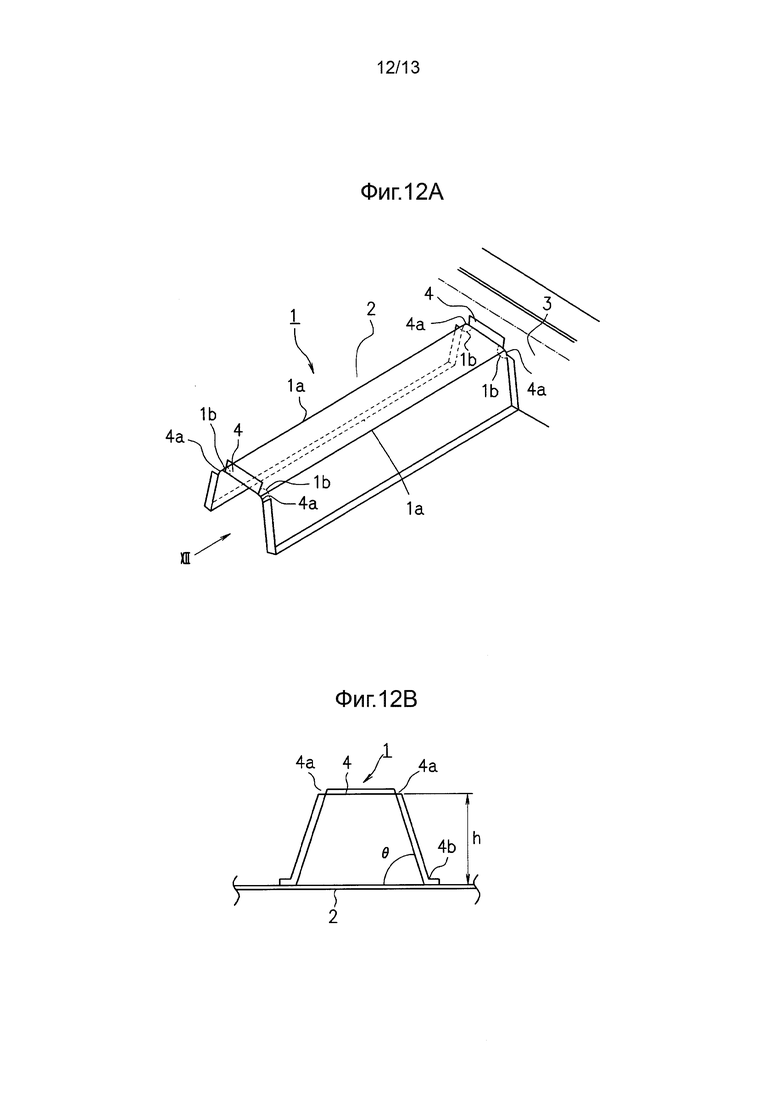
[0003] Фиг. 12А, Фиг. 12В представляют пояснительные изображения, иллюстрирующие поперечину 1 пола. Фиг. 12А представляет вид в перспективе, а Фиг. 12В представляет вид по стрелке XII с Фиг. 12А.
Как правило, поперечину 1 пола присоединяют к верхней поверхности (поверхности на внутренней стороне) передней панели 2 пола. Пол упрочняется этой поперечиной 1 пола, соединяющей туннельную часть (не иллюстрированную), сформированную выгибанием приблизительно в центре по направлению ширины передней панели 2 пола, и боковые балки 3, точечной сваркой на обеих концевых частях по направлению ширины передней панели 2 пола. Поперечина 1 пола имеет приблизительно желобообразное поперечное сечение, и ее точечной сваркой приваривают к туннельной части и боковым балкам 3 посредством наружных отбортовок 4, сформированных на обеих концевых частях в ее продольном направлении, и тем самым повышается жесткость пола и характеристики передачи нагрузки, когда прилагается ударная нагрузка.
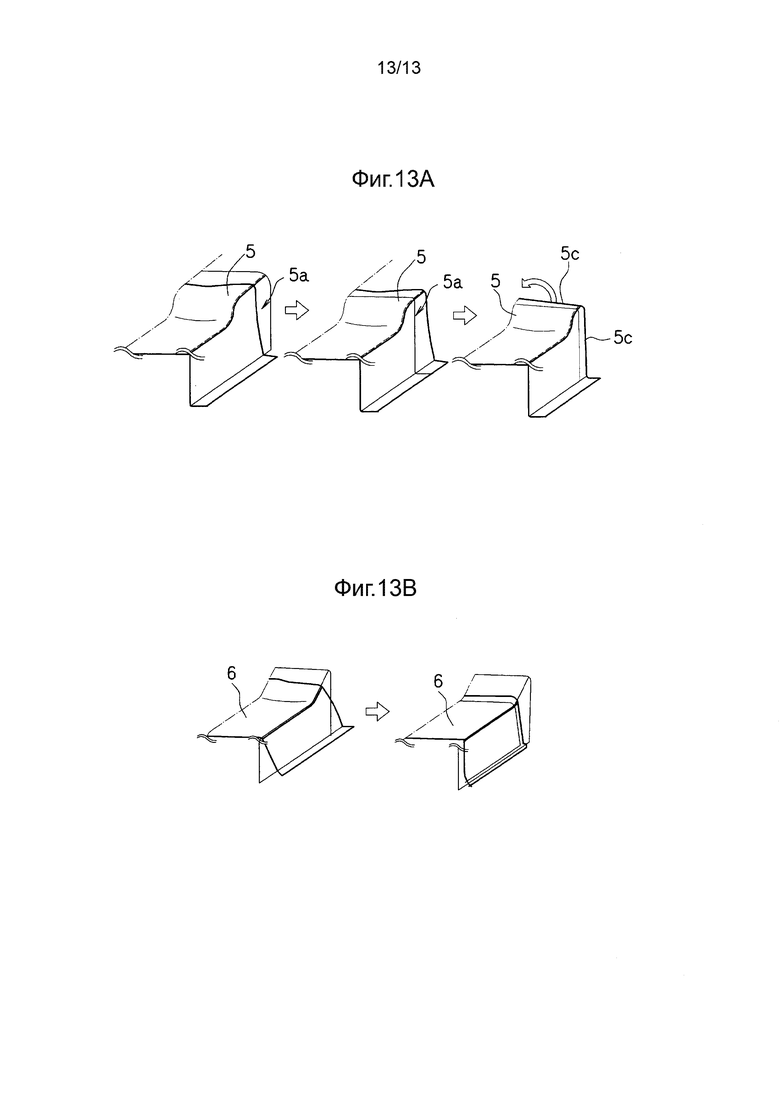
[0004] Фиг. 13А и Фиг. 13В представляют пояснительные изображения, схематически иллюстрирующие традиционный способ формования поперечины 1 пола прессованием. Фиг. 13А представляет пояснительное изображение, схематически иллюстрирующее вытяжку, в которой формование выполняют, прилагая в это время прижимающее усилие к концу материала с помощью прижима для заготовки. Фиг. 13В представляет пояснительное изображение, схематически иллюстрирующее гибочную формовку с использованием заготовки 6 без заусенцев после формовки.
[0005] При формовании прессованием с вытяжкой, иллюстрированном в Фиг. 13А, прессованием материала 5 формируют избыточный участок 5а, избыточный участок 5а срезают вдоль линии 5b среза, и после этого остается фланец 5с. Кроме того, при формовании прессованием с изгибанием, иллюстрированном в Фиг. 13В, формование прессованием с изгибанием выполняют на заготовке 6 без заусенцев после формовки, имеющей форму заготовки без заусенцев. Поперечину 1 пола традиционно формируют выполнением формования прессованием с вытяжкой, иллюстрированного в Фиг. 13А, или формования прессованием с изгибанием, иллюстрированного в Фиг. 13В. С позиции повышения выхода материала формование прессованием с изгибанием является более предпочтительным, чем формование прессованием с вытяжкой, которое сопровождается срезанием избыточной части 5а.
[0006] Поперечина 1 пола является важной конструкционной деталью, которая ответственна за повышение жесткости кузова транспортного средства и поглощение ударной нагрузки во время бокового столкновения (бокового удара). Соответственно этому, в недавние годы в качестве материала поперечины 1 пола, из соображений снижения веса и повышения безопасности при столкновении, использовали более тонкий и более прочный стальной лист с высоким пределом прочности на разрыв, например, высокопрочный при растяжении стальной лист с пределом прочности на разрыв 390 МПа или более (высокопрочный стальной лист, или HSS [стальной лист с высоким пределом прочности на разрыв]). Однако формуемость стального листа с высоким пределом прочности на разрыв оказывается неудовлетворительной, и поэтому существует проблема низкой гибкости конструирования поперечины 1 пола.
[0007] Это более конкретно описано со ссылкой на Фиг. 12А и Фиг. 12В. Желательно сформировать сплошную наружную отбортовку 4 по всей периферии концевой части поперечины 1 пола, и получить ширину фланца с определенной степенью длины для усиления прочности соединения и жесткости при скручивании между поперечиной 1 пола и туннельной частью передней панели 2 пола, боковыми балками 3, и для повышения жесткости пола и характеристик передачи нагрузки по время столкновения.
[0008] Однако желательную форму затруднительно получить, когда сплошную наружную отбортовку 4 формируют на всей периферии концевой части поперечины 1 пола, и получить ширину фланца с определенной степенью длины вследствие того, что по существу растягиваемый фланец растрескивается на участке фланца, соответствующем наружному краю ребра наружной отбортовки 4 (далее называемом «примыкающим к ребру участком фланца»), и происходит сминание на смежном участке 1b наружной отбортовки 4 у ребра 1а. Эти дефекты формования легко возникают, когда прочность материала поперечины 1 пола является более высокой, и когда более высокой становится степень удлинения фланца при формовании примыкающего к ребру участка 4а фланца наружной отбортовки 4 (а именно, например, когда угол θ наклона стенки в поперечном сечении в Фиг. 12В становится более крутым, или когда увеличивается высота фланца).
[0009] Существует тенденция к созданию высокопрочной поперечины 1 пола для снижения веса кузова транспортного средства, и тенденция к разработке формы с высокой степенью удлинения фланца из соображений его технических характеристик и формы участка соединения с другими деталями, и поэтому оказывается затруднительным выполнение формования сплошной наружной отбортовки 4, включающей примыкающий к ребру участок 4а фланца, с использованием традиционного способа формования прессованием. Соответственно этому, в настоящее время сложилась ситуация, в которой не могут быть просто созданы вырезы на примыкающем к ребру участке 4а фланца наружной отбортовки 4 поперечины 1 пола, изготовленной из стального листа с высоким сопротивлением растяжению, как иллюстрировано в Фиг. 12А и Фиг. 12В, вследствие ограничений технологии формования прессованием, как было указано выше, даже если приемлемо снижение технических характеристик поперечины 1 пола.
