Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала, и может быть использовано при изготовлении и сборке пластин электрических машин.
Пель изобретения - расширение дй пазона используемого оборудования за счет снтаения требований к его точ- ности.
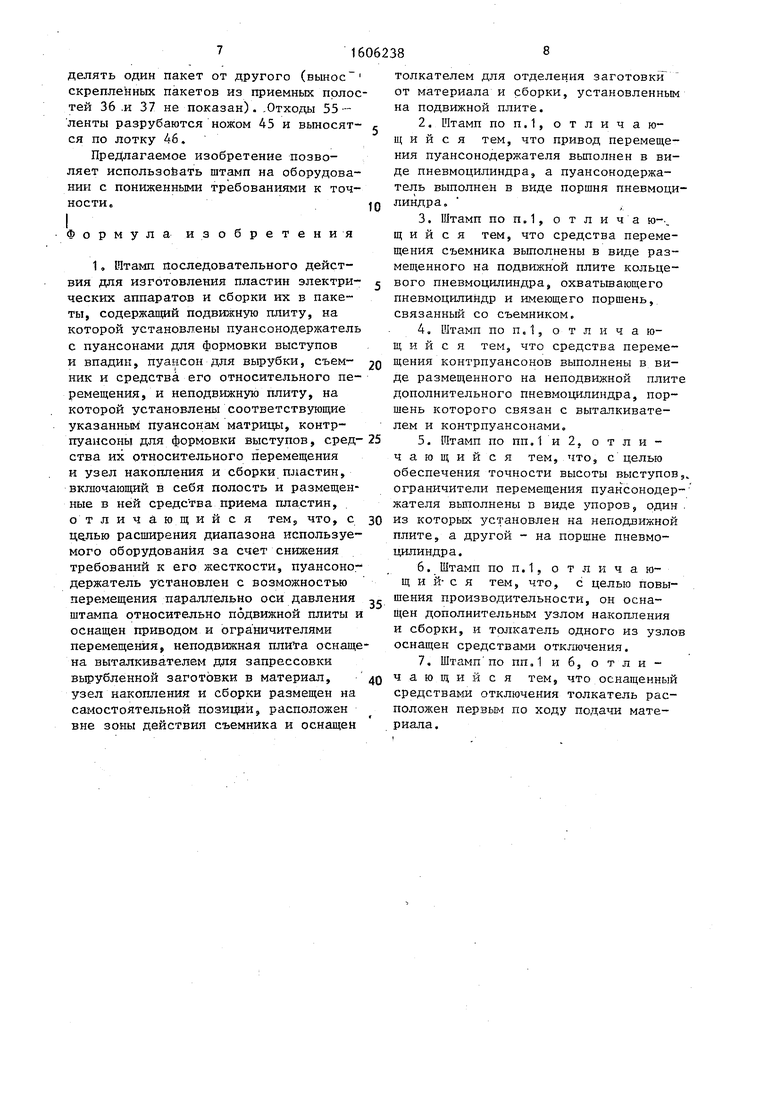
На фиг.1 изображен предлагаемьй штампJ продольное сечениеJ на фиг.2 схема штамповки ленты| на фиг.З - .сечение А-А на фиг.2. i Штамп содержит верхнюю плиту 1 с промежуточной плитой 2, в кот орую вмонтированы пневмоцилиндры, состоящие из концентричных гильз 3 и 4,; кольцевого поршня 5 и концентричного с ним поршня 6, который одновременно является пуансоно-держателемз подвиж- ньм относительно верхней плиты 1. Каналы 7 спужат для подачи сжатого воздзоса в полости пневмоцклиндров, Кольцевой поршень 5 посредствог колонок 8, перемещающихся Б сепараторах 9, связан с подвижньи съемни ком 10. На пуансонодержателе-поршне размещены пуайсон 11 для формовки вытупов и впадин5 ловители 12, спужа- щие для центрирования5 а также упоры 13.
