Изобретение относится к микросварке, а именно к оборудованию для сборки полупроводниковых приборов.
Целью изобретения является повышение качества соединений путем стабилизации скорости деформации присоединяемой детали в процессе сварки.
Данная цель достигается введением в устройство дифференциального усилителя, сумматора и источника опорного напряжения.
При этом повышается продукт выхода годных полупроводниковых приборов в результате повышения качества разварки продольных проводников.
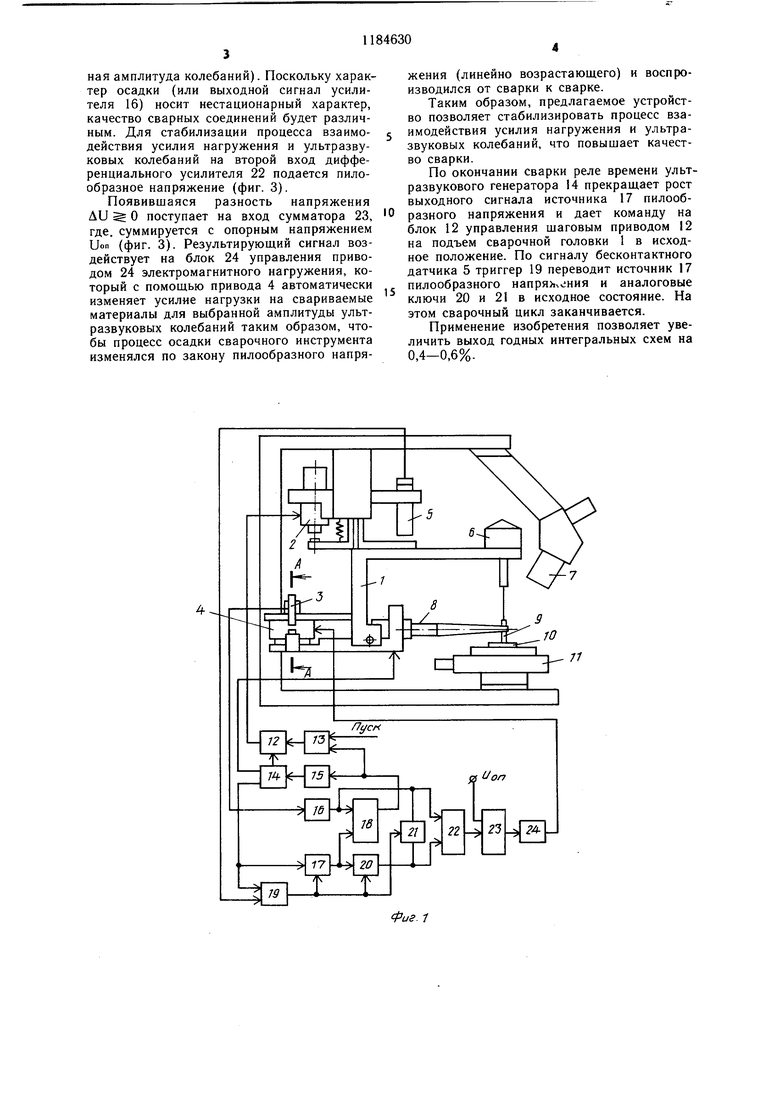
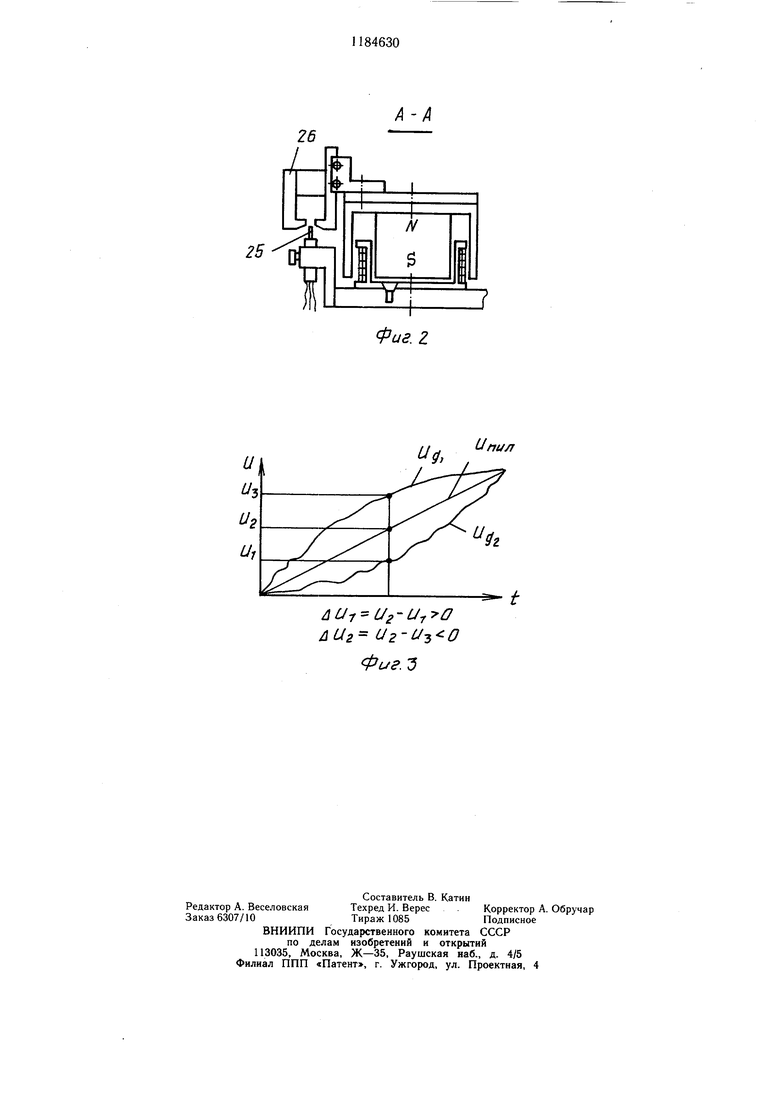
На фиг. 1 приведена структурная схема устройства; на фиг. 2 - разрез А-А на фиг. 1 (схема расположения в устройстве элемента Холла); на фиг. 3 - график, поясняющий работу устройства.
Устройство для сварки давлением состоит из сварочной головки 1 с приводом 2 вертикальных перемещений, датчика 3 перемещений преобразователя ультразвуковых колебаний, электромагнитного привода 4 нагружения, датчика 5, катушки 6 с проволокой, микроскопа 7, преобразователя 8 ультразвуковых колебаний, сварочного инструмента 9, интегральной схемы 10, укрепленной на предметном столике 11, блока 12 управления шаговым приводом, соединенного выходом с приводом 2 вертикальных перемещений сварочной головки, первьш входом - с выходом первого триггера 13 и вторым входом - с третьим выходом ультразвукового генератора 14. В устройство входят линия 15 задержки, подключенная к входу ультразвукового генератора 14, усилитель 16 и источник 17 пилообразного напряжения, выходами подключенные к входам компаратора 18, выход которого подсоединен к входу линии 15 задержки, второй триггер 19, выход которого подключен к входам первого аналогового ключа 20, второго аналогового ключа 21 и источника 17 пилообразного напряжения, вход которого соединен с выходом ультразвукового генератора 14 и первым входом второго триггера 19, при этом второй вход триггера 19 соединен с выходом датчика 5. Выходы усилителя 16 и аналогового ключа 20 подключены к входам дифференциального усилителя 22, выход которого через сумматор 23 соединен с входом блока 24 управления приводом. Датчик перемещения 3 включает в себя элемент 25 Холла и постоянный магнит 26.
Устройство работает следующим образом.