[0010] В Патентных Документах 1-3 представлены изобретения, в которых проблему недостаточной способности к сохранению формы штампованного изделия из высокопрочного материала разрешают разработкой конструкции инструмента для формования металла с башмаком, хотя он не предназначен для формования поперечины 1 пола. Эти изобретения представляют решения, в которых в материале преднамеренно создают деформацию во время формования путем взаимного расположения башмака, нажимающего по меньшей мере на часть детали (днище желоба), где верхняя часть пуансона и верхняя часть пуансона находятся напротив друг друга, чтобы тем самым обеспечить улучшение способности к сохранению формы после формования.
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0011] Патентный Документ 1: Японская Патентная Публикация №4438468;
Патентный Документ 2: Японская Выложенная Патентная Публикация №2009-255116; и
Патентный Документ 3: Японская Выложенная Патентная Публикация №2012-051005.
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0012] Затруднительно сформировать поперечину 1 пола в виде полученного прессованием изделия, изготовленного из стального листа с высоким пределом прочности на разрыв на уровне 390 МПа или более, имеющего приблизительно желобообразное поперечное сечение, включающего днище желоба, ребра и боковые стенки, и в котором наружную отбортовку формируют в области вдоль по меньшей мере части каждого из ребра, днища желоба и боковой стенки, на обеих сторонах ребра от концевой части в продольном направлении, без создания вырезов на примыкающем к ребру участке 4а фланца наружной отбортовки 4, или без снижения выхода материала, даже если основываться на традиционных изобретениях, раскрытых в Патентных Документах 1-3.
[0013] Задача настоящего изобретения состоит в создании способа и производственного устройства для изготовления формованного прессованием изделия, например, такого как поперечина пола, выполненного из стального листа с высоким пределом прочности на разрыв на уровне 390 МПа или более, имеющего приблизительно желобообразное поперечное сечение, включающего днище желоба, ребра и боковые стенки, и в котором наружную отбортовку формируют в области по меньшей мере части каждого из ребра, днища желоба и боковой стенки, на обеих сторонах его, от концевой части в продольном направлении, без создания вырезов на примыкающем к ребру участке фланца наружной отбортовки 4, или без снижения выхода материала.
РЕШЕНИЕ ЗАДАЧИ
[0014] Краткое описание настоящего изобретения приведено ниже.
[1] Способ изготовления формованного прессованием изделия, изготовленного из стального листа с высоким пределом прочности на разрыв на уровне 390 МПа или более, имеющего приблизительно желобообразное поперечное сечение, включающее днище желоба, ребра, которые являются продолжением днища желоба, и боковые стенки, которые являются продолжением ребер, и в котором наружную отбортовку формируют в области по меньшей мере части каждого из ребра, днища желоба и боковой стенки, на обеих сторонах его, от концевой части в продольном направлении, выполнением формования прессованием подвергаемого прессованию материала с использованием прессовального устройства, которое включает пуансон, матрицу и башмак, прижимающий подвергаемый прессованию материал к пуансону, причем способ изготовления включает: первую стадию, на которой выполняют формование прессованием, в то время как башмак прижимает часть, формуемую с образованием днища желоба, и по меньшей мере участок части, формуемой с образованием ребра на прессуемом материале; и вторую стадию, на которой выполняют формование прессованием частей, которые не могут быть сформованы на первой стадии.
[2] Способ изготовления формованного прессованием изделия согласно пункту [1], в котором башмак прижимает часть, имеющую длину, составляющую одну треть или более длины развертки поперечного сечения ребра, начиная от участка соединения с днищем желоба.
[3] Способ изготовления формованного прессованием изделия согласно пунктам [1] или [2], в котором башмак прижимает часть, формируемую с образованием ребра в пределах предварительно заданной области от корневой части наружной отбортовки по направлению, где ребро проходит в продольном направлении части, формуемой с образованием ребра.
[4] Способ изготовления формованного прессованием изделия согласно любому из пунктов [1]-[3], в котором формуемое прессованием изделие имеет приблизительно желобообразное поперечное сечение, дополнительно включающее изогнутые участки, которые являются продолжением боковых стенок, и фланцы, которые являются продолжением изогнутых участков.
[5] Способ изготовления формованного прессованием изделия согласно любому из пунктов [1]-[4], в котором формование прессованием представляет собой гибочную формовку.
[6] Способ изготовления формованного прессованием изделия согласно любому из пунктов [1]-[4], в котором формование прессованием представляет собой вытяжку.