Непосредственно в промежуточной плите 2 размещены управляемые пуансоны Н служащие для пробивки сквозных отверстий в крайних пластинах пакетов в местах формования выступов
5
0
5
0
5
0
5
Пуансоны 14 приводятся в действие от электромагнита (не показан) посредством клиньев 15 о На той же промежуточной плите 2 укреплен пуансоно- держатель 16, на котором размещены пуансоны 17 для пробивки отверстий под ловители 12,пуансоны 18 для пробивки отверстий под заклепки, пуансон 19 для пробивки технологического отверстия в пластине, а также пуансон 20 для вырубки контура пластины. I
Нижняя плита 21 штампа несет мат- рицедержатель 22 с расположенной на нем матрицей 23 с отверстиями под инструменты,, расположенные на подвижной части штампа. В матрице 23 расположены также контрпуансоны 24, роосные с пуансонами 11 на подвиж- ной части штампа, и выталкиватель 25 для обратной запрессовки в ленту вырубленной Ш-образной пластиныj, расположенный соосно с пуансоном 20 для вырубки контура пластин,, Коктрпуансо- ны 24 и выталкиватель 25 взаимодей - ствуют через штифты 26 и 27 и кронштейн 28 с кольцеобразным поршнем 29 пневмоцилиндра, размещенного в нижней ппите 21 штампа. Связь указанного пневмоцилиндра с устройством для подачи воздуха (не показано) осуществляется каналом 30. В матрице 23 установлены жесткие упоры 31, взаимо- действуташде с перемещаемыми упорами
13, размещенными на подвижном пуан- сонодержатела 6, а также подпружиненные отлипатели 32. Позищей 33
обозначены направляющие, расположенные вдоль матрицы 23.
Описанные узлы и детали штампа представляют собой ту его часть, где осуществляется вырубка Ш-образных пластин с выступами и впадинами.
Кроме того, штамп включает в себя узел накопления выступами и впадинами вырубленных пластин, который выполнен в виде двух последовательно расположенных толкателей 34 и 35, размещенных в верхней части штампа и соответствующих им двух приемных полостей 36 и 37, расположенных в нижней части штампа. В приемных полотях расположены подвижные приемные опоры 8 и 39, перемещающиеся в управляемых тормозных элементах 40 и 4 Толкатель 34 является управляемым и приводится в действие от электромагнита 42 посредством клина 43. Кроме того узел накопления содержит ловитель 44, размещенный в верхней части штампа непосредственно перед толкателем 34 и предназначенный для центрирования ленты с вырубленными и запрес сованнь ми в нее пластинами, а также нож 45, служащий для размельчения отходовS которые удаляются по лотку 46. Позицией 47 обозначен съемник тоннельного типа для направленного перемещения ленты с запрессованными деталями.
Схема на фиг.2 содержит обрабатываемую ленту 48 у отверстия 49 под ловители 12, отверстия 50 под заклепки, технологическое отверстие 51, впадины 52, детали 53, выступы 54,- отход 55.
Штамп работает следуюищм образом.
В верхнюю 1 и нижнюю 21 плиты по каналам 7 и 30 соответственно подается сжатый воздух. При движении верхней плиты 1 вниз пуансоны 17 про- .бивают в ленте 48 отверстия 49 под лоБИтели 12, пуансоны 18 - отверстия 50 под заклепки, пуансон 19 - технологическое отверстие 51, пуансонами 1 1 осувдествляется формовка впадин 52 и выступов 545 а пуансоном 20 - вырубка деталей 53. В полости кольцевого поршня 5 и поршня-пуансонодержа- теля 6 подается разный по давлению сжатый воздух, так как усилие штамповки отличается от усилия запрессовки. Усилие, развиваемое в полости порш ня пуансонодержателя 6, обеспечивает
1606238
0
формовку впадин 52 и выступов 54. При перемещении верхней плиты 1 ниже допустимого (например, из-за недостаточной жесткости ползуна или люфта в ползунно-шатунной паре пресса) перемещающиеся упоры 13 Соприкасаются с жесткими упорами 31, кото- - рые придерживают поршень-пуансоно- держатель 6 вместе с пуансонами 11, обеспечивая постоянные размеры при формовке и предотвращение заклинивания пресса.
Расположенный в нижней плите 21
5 пневмоцилиндр с кольцеобразным поршнем 29 через связанный с этим поршнем кронштейн 28 и штифты 26 создает противодействие на контрпуансонах 24 во время формовки, вследствие чего про-0 исходит калибровка дна выступов 54 для увеличения контактной плоскости сопряжения с другой деталью. Управляемые пуансоны 14 для пробивки сквозных отверстий в крайних деталях включаются по команде от счетного устройства (не показано).
