Изобретение относится к машиностроению и может быть использовано при поверхностном пластическом дефсф- мировании длинномерных деталей.
Цель изобретения - увеличение глубины упрочненного слоя при низкой шероховатости обрабатываемой поверхности, а также повышение производительности и качества процесса упрочне- кия.
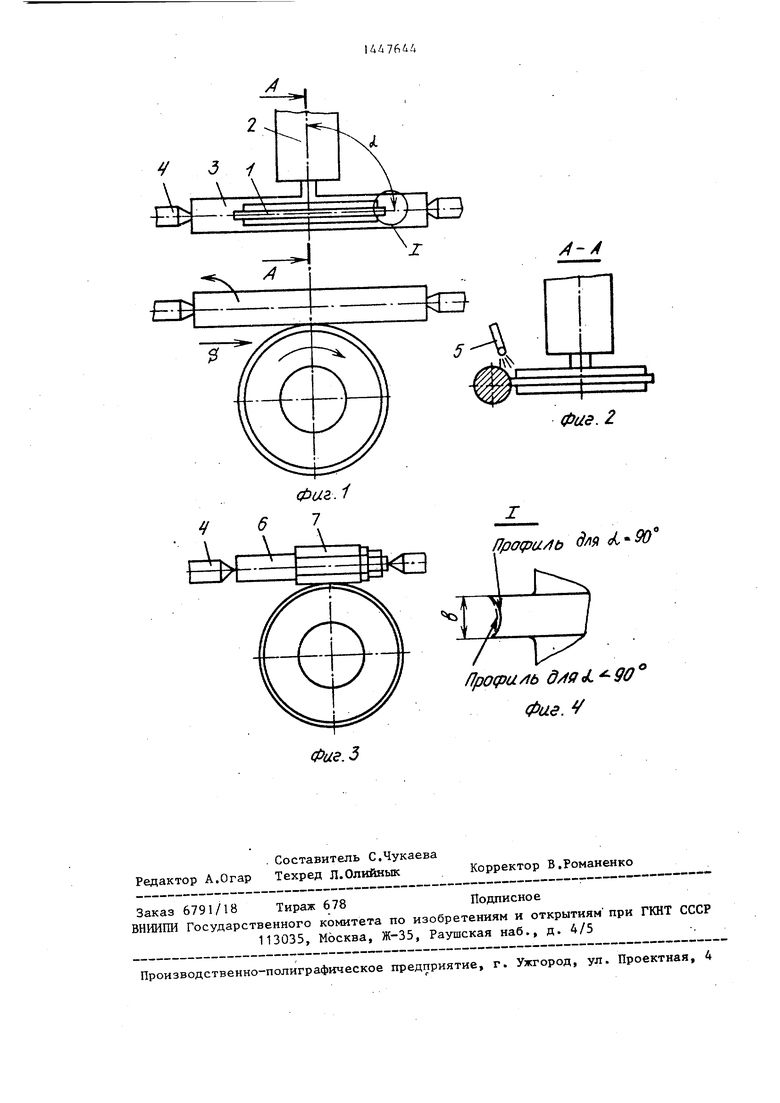
На фиг, 1 схематически изображено взаимное расположение упрочняемой детали и упрочняющего диска;.на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - упрочняемая деталь и упрочняющий диск, вид сверху; на фиг.4 - узел I на фиг. 1.
Способ осуществляют следующим образом.
Упрочняющий диск 1 установлен на шпинделе подшипникового узла 2, Упрочняемая деталь 3 установлена в центрах 4 станка. Уг;ол oi. - угол между осью упрочняющего круга и осью упроч- няемой детали - может меняться в пределах 45-90 . В зону обработки через сопло 5 подается смазывающе-ох- лаждающая технологическая жидкость. Для правки упрочняющего диска в цент- ры 4 станка вместо упрочняе:мой детали устанавливают оправку 6 (фиг. 2) с закрепленным на ней абразивным кругом 7.
. При упрочнении деталь и диск при- водятся в силовое соприкосновение и им сообщаются вращения, направление которых указано на рисунке-стрелка- ми, а окружные скорости соответственно равны 0,05-0,2 и 60-90 м/с. Кроме .того, обеспечивается их относительное перемещение с подачей ,4-2 мм/об, дет. За счет тепла трения, которое вьщеляется на площадке фрикционного контакта деталь - диск происходит быстрый нагрев в зоне контакта поверхностных слоев упрочняемой детали, а при выходе из контакта - быстрое охлаждение нагретого поверхностного слоя упрочняемой детали за счет от- ;вода тепла вглубь изделия и охлаждени смазьюающе-охлаждающей жидкос тью.
При необходимости изменения эпюры остаточных осевых напряжений, формирующихся в тговерхностных слоях упрочняемых деталей, можно корректировать величину угла о. в пределах 45-90°. При этом необходимо произвести корректировку формы канавки (рабочей по верхности) упрочняющего диска с тем, чтобы ее профиль в сечении, перпендикулярном оси упрочняемой детали являлся частью окружности с радиусом, равным радиусу упрочняемой детали. Дня этого производят правку упрочняющего диска, при которой после установки нового значения угла, после ег возврата, в центры станка устанавливают оправку с абразивным кругом такого же диаметра, как и упрочняемая деталь. Затем оправке и-диску сообщают вращения, относительное перемещение (подача S) и проводят в силово взаимодействие.
Использование предлагаемого способа упрочнения дает возможность при обработке на оптимальных режимах одновременно повысить глубину упрочненного слоя в 1,8-2,2 раза и производительность процесса упрочнения в 2,0- 2,5 раза при шероховатости упрочняемой поверхности R 0,63-0,32 мкм.
Формула изобретения
1.Способ фрикционно-упрочняющей обработки при котором упрочняющему диску и упрочняемой детали сообщают враи(ение и относительное осевое перемещение, о тличающийся тем, что, с целью повышения производительности способа и качества за счет увеличения глубины упрочненного слоя, упрочняющий диск устанавливают так, что его ось образует с осью упрочняемой детали угол 45-90°, а на рабочей поверхности диска выполняют канавку, профиль которой в сечении, перпендикулярном оси упрочняемой детали, составляет часть окружности радиусом, равным радиусу упрочняемой детали.
2.Способ по п. 1, отличающийся тем, что ширину канавки выбирают равной 2-5 мм.
/1-4
Фие.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фрикционно-упрочняющей обработки | 1988 |
|
SU1507562A1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2283749C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2277040C1 |
Изобретение относится к области Машиностроения, Цель изобретения - повышение производительности способа за. счет упрочняющей обработки. Шпиндельный узел установлен таким образом, что ось упрочняющего диска образует с осью центров станка, в которые устанавливается упрочняемая деталь, угол, равный 45-90°. Рабочей поверхностью диска является канавка, вьшолненная на периферийной цилиндрической поверхности диска. Ширину канавки выбирают.в пределах 2-5 мм. Профиль канавки в сечении, перпендикулярном оси центров станка, является радиусным. За счет тепла трения, которое выделяется на площади контакта деталь - диск, происходит быстрый нагрев. Это позволяет повысить глубину упрочненного слоя. 1 з.п. ф-лы, 4 ИЛ; ш
Фиг. 1
Фие.5
I
Рро(ра/}ь / Х. -
4i
/
Про(ра /16 д/iff Фае.
| Авторское свидетельство СССР №, 1199601 | |||
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