[7] Производственное устройство для изготовления формованного прессованием изделия, предназначенное для изготовления формованного прессованием изделия, выполненного из стального листа с высоким пределом прочности на разрыв на уровне 390 МПа или более, имеющего приблизительно желобообразное поперечное сечение, включающее днище желоба, ребра, которые являются продолжением днища желоба, и боковые стенки, которые являются продолжением ребер, и в котором наружную отбортовку формируют в области по меньшей мере части каждого из ребра, днища желоба и боковой стенки, на обеих сторонах его, от концевой части в продольном направлении, причем производственное устройство включает: пуансон, матрицу и башмак, который прижимает формуемый прессованием материал к пуансону, причем башмак имеет форму, прижимающую часть, формуемую с образованием днища желоба, и по меньшей мере участок части, формуемой с образованием ребра на прессуемом материале.
[8] Производственное устройство для изготовления формованного прессованием изделия согласно пункту [7], в котором башмак имеет форму, прижимающую часть, имеющую длину, составляющую одну треть или более длины развертки поперечного сечения ребра, начиная от участка соединения с днищем желоба.
[9] Производственное устройство для изготовления формованного прессованием изделия согласно пункту [7] или [8], в котором башмак прижимает часть, формуемую с образованием ребра, в пределах предварительно заданной области от корневой части наружной отбортовки по направлению, где ребро проходит в продольном направлении части, формуемой с образованием ребра.
[10] Производственное устройство для изготовления формованного прессованием изделия согласно любому из пунктов [7]-[9], в котором формуемое прессованием изделие имеет приблизительно желобообразное поперечное сечение, дополнительно включающее изогнутые участки, которые являются продолжением боковых стенок, и фланцы, которые являются продолжением изогнутых участков.
[11] Производственное устройство для изготовления формованного прессованием изделия согласно любому из пунктов [7]-[10], в котором формование прессованием представляет собой гибочную формовку.
[12] Производственное устройство для изготовления формованного прессованием изделия согласно любому из пунктов [7]-[10], в котором формование прессованием представляет собой вытяжку.
Следует отметить, что башмак согласно изобретениям, раскрытым в Патентных Документах 1-3, является таким, чтобы обеспечивать взаимное расположение между верхней частью пуансона и башмаком, прижимающим по меньшей мере участок части (днище желоба), обращенной к верхней части пуансона, и башмак согласно настоящему изобретению отличается от изобретений, раскрытых в Патентных Документах 1-3, в том отношении, что башмак имеет форму, которая преднамеренно прижимает также ребро.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0015] Согласно настоящему изобретению, можно надежно сформировать формованное прессованием изделие, выполненное из стального листа с высоким пределом прочности на разрыв на уровне 390 МПа или более, имеющее приблизительно желобообразное поперечное сечение, включающее днище желоба, ребра, и боковые стенки, и в котором наружную отбортовку формируют в области ребра, по меньшей мере одного участка каждого из днища желоба и боковой стенки, на обеих сторонах его, от концевой части в продольном направлении, без создания вырезов на примыкающем к ребру участке фланца наружной отбортовки, или без снижения выхода материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Фиг. 1А представляет вид, схематически иллюстрирующий схематическую конфигурацию производственного устройства для изготовления формованного прессованием изделия, согласно одному варианту исполнения и первой стадии;
Фиг. 1В представляет вид в разрезе, иллюстрирующий форму поперечного сечения формованного прессованием изделия, изготовленного в настоящем варианте исполнения;
Фиг. 1С представляет вид в перспективе, иллюстрирующий конфигурацию около реброобразующего башмака в первой стадии;
Фиг. 1D представляет вид, когда формованное прессованием изделие, изготовленное в настоящем варианте исполнения, рассматривают с боковой стороны в продольном направлении;
Фиг. 2А представляет вид в перспективе формованного прессованием изделия согласно аналитическому примеру 1;
Фиг. 2В представляет вид по стрелке II с Фиг. 2А;
Фиг. 2С представляет вид в поперечном разрезе формованного прессованием изделия из аналитического примера 1;
Фиг. 3А представляет вид в перспективе, иллюстрирующий пуансон, матрицу и формуемый прессованием материал во время формования согласно соответствующему изобретению способу;
Фиг. 3В представляет вид в перспективе, иллюстрирующий пуансон, реброобразующий башмак и формуемый прессованием материал во время формования согласно соответствующему изобретению способу;
Фиг. 3С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок с Фиг. 3В;
Фиг. 3D представляет вид в разрезе, проведенном по линии III-III с Фиг. 3С;
