Изобретение относится к холодной обработке материалов давлением и может быть использовано в штампах для вырубки детали из полосового и ленточного материала и сборки ее с другой, преимущественно полой, деталью.
Цель изобретения - повышение качества сборки.
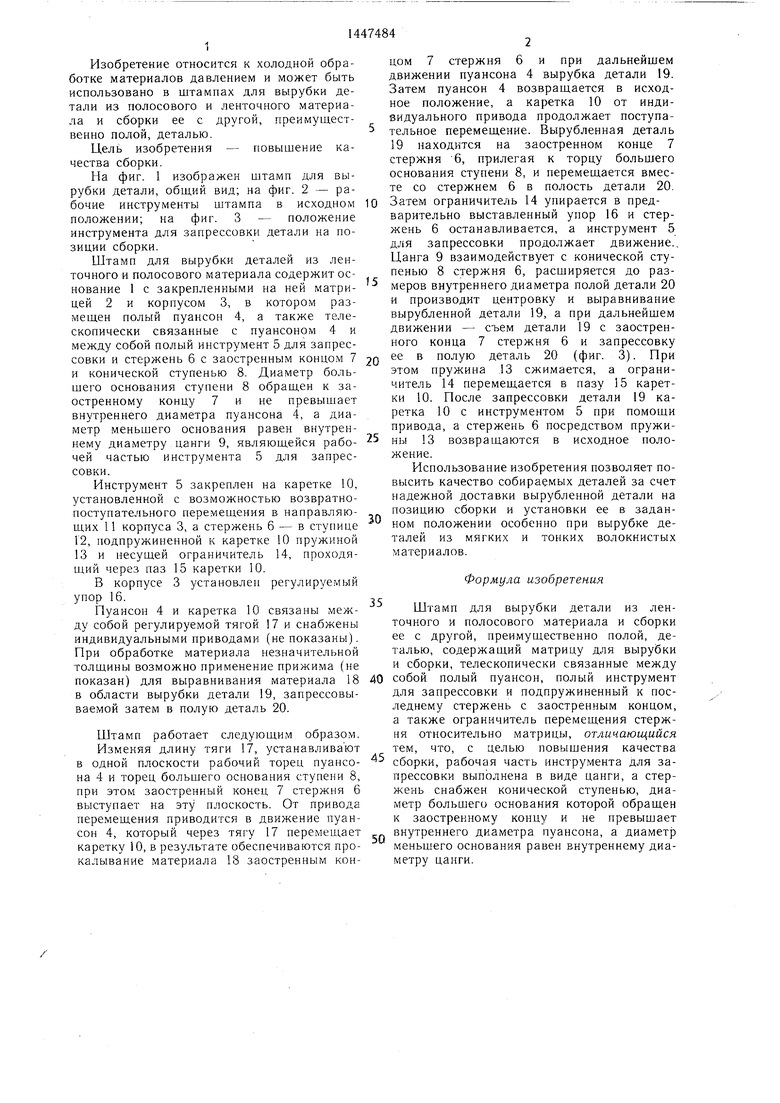
На фиг. 1 изображен штамп для вырубки детали, обш,ий вид; на фиг. 2 - рацом 7 стержня 6 и при дальнейшем движении пуансона 4 вырубка детали 19. Затем пуансон 4 возвраш,ается в исходное положение, а каретка 10 от индивидуального привода продолжает поступательное перемеш,ение. Вырубленная деталь 19 находится на заостренном конце 7 стержня 6, прилегая к торцу большего основания ступени 8, и перемещается вместе со стержнем 6 в полость детали 20.
бочие инструменты штампа в исходном 10 Затем ограничитель 14 упирается в предположении; на фиг. 3 - положение варительно выставленный упор 16 и стер- инструмента для запрессовки детали на позиции сборки.