5
После вырубки контура пластины 53 пуансоном 20 выталкиватель 25 30 запрессовывает вырубленную пластину 53 обратно в ленту 48, и после подъема ползуна пресса отлипатели 32 приподнимают ленту 48 с запрессованными в нее пластинами 53 на необходи- мую высоту над зеркалом матрицы 23, создавая возможность ее перемещения в канапе под съемником 47. Перед сбор-., кой- пластин 53 в пакет на позиции накопления и скрепления вырубленных Q пластин 53 происходит захват ленты 48 ловителями 44 и ее центровка над приемными полостями 36 и 37. Толкатели 34 и 35 и приемные опоры 38 и 39 служат для сборки вьфубленных плас-с 5 тин 53 в пакет и попеременно вступают в работу. По мере того, как приемная полость 36 полностью загрузится, от датчика (не показан), контролирующего эту приемную полость, подается 0 команда на электромагнит 42, который с помощью клина 43 выводит из работы толкатель 34 и в работу вступают пуансон 35 с соответствующей приемной опорой 39. За счет тормозных элемен- 5 тов 40 и 41 создается сопротивле«ие снизу для сжатия пакетов и скрепления пластин 53 между собой. В процессе такой сборки крайние листы, не имеющие выступов, позволяют от-.
делить один пакет от другого (вьшос скрепленных пакетов из приемных полостей 36 .и 37 не показан). .Отходы 55 - ленты разрубаются ножом 45 и выносятся по лотку 46.
Предлагаемое изобретение позволяет использойать штамп на оборудовании с пониженными требованиями к точности.
Формула изобретения
1, Штамп последовательного действия для изготовления пластин электри- ческих аппаратов и сборки их в пакеты, содержащий подвижнзто плиту, на которой установлены пуансонодержатель с пуансонами для формовки выступов и впадин, пуансон для вырубки, съем- ник и средства его относительного перемещения, и неподвижную плиту, на которой установлены соответствующие указанным пуансонам матрицы, контрпуансоны для формовки выступов, средства их относительного перемещения и узел накопления и сборки пластин, включающий в себя полость и размещенные в ней средс тва приема пластин, отличающийся тем, что, с расширения диапазона используемого оборудования за счет снижения требований к его жесткости, пуансоно.держатель установлен с возможностью перемещения параллельно оси давления штампа относительно подвижной плиты и оснащен приводом и ограничителями перемещения, неподвижная плита оснащена выталкивателем для запрессовки вырубленной заготовки в материал, узел накопления и сборки размещен на самостоятельной позиции, расположен вне зоны действия съемника и оснащен
0
0 5 О о
толкателем для отделения заготовки от материала и сборки, установленным на подвижной плите.
2.1Чтамп ПОП.1, отличающийся тем, что привод перемещения пуансонодержателя вьшолнен в виде пневмоцилиндра, а пуансонодержатель выполнен в виде поршня пневмоцилиндра,
3.Штамп по П.1, о т л и ча ю-., щ и и с я тем, что средства перемещения съемника вьшолнены в виде размещенного на подвижной плите кольцевого пневмоцилиндра, охватьшающего пневмоцилиндр и имеющего поршень, связанный со съемником,
4.Штамп по п.1, о т л и ч а ющ и и с я тем, что средства перемещения контрпуансонов выполнены в виде размещенного на неподвижной плите дополнительного пневмоцилиндра, поршень которого связан с выталкивателем и контрпуансонами.
5.Штамп по пп,1 и 2j отличающийся тем, что, с целью обеспечения точности высоты выступов,, ограничители перемещения пуан сонодер- жателя выполнены в виде упоров, один , из которых установлен на неподвижной плите, а другой - на порщне пневмоцилиндра.
6.Штамп по П.1, отличающ и й- с я тем, что, с целью повышения производительности, он оснащен дополнительным узлом накоп-пения и сборки, и толкатель одного из узлов оснащен средствами отключения.
7.Штамп по ПП.1 и6, отличающийся тем, что оснащенный средствами отключения толкатель расположен первьм по ходу подачи материала.