Фиг. 4А представляет вид в перспективе, иллюстрирующий пуансон, матрицу, башмак и формуемый прессованием материал во время формования согласно традиционному способу;
Фиг. 4В представляет вид в перспективе, иллюстрирующий пуансон, башмак и формуемый прессованием материал во время формования согласно традиционному способу;
Фиг. 4С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок с Фиг. 4В;
Фиг. 5А представляет диаграмму характеристик, иллюстрирующую результат численного анализа взаимосвязи между углом прижима башмаком формуемого прессованием материала и максимальным значением сокращения толщины листа на концевой части примыкающего к ребру участка фланца наружной отбортовки в аналитическом примере 1;
Фиг. 5В представляет вид, иллюстрирующий положения оценки (участок с опасностью растрескивания) сокращения толщины листа, как объекты оценки в аналитическом примере 1;
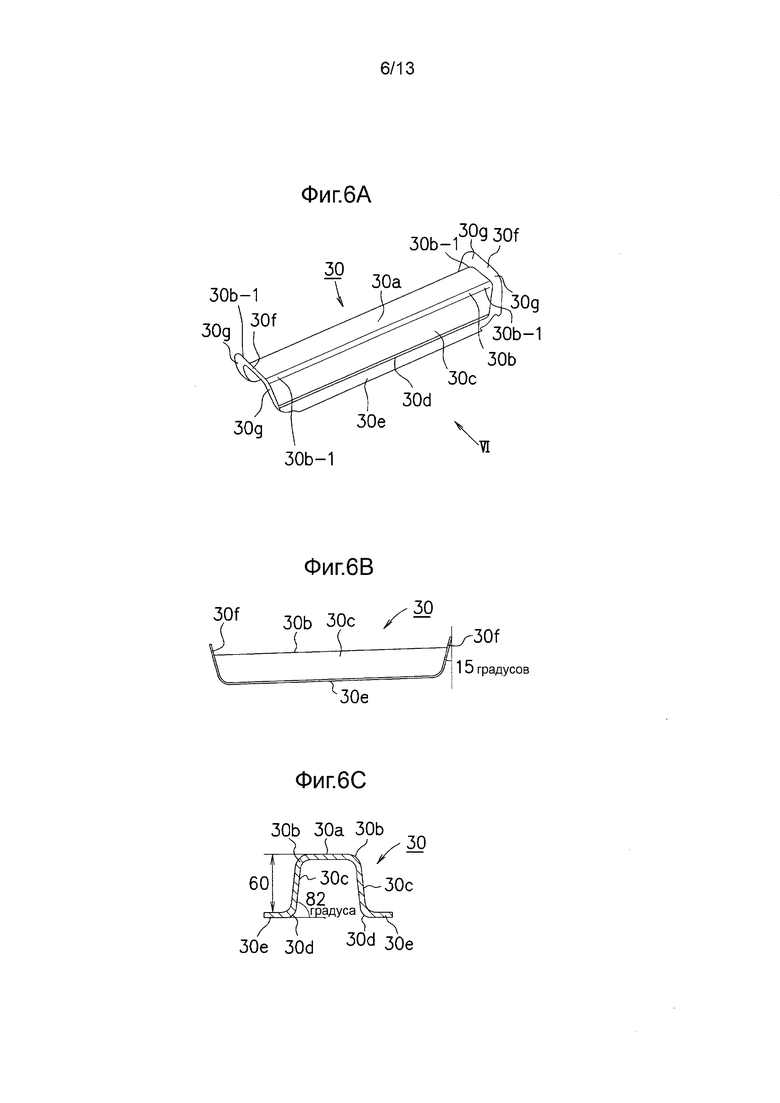
Фиг. 6А представляет вид в перспективе формованного прессованием изделия из аналитического примера 2;
Фиг. 6В представляет вид по стрелке VI с Фиг. 6А;
Фиг. 6С представляет вид в поперечном разрезе формованного прессованием изделия из аналитического примера 2;
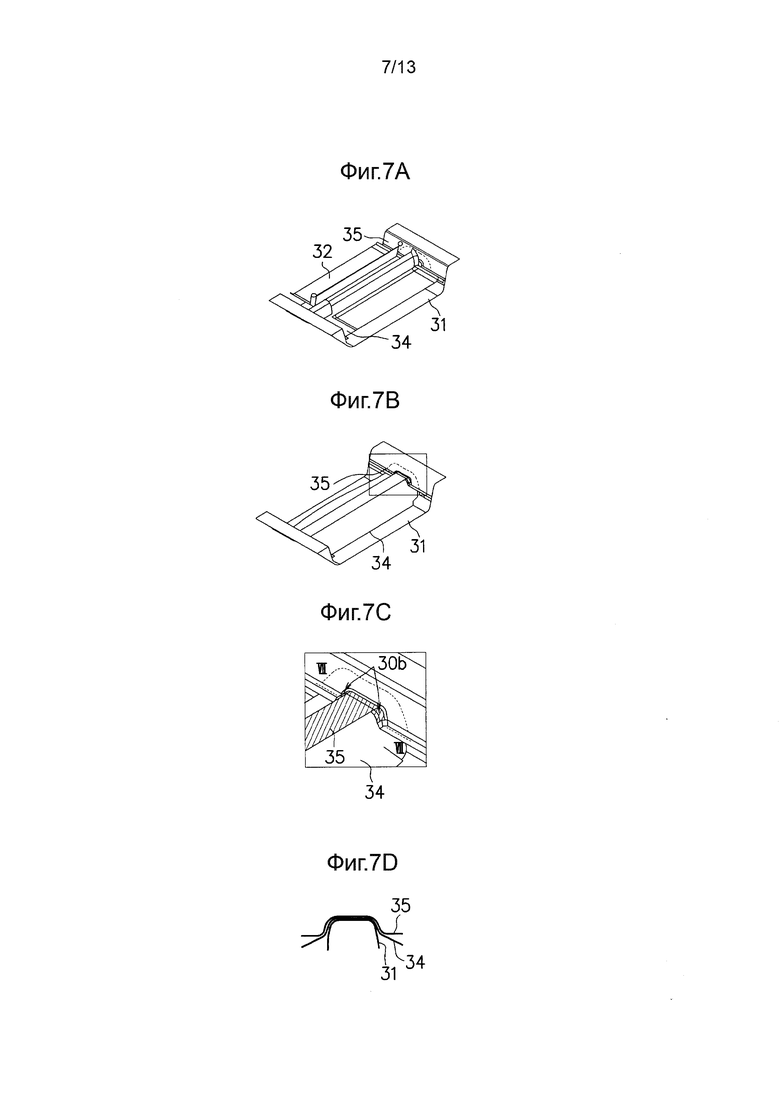
Фиг. 7А представляет вид в перспективе, иллюстрирующий пуансон, матрицу, реброобразующий башмак и формуемый прессованием материал во время формования согласно соответствующему изобретению способу;
Фиг. 7В представляет вид в перспективе, иллюстрирующий пуансон, реброобразующий башмак и формуемый прессованием материал во время формования согласно соответствующему изобретению способу;
Фиг. 7С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок с Фиг. 7В;
Фиг. 7D представляет вид в разрезе, проведенном по линии VII-VII с Фиг. 7С;
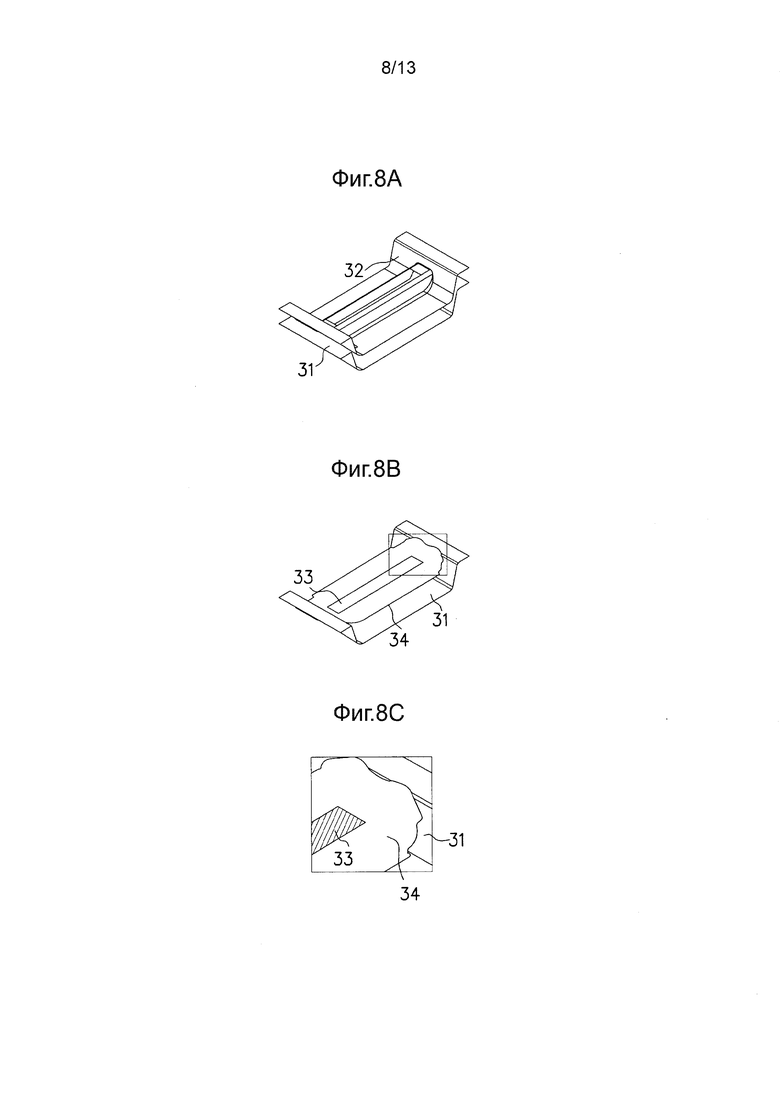
Фиг. 8А представляет вид в перспективе, иллюстрирующий пуансон и матрицу во время формования согласно традиционному способу;
Фиг. 8В представляет вид в перспективе, иллюстрирующий пуансон, башмак и формуемый прессованием материал во время формования согласно традиционному способу;
Фиг. 8С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок с Фиг. 8В;
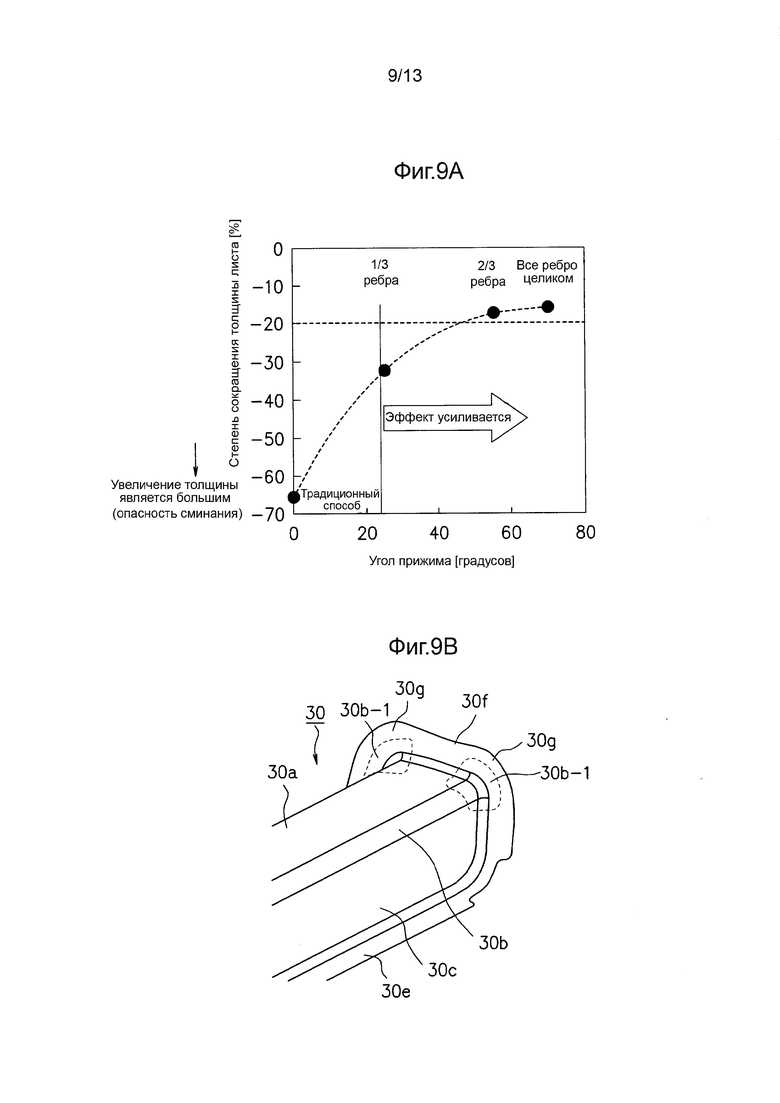
Фиг. 9А представляет диаграмму характеристик, иллюстрирующую результат численного анализа взаимосвязи между углом прижима башмаком формуемого прессованием материала и минимальным значением сокращения толщины листа вблизи корневой части примыкающего к ребру участка фланца наружной отбортовки в аналитическом примере 2;
Фиг. 9В представляет вид, иллюстрирующий положения оценки (участок с опасностью сминания) сокращения толщины листа, как объекты оценки в аналитическом примере 2;
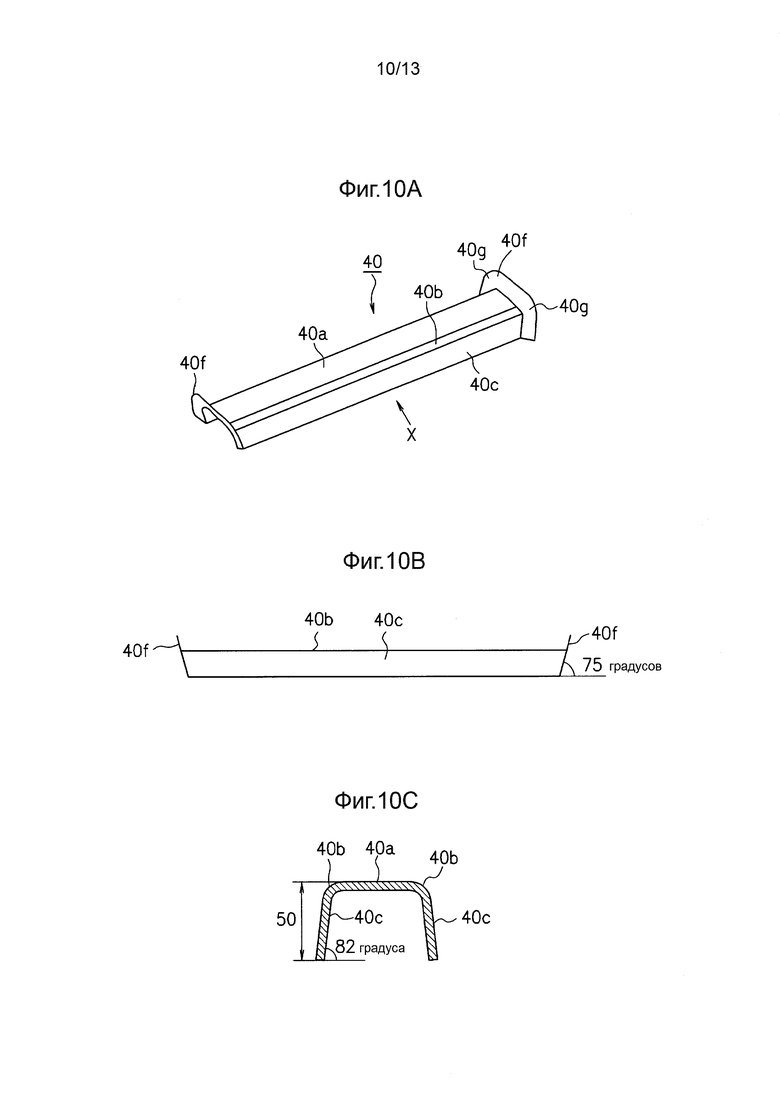
Фиг. 10A представляет вид в перспективе формованного прессованием изделия из аналитического примера 3;
Фиг. 10В представляет вид по стрелке X с Фиг. 10А;
Фиг. 10С представляет вид в поперечном разрезе формованного прессованием изделия из аналитического примера 3;
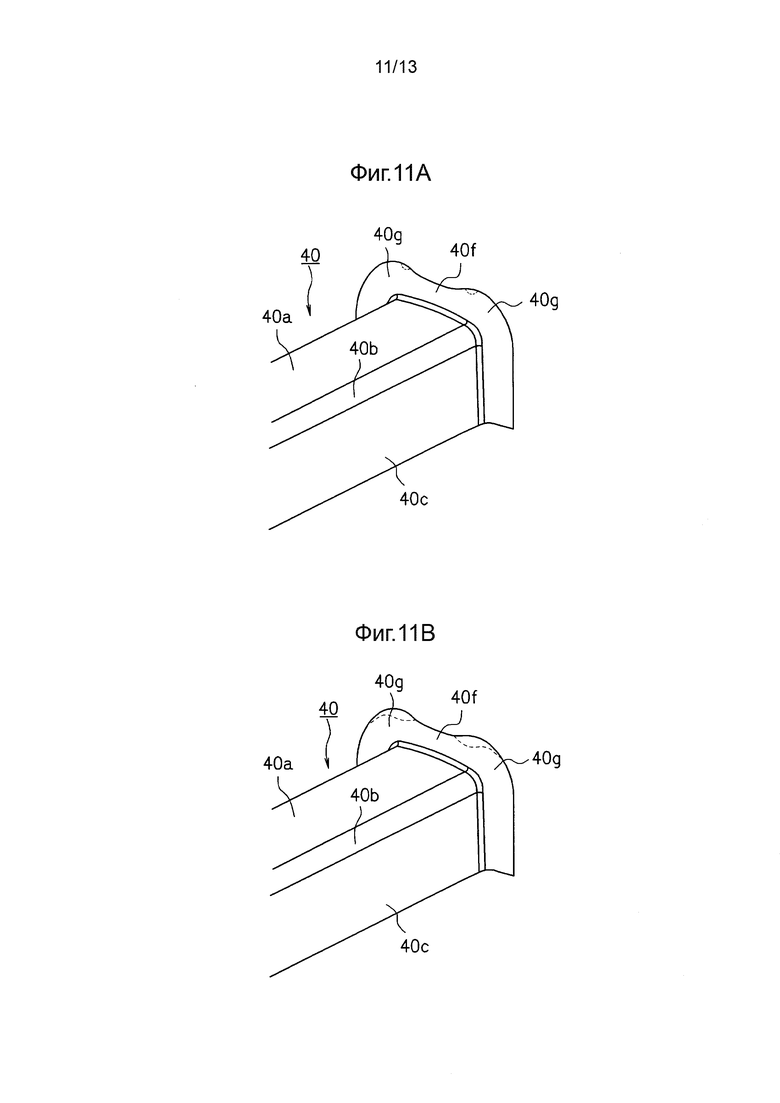
Фиг. 11А представляет вид для разъяснения максимального значения сокращения толщины листа в положениях оценки (участок с опасностью растрескивания) сокращения толщины листа согласно соответствующему изобретению способу;
Фиг. 11В представляет вид для разъяснения максимального значения сокращения толщины листа в положениях оценки (участок с опасностью растрескивания) сокращения толщины листа согласно традиционному способу;
Фиг. 12А представляет вид в перспективе поперечины пола;
Фиг. 12В представляет вид по стрелке XII с Фиг. 12А;
Фиг. 13А представляет пояснительное изображение, схематически иллюстрирующее вытяжку; и
Фиг. 13В представляет пояснительное изображение, схематически иллюстрирующее гибочную формовку.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0017] Далее варианты осуществления настоящего изобретения описаны со ссылкой на прилагаемые чертежи.
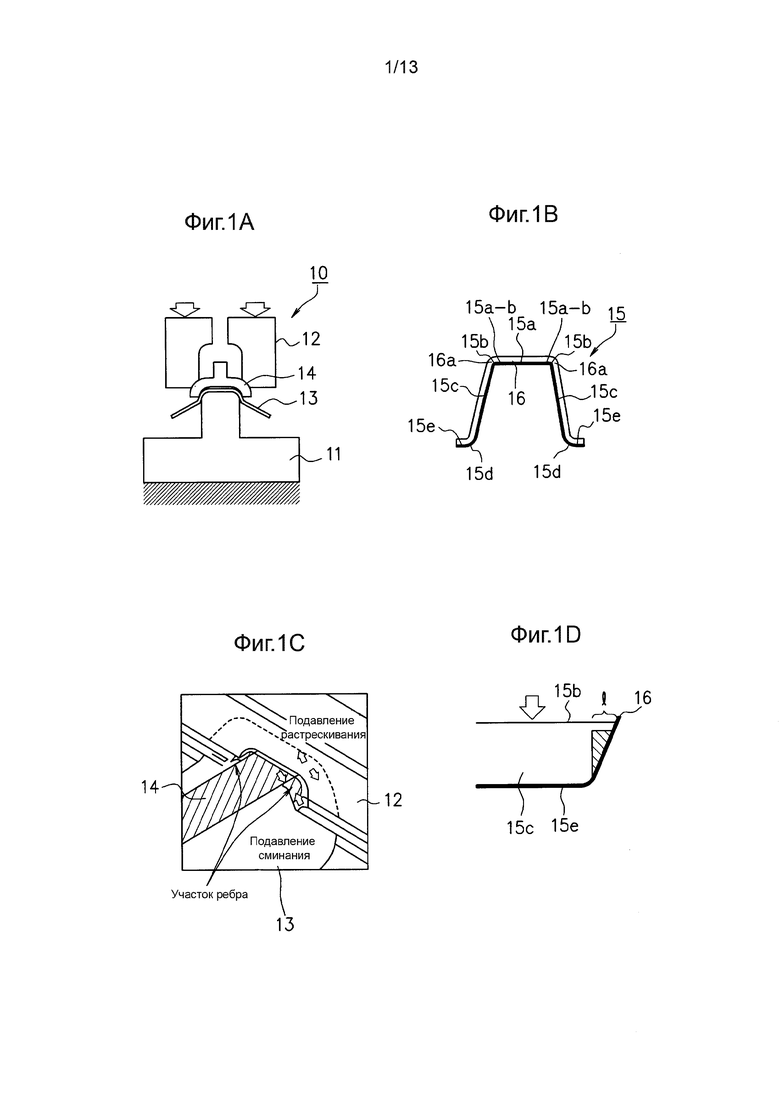
Фиг. 1А-1D представляют пояснительные изображения, концептуально иллюстрирующие характеристики способа изготовления и производственного устройства для изготовления формованного прессованием изделия согласно одному варианту исполнения, где применимо настоящее изобретение. Фиг. 1А представляет вид, схематически иллюстрирующий схематическую конфигурацию производственного устройства для изготовления формованного прессованием изделия согласно одному варианту исполнения и первой стадии. Фиг. 1В представляет вид в разрезе, иллюстрирующий форму поперечного сечения формованного прессованием изделия, изготовленного в настоящем варианте исполнения. Фиг. 1C представляет вид в перспективе, иллюстрирующий конфигурацию около реброобразующего башмака в первой стадии. Фиг. 1D представляет вид, когда формованное прессованием изделие, изготовленное в настоящем варианте исполнения, рассматривают с боковой стороны в продольном направлении. Следует отметить, что в каждой из Фиг. 1В и 1D толщина листа представлена жирной линией.