Штамп для вырубки деталей из ленжень 6 останавливается, а инструмент 5 для запрессовки продолжает движение.. Цанга 9 взаимодействует с конической стуточного и полосового материала содержит ос-пенью 8 стержня 6, расширяется до разнование 1 с закрепленными на ней матри- меров внутреннего диаметра полой детали 20
и производит центровку и выравнивание вырубленной детали 19, а при дальнейшем движении - съем детали 19 с заостренцей 2 и корпусом 3, в котором размещен полый пуансон 4, а также телескопически связанные с пуансоном 4 и между собой полый инструмент 5 для запрессовки и стержень 6 с заостренным концом 7 20 полую деталь 20 (фиг. 3). При и конической ступенью 8. Диаметр боль-этом пружина ,13 сжимается, а ограни-штель 14 перемещается в пазу 15 каретки 10. После запрессовки детали 19 каного конца 7 стержня 6 и запрессовку
щего основания ступени 8 обращен к заостренному концу 7 и не превышает внутреннего диаметра пуансона 4, а диаметр меньшего основания равен внутренретка 10 с инструментом 5 при помощи привода, а стержень 6 посредством пружинему диаметру цанги 9, являющейся рабо- ны 13 возвращаются в исходное полочей частью инструмента 5 для запрессовки.
Инструмент 5 закреплен на каретке 10, установленной с возможностью возвратно- поступательного перемещения в направляюжение.
Использование изобретения позволяет повысить качество собираемых деталей за счет надежной доставки вырубленной детали на позицию сборки и установки ее в заданталеи из мягких и тонких волокнистых материалов.
Формула изобретения
Ч 1 у IICI 1 iH 1 Ш, П fl и IlCllll tJ.L b i/l ivyTf4 -- - -.... - . , j..-,- 11.. , t.,,,...
щих 11 корпуса 3, а стержень 6 - в ступице ном положении особенно при вырубке де- 12, подпружиненной к каретке 10 пружиной 13 и несущей ограничитель 14, проходящий через паз 15 каретки 10.
В корпусе 3 установлен регулируемый упор 16.
Пуансон 4 и каретка 10 связаны между собой регулируемой тягой 17 и снабжены индивидуальными приводами (не показаны). При обработке материала незначительной толщины возможно при.менение прижима (не
35
Штамп для вырубки детали из ленточного и полосового материала и сборки ее с другой, преимущественно полой, деталью, содержащий матрицу для вырубки и сборки, телескопически связанные между
показан) для выравнивания материала 18 40 собой полый пуансон, полый инструмент в области вырубки детали 19, запрессовы- для запрессовки и подпружиненный к последнему стержень с заостренным концом, а также ограничитель перемещения стержня относительно матрицы, отличающийся
„J ,, J тем, что, с целью повышения качества
в одной плоскости рабочий торец пуансо- сборки, рабочая часть инструмента для за- на 4 и торец большего основания ступени 8, прессовки выполнена в виде цанги, а стержень снабжен конической ступенью, диаметр большего основания которой обращен к заостренному концу и не превыщает сон 4, который через тягу 17 перемещает ., внутреннего диаметра пуансона, а диаметр каретку 10, в результате обеспечиваются про-меньшего основания равен внутреннему диакалывание материала 18 заостренным кон- метру цанги.
Баемой затем в полую деталь 20.
Штамп работает следующим образом. Изменяя длину тяги 17, устанавливают
при этом заостренный конец 7 стержня 6 выступает на эту плоскость. От привода перемещения приводится в движение пуанцом 7 стержня 6 и при дальнейшем движении пуансона 4 вырубка детали 19. Затем пуансон 4 возвраш,ается в исходное положение, а каретка 10 от индивидуального привода продолжает поступательное перемеш,ение. Вырубленная деталь 19 находится на заостренном конце 7 стержня 6, прилегая к торцу большего основания ступени 8, и перемещается вместе со стержнем 6 в полость детали 20.