го
CSJ
t
trj м)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| Штамп для чистовой вырубки деталей из листовых заготовок | 1977 |
|
SU640790A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1982 |
|
SU1060274A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Устройство для вырубки деталей, пробивки отверстий и установки в них стержневых деталей | 1976 |
|
SU606661A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам последовательного действия. Цель изобретения - расширение диапазона используемого оборудования за счет снижения требований к его жесткости. Штамп содержит верхнюю плиту (ПЛ) 1 с концентрично установленными пневмоцилиндрами. На поршне (ПР) 6 внутреннего пневмоцилиндра установлены пуансоны (П) 11 для формовки выступов и впадин. ПР 5 наружного пневмоцилиндра связан со съемником 10. На ПЛ 1 установлены также П 20 для вырубки пластин и толкатели 34, 35 для выталкивания запрессованных в ленту пластин и их сборки. На нижней ПЛ 21 установлены матрица 23, пневмоцилиндр с ПР 29, выталкиватель 25 для обратной запрессовки вырубленной пластины, контрпуансон 24. Последний и выталкиватель 25 связаны с ПР 29. В ПЛ 21 выполнены соосно с толкателями 34, 35 полости 36 и 37 для накопления и сборки пластин в пакеты. Толкатель 34 выполнен отключаемым. На ПР 6 установлен упор 13 и на ПЛ 21 - упор для ограничения закрытой высоты. При рабочем ходе ПЛ 1 происходит формовка выступов и впадин при посредстве П 11, матрицы 23 и контрпуансонов 24. Далее происходят вырубка по наружному контуру и обратная запрессовка пластины, затем выталкивание пластин толкателем 34 в полость 36 и их сборка. По заполнении полости 36 толкатель 34 отключается и далее выталкивание пластин осуществляется толкателем 35 в полость 37. 6 з.п. ф-лы, 3 ил.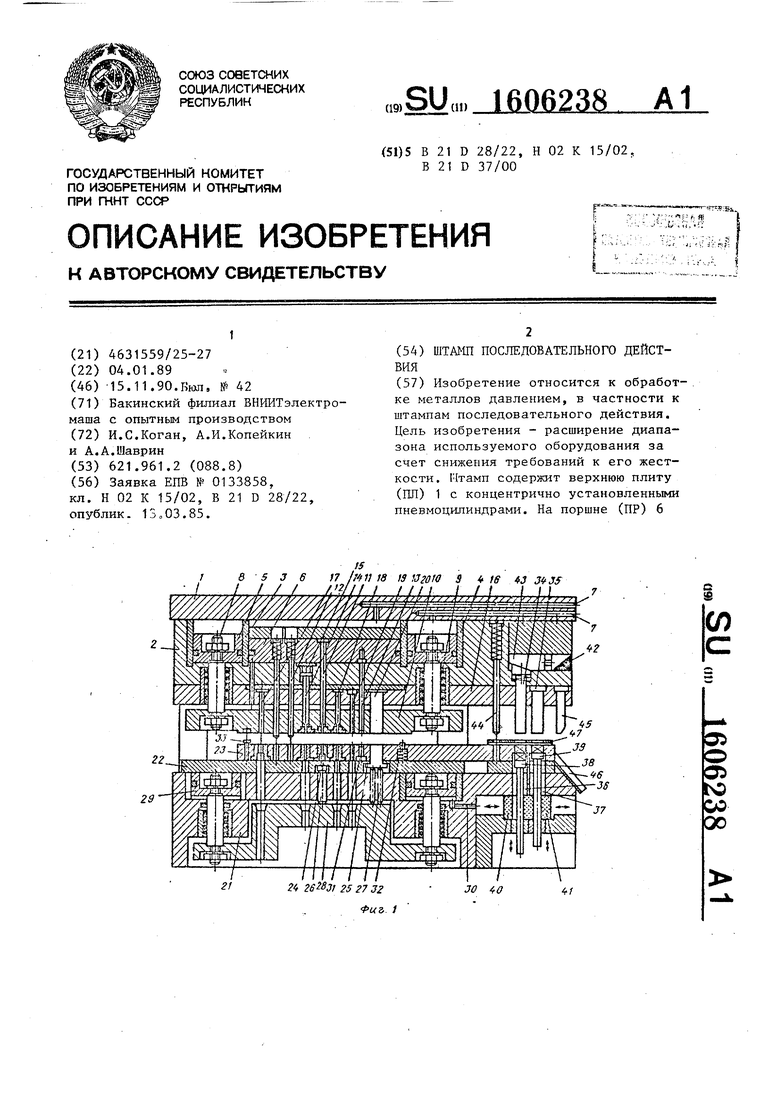
| Устройство для управления погрузкой кокса в вагоны | 1960 |
|
SU133858A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Насос | 1917 |
|
SU13A1 |