[0018] 1. Формованное прессованием изделие
Как иллюстрировано в Фиг. 1В, формованное прессованием изделие, изготовленное в настоящем варианте исполнения, представляет собой формованное прессованием изделие 15, которое является длинным и выполнено из стального листа с высоким пределом прочности на разрыв 390 МПа или более, имеющее приблизительно желобообразное поперечное сечение, включающее днище 15а желоба, ребра 15b, 15b, которые являются продолжением днища 15а желоба, боковые стенки 15с, 15с, которые являются продолжением ребер 15b, 15b, изогнутые участки 15d, 15d, которые являются продолжением боковых стенок 15с, 15с, и фланцы 15е, 15е, которые являются продолжением изогнутых участков 15d, 15d. Наружную отбортовку 16 формируют по всей периферии концевой части в продольном направлении, а именно, вдоль днища 15а желоба, ребер 15b, 15b, боковых стенок 15с, 15с, изогнутых участков 15d, 15d и фланцев 15е, 15е.
Формованное прессованием изделие 15, изготовленное в настоящем варианте исполнения, представляет собой формованное прессованием изделие, которое не имеет вырезов на примыкающих к ребрам участках 16а фланца наружной отбортовки 16, чем отличается от конструкции, иллюстрированной в Фиг. 12А, Фиг. 12В.
Кроме того, формованное прессованием изделие 15, изготовленное в настоящем варианте исполнения, имеет высоту в поперечном сечении 20 мм или более. Кроме того, из соображений обеспечения сплошной области для сварки, такой как точечная сварка, лазерная сварка или плазменная сварка, ширина фланца наружной отбортовки 16 составляет приблизительно 5 мм или более на плоском участке фланца в области по меньшей мере днища 15а желоба, ребра 15b и боковой стенки 15с. Кроме того, в области ребра 15b ширина фланца составляет приблизительно 2 мм или более, по соображениям обеспечения таких характеристик, как характеристики сопротивления удару, жесткость при скручивании, даже если соединение не выполнено.
[0019] Следует отметить, что в настоящем варианте исполнения описано шляповидное формованное прессованием изделие, имеющее приблизительно желобообразное поперечное сечение, иллюстрированное в Фиг. 1В, но настоящее изобретение применимо в такой мере, насколько оно относится к формованному прессованием изделию, имеющему приблизительно желобообразное поперечное сечение, включающему по меньшей мере днище 15а желоба, ребра 15b, 15b и боковые стенки 15с, 15с.
Кроме того, описан один пример, в котором наружную отбортовку 16 формируют на всей периферии концевой части в продольном направлении, но настоящее изобретение применимо в такой мере, насколько оно относится к формованному прессованием изделию, в котором сформирована наружная отбортовка 16, включающая примыкающие к ребрам участки 16а фланца, другими словами, наружная отбортовка 16 сформирована в области, примыкающей к ребру 15b, по меньшей мере части каждого из днища 15а желоба и боковой стенки 15с, на обеих их сторонах.
[0020] 2. Производственное устройство для изготовления формованного прессованием изделия (прессовальное устройство)
Как иллюстрировано в Фиг. 1А, прессовальное устройство 10 включает пуансон 11, матрицу 12 и башмак 14, который прижимает формуемый прессованием материал 13 к пуансону 11. В настоящем варианте исполнения башмак 14 должен прижимать не только часть, формуемую с образованием днища 15а желоба, но также участки, формуемые с образованием ребер 15b, 15b на формуемом прессованием материале 13, и называется реброобразующим башмаком.
[0021] Реброобразующий башмак 14 имеет форму, которая обеспечивает прижимание части, формуемой с образованием днища 15а желоба, и частей, формуемых с образованием ребер 15b, 15b, вблизи наружной отбортовки 16 на формуемом прессованием материале 13.
[0022] Общеизвестный башмак прижимает часть, формуемую с образованием днища 15а желоба, но не прижимает участки, которые должны быть отформованы с образованием ребер 15b, 15b. С другой стороны, реброобразующий башмак 14 прижимает не только часть, формуемую с образованием днища 15а желоба, но также части, формуемые с образованием ребер 15b, 15b, вблизи наружной отбортовки 16. Соответственно этому реброобразующему башмаку 14, форма реброобразующего башмака 14 является такой, что формование производится растягиванием материала примерно только в этой части. Тем самым подавляется перемещение материала в области, где реброобразующий башмак 14 находится в контакте, подавляются деформации расширения и усадки расположенного на краю материала как фактор растрескивания и сминания, и поэтому можно уменьшить вероятность возникновения трещин в растягиваемом фланце на примыкающем к ребру участке 16а фланца отбортовки 16, и сминание смежного участка отбортовки 16 (смотри смежный участок 1b в Фиг. 12А) рядом с ребром 15b.
[0023] Реброобразующий башмак 14 предназначен для того, чтобы препятствовать перемещению расположенного на краю материала при растягивании и образовании формы ребра 15b вблизи наружной отбортовки 16. Соответственно этому, желательно прижимать участок, имеющий длину, которая составляет одну треть или более длины развертки поперечного сечения ребер 15b, 15b, начиная от соединительного участка 15а-b в области, формуемой с образованием ребра 15b, более предпочтительно прижимать по всей длине развертки поперечного сечения области, формуемой с образованием ребра 15b. В этом случае, если он имеет форму такого рода, что подвергается прессованию только отдельная часть боковой стенки 15с, например, часть боковой стенки 15с, имеющая длину 20 мм или менее, в дополнение к ребру 15b, едва ли возникает проблема того, что создаваемая башмаком нагрузка является недостаточной и не может обеспечить прессование, и поэтому он является приемлемым в качестве башмака в настоящем изобретении.
[0024] Кроме того, предпочтительно, чтобы область, ограниченная реброобразующим башмаком 14 в продольном направлении части, формуемой с образованием ребра 15b (участок «1», иллюстрированный в Фиг. 1D), была предусмотрена вблизи наружной отбортовки 16, а именно, по меньшей мере часть предварительно заданной области от корневой части наружной отбортовки 16 по направлению, где проходит ребро 15b. Предварительно заданная область должна быть предусмотрена с такой же величиной, как ширина фланца на примыкающем к ребру участке 16а фланца наружной отбортовки 16. Например, когда ширина фланца на примыкающем к ребру участке 16а фланца наружной отбортовки 16 составляет 20 мм, предварительно заданную область регулируют на величину приблизительно 20 мм, и когда ширина фланца на примыкающем к ребру участке 16а фланца составляет 30 мм, предварительно заданную область регулируют на величину приблизительно 30 мм. В этом случае нет необходимости в прижимании области, формуемой с образованием ребра 15b, по всей площади этой предварительно заданной области, и нет проблемы в том, что часть предварительно заданной области ограничена.
[0025] Другие параметры, такие как размер и материал реброобразующего башмака 14, иные, нежели вышеуказанные, могут быть такими же, как для общеизвестного башмака.
[0026] 3. Способ изготовления формованного прессованием изделия
В прессовальном устройстве 10 формование прессованием выполняют в то время как прижимают часть, формуемую с образованием днища 15а желоба, и части, формуемые с образованием ребер 15b, 15b, вблизи наружной отбортовки 16 на формуемом прессованием материале 13 с использованием реброобразующего башмака 14.
[0027] Для формования частей, которые не могут быть отформованы этим прессованием (в первой стадии формования прессованием), выполняют вторую стадию формования прессованием как последующую стадию. Часть, которая не может быть отформована в первой стадии формования прессованием, более конкретно представляет собой часть, расположенную непосредственно ниже ребра 15b, которое ограничено реброобразующим башмаком 14, как представлено наклонными линиями в Фиг. 1D. Вторую стадию формования прессованием в качестве последующей стадии выполняют для формования части, представленной наклонными линиями в Фиг. 1D, а именно, частей, которые должны быть сформованы в боковые стенки 15с, 15с, частей, которые должны быть сформованы в изогнутые участки 15d, 15d, и частей, которые должны быть сформованы во фланцы 15е, 15е.
Во второй стадии формования прессованием, формование прессованием может представлять собой операцию с использованием только матрицы и пуансона, без применения башмака (формование штамповкой), или может быть обычной гибочной формовкой с использованием башмака.
[0028] Следует отметить, что есть ситуация, когда в зависимости от области, ограниченной реброобразующим башмаком 14, существует оставшийся участок части, формуемой с образованием ребра 15b, который не может быть отформован в первой стадии формования прессованием. В этом случае оставшийся участок части, которая сформована с образованием ребра 15b, также формуют прессованием во второй стадии формования прессованием. Например, когда в первой стадии формования прессованием отформована одна треть части, формуемой с образованием ребра 15b, оставшиеся две трети части, формуемых с образованием ребра 15b, формуют во второй стадии формования прессованием.