полую деталь 20 (фиг. 3). При этом пружина ,13 сжимается, а ограниного конца 7 стержня 6 и запрессовку
ретка 10 с инструментом 5 при помощи привода, а стержень 6 посредством пружи ны 13 возвращаются в исходное положение.
Использование изобретения позволяет повысить качество собираемых деталей за счет надежной доставки вырубленной детали на позицию сборки и установки ее в задан -- - -.... - . , j..-,- 11.. , t.,,,...
ном положении особенно при вырубке де-
талеи из мягких и тонких волокнистых материалов.
Формула изобретения
ном положении особенно при вырубке де-
13- 15.
П 5.
11
10
vt
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей из полосового и ленточного материала | 1976 |
|
SU617120A1 |
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для вырезки изделий из листовых материалов | 1976 |
|
SU583842A1 |
| Штамп для вырубки деталей из полосо-ВОгО и лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU820979A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
| Вырубной штамп | 1984 |
|
SU1319971A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Вырубной штамп | 1987 |
|
SU1479171A1 |
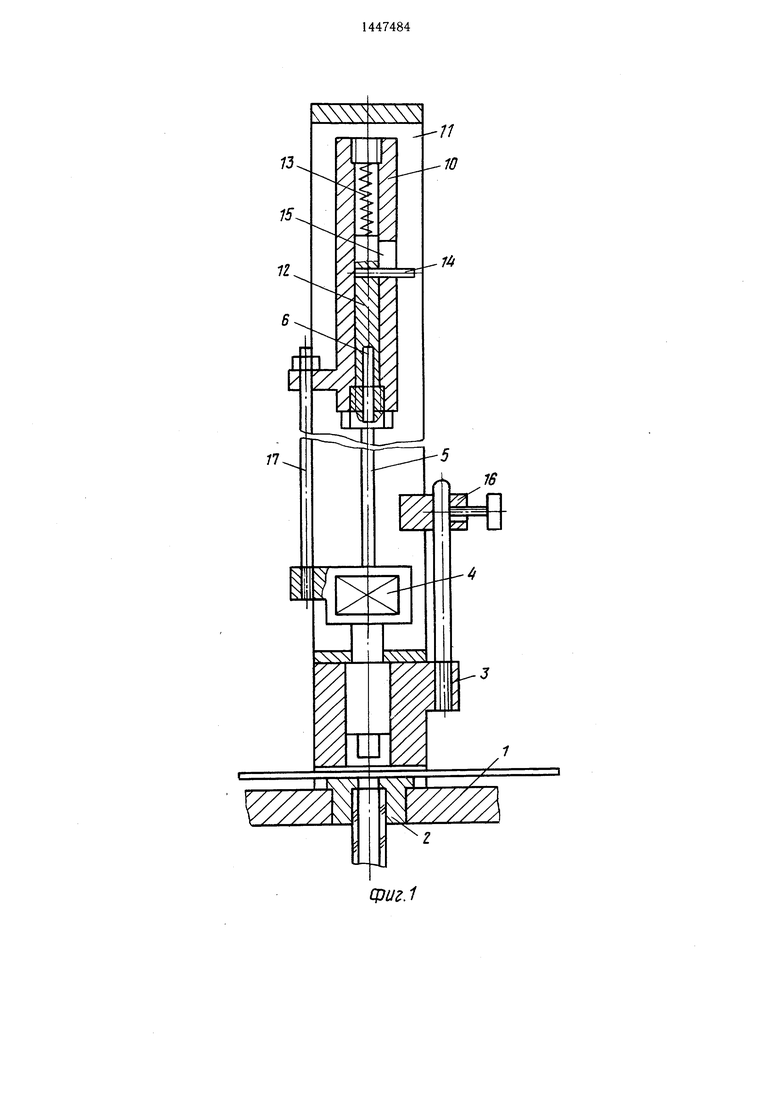
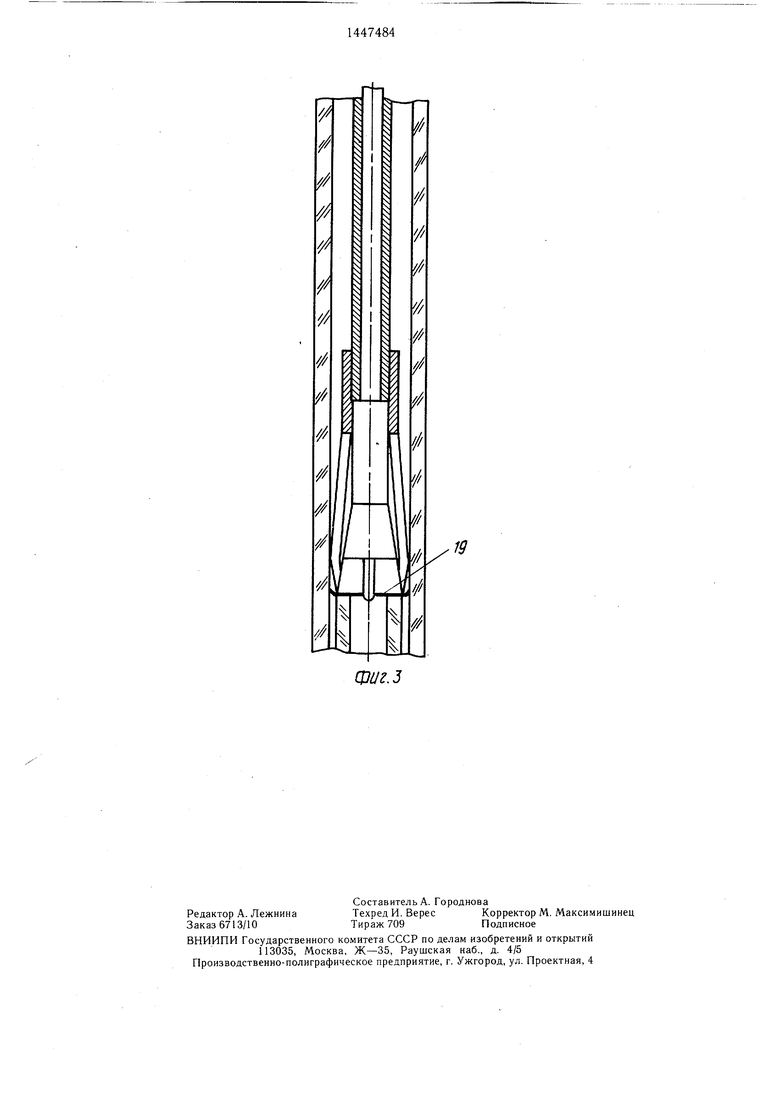
Изобретение относится к обработке материалов давлением, а именно к штампам для вырубки детали из полосового и ленточного материала и сборки ее с другой, премущественно полой, деталью. Цель изобретения - повышение качества сборки. Штамп содержит матрицу 2 и телескопически связанные между собой полый пуансон 4, полый инструмент 5 для запрессовки с рабочей частью в виде цанги 9 и стержень 6 с заостренным концом 7 и конической ступенью 8. В процессе вырубки пуансон 4, инструмент 5 и стержень 6 перемещаются совместно. Происходит прокалывание материала 18 заостренным концом 7 и вырубка детали пуансоном 4. Затем пуансон 4 останавливается, а вырубленная деталь, прилегая к торцу ступени 8, перемещается стержнем 6 на позицию сборки. Перемещение стержня 6 ограничено упором, закрепленным на основании. На последнем этапе перемещается только инструмент 5. Цанга 9 взаимодействует с конической ступенью 8, расширяется до размеров внутреннего диаметра детали 20 и производит центровку и выравнивание вырубленной детали. 3 ил. 5 С со (Л 4: 4 4; ОО 4;:
5
А
16
/.
/
./
фцг.З
| Штамп для вырубки деталей из полосового и ленточного материала | 1976 |
|
SU617120A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