После совмещения сварочного инструмента 9 через микроскоп 7 с контактной площадкой интегральной микросхемы 10 по команде «Пуск триггер 13 запускает блок 12 управления шаговым приводом и происходит опускание сварочной головки I
шаговым приводом 2 для производства сварки.
Перед касанием сварочного инструмента 9 контактной площадки интегральной схемы 10 на выходе триггера 19 уровень сигнала соответствует закрытому состоянию аналогового ключа 20 и открытому состоянию аналогового ключа 21. При этом разность входных сигналов дифференциального усилителя 22 равна нулю, а на выходе сумматора 23 присутствует сигнал, который воздействует на блок 24 управления приводом нагружения, в результате электромагнитный привод 4 нагружения задает начальную нагрузку на сварочный инструмент. На выходе источника 17 пилообразного напряжения, выполненного на основе цифроаналогового преобразователя (не показан), задается опорное напряжение, с которого запускается пилообразное напряжение. После касания сварочного инструмента 9 через привариваемый проводник контактной площадки интегральной схемы 10 элемент 25 Холла (фиг. 2), кинематически связанный с преобразователем 8 ультразвуковых колебаний, изменяет свое положение относительно постоянного магнита 26, жестко закрепленного на сварочной головке. В результате на выходе усилителя 16 появляется изменяющийся сигнал, который сравнивается в компараторе 18 с опорным напряжением на выходе источника 17 пилообразного напряжения. При равенстве напряжений на входах компаратора 18 последний срабатывает, в результате чего триггер 18 через блок 12 управления шаговым приводом останавливает сварочную головку 1. Задержанный сигнал от компаратора 18 линией 15 задержки для успокоения сварочной головки 1 запускает ультразвуковой генератор 14, который подает сварочный импульс на преобразователь 8 ультразвуковых колебаний, запускает на время сварки источник 17 пилообразного напряжения и переводит триггер 19 в противоположное состояние, соответствующее открытому состоянию аналогового ключа 20 и закрытому аналогового ключа 21. Таким образом, на первый вход дифференциального усилителя 22 поступает сигнал от усилителя 16, а на второй вход через аналоговый ключ 20 - пилообразное напряжение.