[0029] Как было указано выше, формуемый прессованием материал 13 подвергают формованию прессованием (в первой стадии формования прессованием, во второй стадии формования прессованием) с использованием прессовального устройства, включающего пуансон 11, матрицу 12, и реброобразующий башмак 14, прижимающий подвергаемый прессованию материал 13 к пуансону и прижимающий его, и тем самым можно изготовить формованное прессованием изделие 15, которое является длинным и выполнено из стального листа с высоким пределом прочности на разрыв на уровне 390 МПа или более, имеющее приблизительно желобообразное поперечное сечение, включающее днище 15а желоба, ребра 15b, 15b, которые являются продолжением днища 15а желоба, боковые стенки 15с, 15с, которые являются продолжением ребер 15b, 15b, изогнутые участки 15d, 15d, которые являются продолжением боковых стенок 15с, 15с, и фланцы 15е, 15е, которые являются продолжением изогнутых участков 15d, 15d, в котором наружную отбортовку 16 формируют по всей периферии концевой части в продольном направлении, как иллюстрировано в Фиг. 1В.
[0030] Следует отметить, что часть вогнутой и выпуклой формы с величиной 0,1 мм или более формуют на граничном участке между ребром 15b и боковой стенкой 15с, соответствующем концевому участку реброобразующего башмака 14 во время формования прессованием, поскольку формования прессованием выполняют два раза.
[0031] Ниже описано обоснование того, почему формование прессованием выполняют с прижиманием не только части, формуемой с образованием днища 15а желоба, но также частей, формуемых с образованием ребер 15b, 15b, вблизи наружной отбортовки 16 с использованием реброобразующего башмака 14, со ссылкой на результат численного анализа методом конечных элементов.
[0032] Аналитический Пример 1
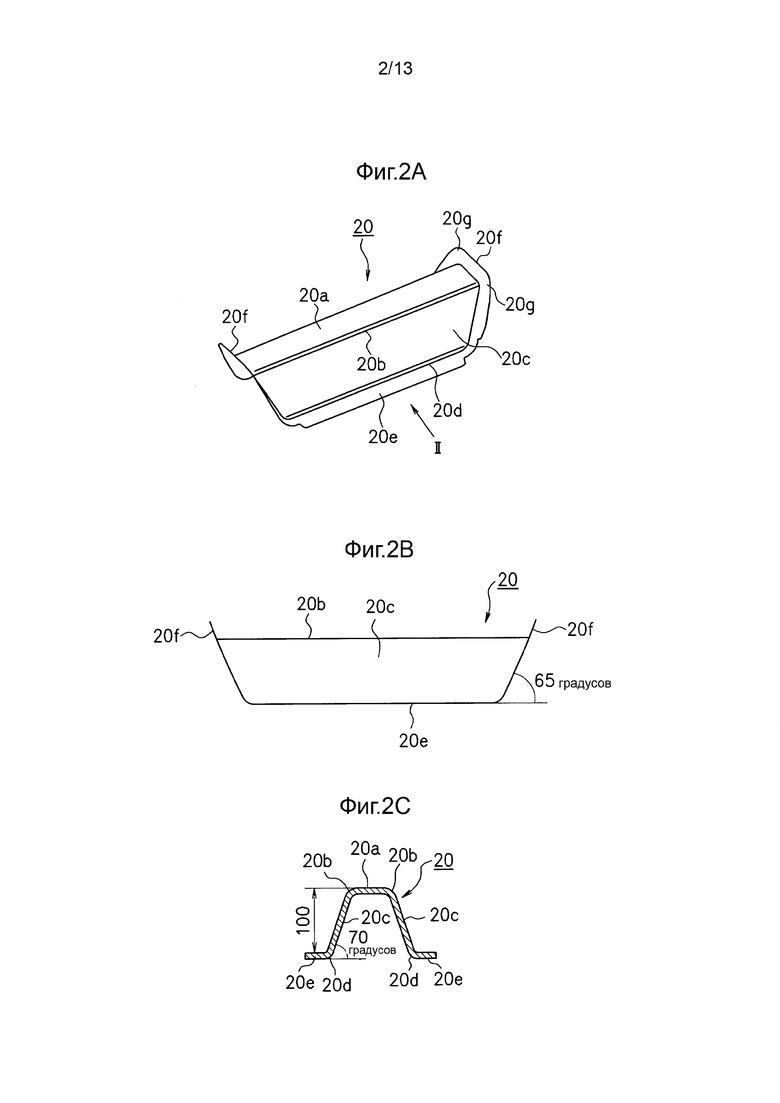
Фиг. 2А-2С представляют пояснительные изображения, иллюстрирующие конфигурацию формованного прессованием изделия 20 согласно аналитическому примеру 1. Фиг. 2А представляет вид в перспективе формованного прессованием изделия 20, Фиг. 2В представляет вид по стрелке II в Фиг. 2А, и Фиг. 2С представляет вид в поперечном разрезе формованного прессованием изделия 20 (наружная отбортовка 20f не показана).
[0033] Формованное прессованием изделие 20 аналитического примера 1 изготовлено из высокопрочного стального листа (из стали класса DP (двухфазной) с прочностью 590 МПа), и толщина его листа составляет 1,4 мм.
Формованное прессованием изделие 20 включает днище 20а желоба, ребра 20b, 20b, которые являются продолжением днища 20а желоба, боковые стенки 20с, 20с, которые являются продолжением ребер 20b, 20b, изогнутые участки 20d, 20d, которые являются продолжением боковых стенок 20с, 20с, и фланцы 20е, 20е, которые являются продолжением изогнутых участков 20d, 20d. Радиус кривизны на внутренней стороне листа в области ребер 20b, 20b составляет 12 мм.
[0034] Наружную отбортовку 20f формируют по всей периферии обеих концевых частей в продольном направлении формованного прессованием изделия 20, и примыкающий к ребру участок 20g фланца становится изогнутым участком. Ширина фланца наружной отбортовки 20f составляет 25 мм на участке, сформированном вдоль днища 20а желоба, и 30 мм на участке, сформованном вдоль боковых стенок 20с, 20с.
[0035] Угол наклона стенки в поперечном сечении формованного прессованием изделия 20 составляет 70 градусов, и высота в поперечном сечении составляет 100 мм. В аналитическом примере 1 формованное прессованием изделие 20 изготавливают прессованием в условиях гибочной формовки с использованием заготовки без заусенцев.
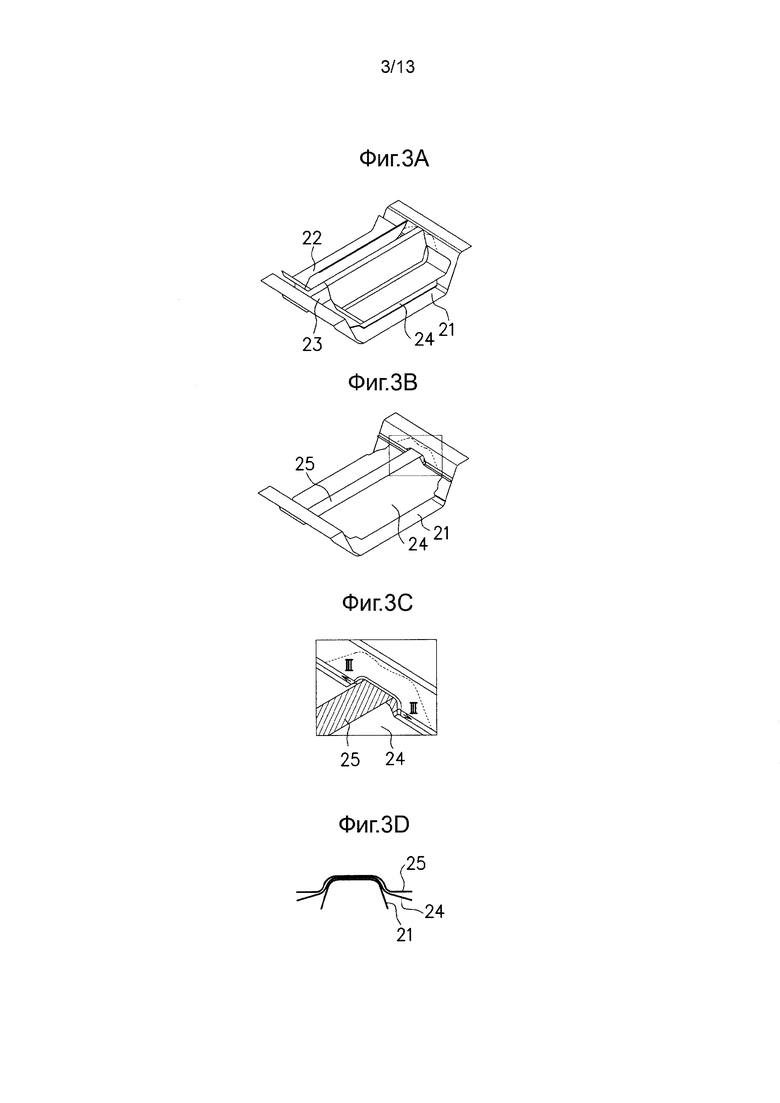
[0036] Фиг. 3А представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 21, матрицу (верхний формующий инструмент) 22, и формуемый прессованием материал 24, во время формования согласно соответствующему изобретению способу. Фиг. 3В представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 21, реброобразующий башмак 25, и формуемый прессованием материал 24 во время формования согласно соответствующему изобретению способу. Фиг. 3С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок в Фиг. 3В. Фиг. 3D представляет вид в разрезе, проведенном по линии III-III в Фиг. 3С.
[0037] С другой стороны, Фиг. 4А представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 21, матрицу (верхний формующий инструмент) 22, башмак 23, и формуемый прессованием материал 24 во время формования согласно традиционному способу. Фиг. 4В представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 21, башмак 23 и формуемый прессованием материал 24 во время формования согласно традиционному способу. Фиг. 4С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок в Фиг. 4В.
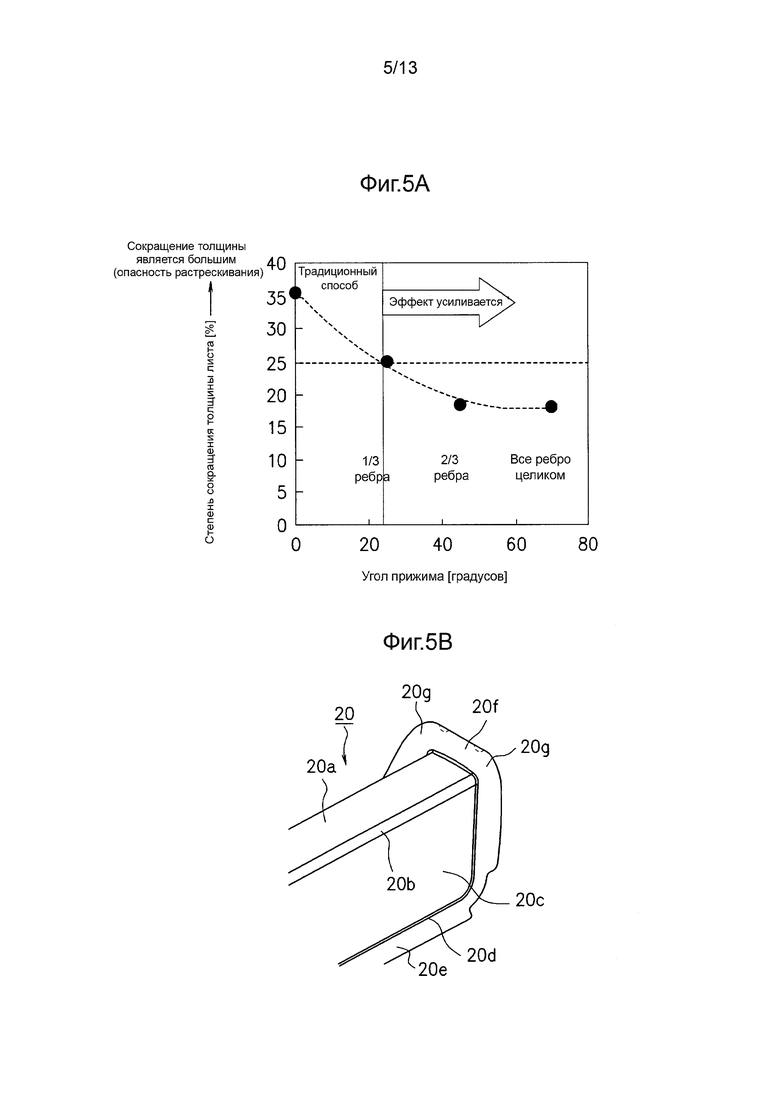
[0038] Фиг. 5А представляет диаграмму характеристик, иллюстрирующую результат численного анализа взаимосвязи между углом прижима башмаками 23, 25 формуемого прессованием материала 24, и максимальным значением сокращения толщины листа на концевой части примыкающего к ребру участка 20g фланца наружной отбортовки 20f, сформированной на сформованном прессованием изделии 20. В Фиг. 5В иллюстрированы положения оценки сокращения толщины листа (участки, каждый из которых окружен пунктирной линией, как участок с опасностью растрескивания), в качестве объектов оценки в аналитическом примере 1. Угол прижима означает центральный угол в области ребра 20b, ограниченной башмаками 23, 25, при допущении, что положение участка соединения с днищем 20а желоба составляет «0» (нуль) градусов с участком, формуемым с образованием ребра 20b на подвергаемом прессованию материале 24. Кроме того, когда максимальное значение сокращения толщины листа становится большим, возникает растрескивание растягиваемого фланца.
[0039] В традиционном способе, а именно, при гибочной формовке с использованием обычного башмака 23, башмак 23 прижимает целиком или только частично участок, формуемый с образованием днища 20а желоба на формуемом прессованием материале 24, как иллюстрировано в Фиг. 4А-4С. А именно, он имеет форму, при которой участок, формуемый с образованием ребра 20b, не прижимается, и угол прижима составляет «0» (нуль) градусов.
[0040] В этом случае, как иллюстрировано в Фиг. 5А, максимальное значение сокращения толщины листа на концевой части примыкающего к ребру участка 20g фланца составляет величину приблизительно 36%, которая значительно превосходит 30%, и можно видеть, что становится высокой вероятность возникновения растрескивания растягиваемого фланца.
[0041] С другой стороны, в соответствующем изобретению способе, а именно, при гибочной формовке с использованием реброобразующего башмака 25, как иллюстрировано в Фиг. 3А-3D, реброобразующий башмак 25 прижимает участок, формуемый с образованием ребра 20b, в дополнение к участку, формуемому с образованием днища 20а желоба, вблизи наружной отбортовки 20f (участок в пределах 10 мм от корневой части наружной отбортовки 20f по направлению протяженности ребра 20b).
Затем выполняют анализ в условиях, в которых область, где реброобразующий башмак 25 прижимает формуемый прессованием материал 24, изменяется на одну треть, на две трети и на всю длину развертки поперечного сечения ребра 20b, начиная от участка соединения с участком, формуемым с образованием ребра 20b.
[0042] В этом случае, как иллюстрировано в Фиг. 5А, можно видеть, что максимальное значение сокращения толщины листа на примыкающем к ребру участке 20g фланца подавляется, когда расширяется область, где реброобразующий башмак 25 прижимает формуемый прессованием материал 24 (угол прижима). В частности, эффект подавления весьма заметен, когда область прижима составляет одну треть или более, и можно избежать растрескивания растягиваемого фланца.
[0043] Аналитический Пример 2
Фиг. 6А-6С представляют пояснительные изображения, иллюстрирующие форму формованного прессованием изделия 30 аналитического примера 2. Фиг. 6А представляет вид в перспективе формованного прессованием изделия 30, Фиг. 6В представляет вид по стрелке VI в Фиг. 6А, и Фиг. 6С представляет вид в поперечном разрезе формованного прессованием изделия 30 (наружная отбортовка 30f не показана).
[0044] Формованное прессованием изделие 30 аналитического примера 2 изготовлено из высокопрочного стального листа (из стали класса DP с прочностью 590 МПа), и толщина его листа составляет 1,4 мм.
Формованное прессованием изделие 30 включает днище 30а желоба, ребра 30b, 30b, которые являются продолжением днища 30а желоба, боковые стенки 30с, 30с, которые являются продолжением ребер 30b, 30b, изогнутые участки 30d, 30d, которые являются продолжением боковых стенок 30с, 30с, и фланцы 30е, 30е, которые являются продолжением изогнутых участков 30d, 30d. Радиус кривизны на внутренней стороне листа в области ребер 30b, 30b составляет 12 мм.
[0045] Наружную отбортовку 30f формируют по всей периферии обеих концевых частей в продольном направлении формованного прессованием изделия 30, и примыкающий к ребру участок 30g фланца становится изогнутым участком. Ширина фланца наружной отбортовки 30f составляет 20 мм на участке, сформированном вдоль днища 30а желоба, и 25 мм на участке, сформованном вдоль боковых стенок 30с, 30с.
[0046] Угол наклона стенки в поперечном сечении формованного прессованием изделия 30 составляет 82 градуса, и высота в поперечном сечении составляет 60 мм. В аналитическом примере 2 формованное прессованием изделие 30 изготавливают прессованием в условиях гибочной формовки с использованием заготовки без заусенцев.
[0047] Фиг. 7А представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 31, матрицу (верхний формующий инструмент) 32, реброобразующий башмак 35, и формуемый прессованием материал 34 во время формования согласно соответствующему изобретению способу. Фиг. 7В представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 31, реброобразующий башмак 35, и формуемый прессованием материал 34 во время формования согласно соответствующему изобретению способу. Фиг. 7С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок в Фиг. 7В. Фиг. 7D представляет вид в разрезе, проведенном по линии VII-VII в Фиг. 7С.
[0048] С другой стороны, Фиг. 8А представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 31, матрицу (верхний формующий инструмент) 32, во время формования согласно традиционному способу. Фиг. 8В представляет вид в перспективе, иллюстрирующий пуансон (нижний формующий инструмент) 31, башмак 33, и формуемый прессованием материал 34 во время формования согласно традиционному способу. Фиг. 8С представляет увеличенный вид в перспективе, иллюстрирующий выделенный прямоугольником участок в Фиг. 8В.
[0049] Фиг. 9А представляет диаграмму характеристик, иллюстрирующую результат численного анализа взаимосвязи между углом прижима башмаками 33, 35 формуемого прессованием материала 34, и минимальным значением сокращения толщины листа вблизи корневой части примыкающего к ребру участка 30g фланца наружной отбортовки 30f, сформированной на сформованном прессованием изделии 30. В Фиг. 9В иллюстрированы положения оценки сокращения толщины листа (участки, каждый из которых окружен пунктирной линией, как участок с опасностью сминания), в качестве объектов оценки в аналитическом примере 2. Угол прижима означает центральный угол в области ребра 30b, ограниченной башмаками 33, 35, при допущении, что положение участка соединения с днищем 30а желоба составляет «0» (нуль) градусов с участком, формуемым с образованием ребра 30b на подвергаемом прессованию материале 34. Кроме того, когда минимальное значение сокращения толщины листа становится малым, становится высокой вероятность возникновения сминания.
[0050] В традиционном способе, а именно, при гибочной формовке с использованием обычного башмака 33, башмак 33 прижимает целиком или только частично участок, формуемый с образованием днища 30а желоба на формуемом прессованием материале 34, как иллюстрировано в Фиг. 8А-8С. А именно, он имеет форму, при которой участок, формуемый с образованием ребра 30b, не прижимается, и угол прижима составляет «0» (нуль) градусов.
[0051] В этом случае, как иллюстрировано в Фиг. 9А, минимальное значение сокращения толщины листа на корневой части примыкающего к ребру участка 30g фланца составляет величину приблизительно -65%, и очевидно, что происходит сминание в смежной области 30b-1 фланца 30f у ребра 30b.
[0052] С другой стороны, в соответствующем изобретению способе, а именно, при гибочной формовке с использованием реброобразующего башмака 35, как иллюстрировано в Фиг. 7А-7D, реброобразующий башмак 35 прижимает участок, формуемый с образованием ребра 30b, в дополнение к участку, формуемому с образованием днища 30а желоба, вблизи наружной отбортовки 30f (участок в пределах 10 мм от корневой части наружной отбортовки 30f по направлению протяженности ребра 30b).
Затем выполняют анализ в условиях, в которых область, где реброобразующий башмак 35 прижимает формуемый прессованием материал 34, изменяется на одну треть, на две трети и на всю длину развертки поперечного сечения ребра 30b, начиная от участка соединения с участком, формуемым с образованием ребра 30b.