Известно что при ультразвуковой микросварке скорость пластической деформации соединений при постоянных усилии нагружения инструмента и амплитуде колебаний инструмента является комплексной величиной, нестационарна и зависит от состояния свариваемых материалов перед сваркой и в процессе ее.
Кривые Ugi и (фиг. 3) отражают характер выходного сигнала усилителя 16 для двух сварных соединений при обычных условиях сварки (постоянное усилие нагружения сварочного инструмента и постоянная амплитуда колебаний). Поскольку характер осадки (или выходной сигнал усилителя 16) носит нестационарный характер, качество сварных соединений будет различным. Для стабилизации процесса взаимодействия усилия нагружения и ультразвуковых колебаний на второй вход дифференциального усилителя 22 подается пилообразное напряжение (фиг. 3).
Появившаяся разность напряжения ли О поступает на вход сумматора 23, где. суммируется с опорным напряжением Uon (фиг. 3). Результирующий сигнал воздействует на блок 24 управления приводом 24 электромагнитного нагружения, который с помощью привода 4 автоматически изменяет усилие нагрузки на свариваемые материалы для выбранной амплитуды ультразвуковых колебаний таким образом, чтобы процесс осадки сварочного инструмента изменялся по закону пилообразного напряжения (линейно возрастающего) и воспроизводился от сварки к сварке.
Таким образом, предлагаемое устройство позволяет стабилизировать процесс взаимодействия усилия нагружения и ультразвуковых колебаний, что повыщает качество сварки.
По окончании сварки реле времени ультразвукового генератора 14 прекращает рост выходного сигнала источника 17 пилообразного напряжения и дает команду на блок 12 управления щаговым приводом 12 на подъем сварочной головки 1 в исходное положение. По сигналу бесконтактного датчика 5 триггер 19 переводит источник 17 пилообразного напря.х;ния и аналоговые ключи 20 и 21 в исходное состояние. На этом сварочный цикл заканчивается.
Применение изобретения позволяет увеличить выход годных интегральных схем на 0,4-0,6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для сварки давлением | 1987 |
|
SU1609585A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ, содержащее сварочную головку с приводом вертикальных перемещений и блоком его управления, ультразвуковой генератор, преобразователь ультразвуковых колебаний с подсоединенным к нему датчиком перемещения преобразователя, электромагнитный привод нагружения преобразователя с блоком его управления, бесконтактный датчик, усилитель сигнала датчика перемещений преобразователя, источник пилообразного напряжения, компаратор, два триггера, линию задержки, два аналоговых ключа, при этом выход усилителя сигнала датчика перемещения преобразователя соединен с первым входом компаратора, выход которого связан с входом первого триггера и входом линии задержки, выходы которых соединены с первым входом блока управления шаговым приводом и входом ультразвукового генератора соответственно, первый выход ультразвукового генератора соединен с первым входом источника пилообразного напряжения и первым входом второго триггера, у которого второй вход связан с выходом бесконтактного датчика, а выход - с управляющими входами двух аналоговых ключей и вторым входом источника пилообразного напряжения, второй выход ультразвукового генератора соединен с преобразователем ультразвуковых колебаний, а третий - с вторым входом блока управления щаговым приводом, вход первого аналогового ключа подключен к выходу источника пилообразного напряжения и к второму входу компаратора, отличающееся тем, что, с целью повышения качества сварных соединений путем i стабилизации скорости деформации присоединяемой детали, в устройство введены (Л последовательно соединенные дифференциальный усилитель и сумматор, а также источник опорного напряжения, при этом первый вход дифференциального усилителя подключен к выходу усилителя сигнала датчика перемещений преобразователя, второй вход дифференциального усилителя соединен с выходом первого аналогового ключа, а оба входа дифференциального усилителя 00 защунтированы между собой вторым управ4 Од ляемым ключом, причем второй вход сумматора подключен к источнику опорного напряжения, а выход сумматора - к входу ОО блока управления электромагнитным приводом нагружения.
uUf U2-Uf O uU2
Фиг. г
и пи/г
Фиг. Ъ
| Раздаточный бункер | 1977 |
|
SU808320A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки давлением | 1980 |
|
SU941074A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНАТОКСИНА BORDETELLA PERTUSSIS | 1986 |
|
SU1369042A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