[0053] В этом случае, как иллюстрировано в Фиг. 9А, можно видеть, что утолщение смежной области 30b-1 фланца 30f у ребра 30b подавляется, когда расширяется область, где реброобразующий башмак 3 5 прижимает формуемый прессованием материал 34 (угол прижима). В результате анализа, степень утолщения является большой, поскольку при первоначальной форме затруднительно подавить сминание. Поэтому желательно снижать степень утолщения до величины менее 20% регулированием области прижимания ребра 30b на две трети или более, но даже когда область прижимания ребра 30b составляет приблизительно одну треть или более, утолщение участка, где возможно возникновение сминания, подавляется наполовину или менее, сравнительно с обычным башмаком, и можно видеть, что эффект подавления утолщения, обеспечиваемый реброобразующим башмаком 35, является очень выраженным.
[0054] Аналитический Пример 3
В каждом из аналитических примеров 1, 2 описан холоднокатаный стальной лист, но настоящее изобретение может быть применимым для горячекатаного стального листа.
Фиг. 10А-10С представляют пояснительные изображения, иллюстрирующие форму формованного прессованием изделия 40 аналитического примера 3. Фиг. 10А представляет вид в перспективе формованного прессованием изделия 40, Фиг. 10В представляет вид по стрелке X в Фиг. 10А, и Фиг. 10С представляет вид в поперечном разрезе формованного прессованием изделия 40 (наружная отбортовка 40f не показана).
[0055] Формованное прессованием изделие 40 аналитического примера 3 изготовлено из высокопрочного стального листа (из стали класса DP с прочностью 590 МПа), и толщина его листа составляет 2,9 мм.
Формованное прессованием изделие 40 включает днище 40а желоба, ребра 40b, 40b, которые являются продолжением днища 40а желоба, и боковые стенки 40с, 40с, которые являются продолжением ребер 40b, 40b.
[0056] Наружную отбортовку 40f формируют по всей периферии обеих концевых частей в продольном направлении формованного прессованием изделия 40, и примыкающий к ребру участок 40g фланца становится изогнутым участком.
[0057] Угол наклона стенки в поперечном сечении формованного прессованием изделия 40 составляет 82 градуса, и высота в поперечном сечении составляет 50 мм. В аналитическом примере 3 формованное прессованием изделие 40 изготавливают прессованием в условиях гибочной формовки с использованием заготовки без заусенцев.
[0058] В аналитическом примере 3 также сравнивают традиционный способ с использованием башмака, в котором прижимается участок, формуемый с образованием днища 40а желоба, но участки, формуемые с образованием ребер 40b, 40b, не прижимаются, и соответствующий изобретению способ с использованием реброобразующего башмака, в котором прижимается не только участок, формуемый с образованием днища 40а желоба, но также участки, формуемые с образованием ребер 40b, 40b, вблизи наружной отбортовки 40f.
Как иллюстрировано в Фиг. 11А, в традиционном способе максимальное значение сокращения толщины листа в положениях оценки сокращения толщины листа (на участках, каждый из которых окружен пунктирной линией, как участок с опасностью растрескивания) составляет величину приблизительно 20%. С другой стороны, в соответствующем изобретению способе максимальное значение сокращения толщины листа в положениях оценки сокращения толщины листа (на участках, каждый из которых окружен пунктирной линией, как участок с опасностью растрескивания) снижается до величины приблизительно 14%.
[0059] Как было указано выше, настоящее изобретение описано в разнообразных вариантах осуществления, но настоящее изобретение не ограничивается этими вариантами осуществления, и возможны различные модификации и т.п. в пределах изобретения.
Например, в каждом из аналитических примеров показана ситуация, когда формование прессованием представляет собой гибочную формовку, но настоящее изобретение не ограничивается этим, и формование прессованием может представлять собой вытяжку.
[0060] Кроме того, в качестве примера приведен вариант, в котором нижний формующий инструмент выполнен в виде пуансона, и верхний формующий инструмент выполнен в виде матрицы и башмака, но настоящее изобретение не ограничивается этим вариантом. Очевидно, что допустима конструкция, в которой верхний и нижний инструменты для формования металла расположены в обратном порядке, то есть верхний формующий инструмент выполнен как пуансон, и нижний формующий инструмент выполнен в виде матрицы и башмака.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0061] Настоящее изобретение может быть использовано для изготовления формованного прессованием изделия, выполненного из стального листа с высоким пределом прочности на разрыв на уровне 3 90 МПа или более, имеющего приблизительно желобообразное поперечное сечение, включающего днище желоба, ребра, которые являются продолжением днища желоба, и боковые стенки, которые являются продолжением ребер, и в котором наружную отбортовку формируют на участке у ребра, по меньшей мере части каждого из днища желоба и боковой стенки его, от концевой части в продольном направлении, не ограничиваясь поперечиной пола.

Изобретение относится к области обработки металлов давлением, в частности к изготовлению формованием изделий из стального листа с высоким пределом прочности на разрыв желобообразной формы поперечного сечения, содержащих днище желоба, ребра, боковые стенки и фланцы. Формования прессованием осуществляют в две стадии. При этом на первой стадии башмак прижимает к пуансону часть, формуемую с образованием днища желоба, и участок части с формированием ребра. На второй стадии выполняют формование оставшихся частей. Повышается качество изделий за счет исключения вырезов на примыкающем к ребру участке фланца. 2 н. и 10 з.п. ф-лы, 13 ил.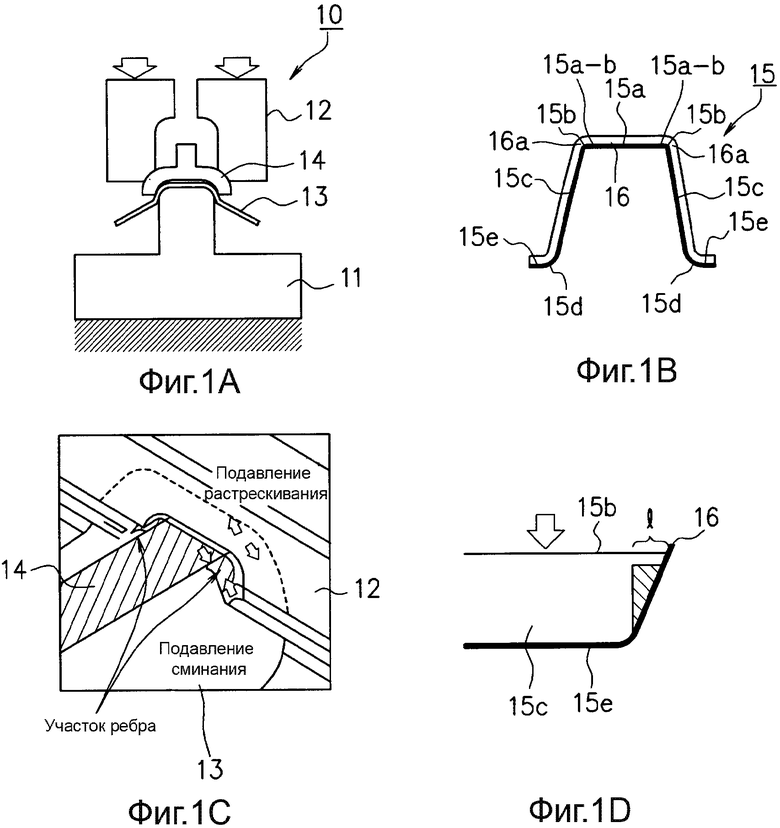
1. Способ изготовления формованного прессованием изделия с желобообразным поперечным сечением, содержащего днище желоба, боковые стенки, ребра между днищем желоба и боковыми стенками и наружную отбортовку, сформированную, по меньшей мере, в области ребра концевой в продольном направлении части, включающий
формование прессованием стального листа с высоким пределом прочности на разрыв, составляющим 390 МПа и более, на прессовальном устройстве, содержащем пуансон, матрицу и башмак для прижима подвергаемого прессованию материала к пуансону и удержания на нем, причем башмак обеспечивает сохранение формы ребра вблизи наружной отбортовки, при этом формование прессованием осуществляют в две стадии:
на первой стадии прижимают башмаком часть, формуемую с образованием днища желоба, и, по меньшей мере, участок части, формуемой с образованием ребра на прессуемом материале вблизи наружной отбортовки, и
на второй стадии осуществляют формование прессованием частей, которые не были отформованы на первой стадии.
2. Способ по п. 1, в котором башмаком прижимают часть, имеющую длину, составляющую одну треть или более длины развертки поперечного сечения ребра, начиная от участка соединения с днищем желоба.
3. Способ по п. 1, в котором башмаком прижимают предварительно заданную область вблизи наружной отбортовки в продольном направлении части, формуемой с образованием ребра.
4. Способ по п. 1, в котором формование прессованием осуществляют гибкой.
5. Способ по п. 1, в котором формование прессованием осуществляют вытяжкой.
6. Способ по п. 1, в котором на боковых стенках изделия дополнительно формуют изогнутые участки и фланцы, являющиеся продолжением изогнутых участков.
7. Устройство для изготовления формованного прессованием изделия с желобообразным поперечным сечением, содержащего днище желоба, боковые стенки, ребра между днищем желоба и боковыми стенками и наружную отбортовку, сформованную, по меньшей мере, в области ребра концевой в продольном направлении части, и выполненного из стального листа с высоким пределом прочности на разрыв, составляющим 390 МПа и более, содержащее
пуансон,
матрицу и
башмак, выполненный с возможностью прижима к пуансону части формуемого материала с образованием днища желоба и, по меньшей мере, участка части, формуемой с образованием ребра, вблизи наружной отбортовки.
8. Устройство по п. 7, в котором башмак имеет форму, прижимающую часть формуемого прессованием материала, длиной, составляющей одну треть или более длины развертки поперечного сечения ребра, начиная от участка соединения с днищем желоба.
9. Устройство по п. 7, в котором башмак выполнен с возможностью прижима предварительно заданной области вблизи наружной отбортовки в продольном направлении части, формуемой с образованием ребра.
10. Устройство по п. 7, которое выполнено с возможностью формования прессованием гибкой.
11. Устройство по п. 7, которое выполнено с возможностью формования прессованием вытяжкой.
12. Устройство по п. 7, которое выполнено с возможностью получения на боковых стенках изделия изогнутых участков и фланцев, являющихся продолжением изогнутых участков.
| JP 2009255116 A1, 05.11.2009 | |||
| Способ изготовления коробчатых деталей поэлементной штамповкой | 1984 |
|
SU1181746A1 |
| Зонд, служащий для извлечения проб наблюдения за свильностью оптических, технических и всякого рода иных стекол во время варки | 1926 |
|
SU12124A1 |

